 芯片制造中的硅片雙面研磨與表面磨削工藝
芯片制造中的硅片雙面研磨與表面磨削工藝

文章來源:學習那些事
原文作者:小陳婆婆
本文介紹了集成電路制造中的硅片雙面研磨與表面磨削工藝。
硅片雙面研磨與表面磨削作為去除切割損傷層、提升表面平坦度的核心工序,其工藝選擇與參數控制直接決定硅片幾何精度與后續工序良率。
雙面研磨

硅片雙面研磨,其技術本質在于通過精密機械運動與化學-機械協同作用去除切割損傷層并提升幾何精度。該工藝采用游輪片承載硅片置于上下磨盤之間,依托行星運動軌跡實現硅片與磨盤的相對運動,配合分段加壓機制控制研磨壓力分布,確保雙面加工均勻性。
研磨液由粒度10.0-5.0μm的氧化鋁、氧化鋯微粉與水基表面活性劑配比而成,通過物理磨削與化學腐蝕的復合作用,可有效去除硅片表面20-50μm的機械應力損傷層及金屬離子污染,總加工量通常設定為60-80μm,具體數值根據硅片切割方式及初始損傷情況動態調整。
FO系列磨砂雖能實現較高磨削速率,但易產生較深損傷層,因此更適用于直徑200mm以下硅片的加工;而對于大直徑硅片,四路驅動雙面研磨系統通過精密控制磨盤運動軌跡與壓力分布,可實現TTV<2.5μm的高精度加工,同時通過優化研磨液配方降低表面沾污風險。
硅片表面磨削
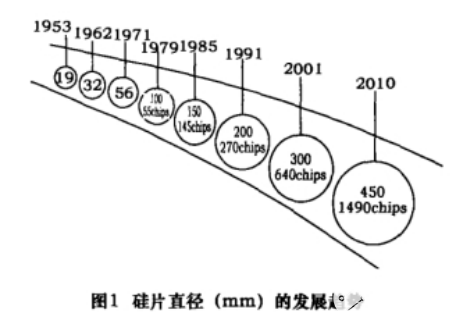
硅片表面磨削作為先進半導體制造的關鍵工序,通過金剛石磨頭對硅片實施精密磨削,高效去除切割損傷層并提升表面平坦度,其技術演進深刻影響著300mm及以上大直徑硅片的制備效率與質量。

該工藝依托正向壓力、金剛石磨頭粒度(500#~4000#)、磨盤轉速及切削液參數的精準調控,實現分級加工——粗磨階段采用500#~1500#磨頭,以≥20.0μm/min的速率快速去除材料,表面損傷層約≤1.4μm,粗糙度Ra≤20.0nm;精磨階段則選用2000#~4000#磨頭,將損傷層壓縮至≤0.4μm,粗糙度優化至Ra≤1.0nm,兼具高效率、低成本及低機械應力損傷優勢,已逐步替代傳統雙面研磨成為300mm拋光片制備的主流工藝。
然而,表面磨削易產生“磨削印痕”,其規律性紋理會干擾后續拋光片的納米形貌特性。為破解此難題,行業探索出雙面磨削技術路徑:其一為分步單面磨削,,通過手動或自動翻轉硅片實現雙面加工;其二為同步雙面磨削,以臥式系統為代表。

硅片垂直放置且磨頭水平布局,配合水靜壓支撐與砂輪自動角度調整,減少自重變形影響,實現雙面同步磨削,磨削速率高達>250μm/min,TTV<1.0μm,表面損傷層<5.0μm,且磨屑不易滯留,避免局部深傷痕。

行星運動雙面磨削系統,基于雙面研磨原理,通過游輪片夾持硅片在金剛石磨盤間作行星運動,配合純水基切削液,在80μm/雙面加工量下,實現TTV≤1.0μm、粗糙度Ra≤20.0~1.0nm,徹底消除磨削印痕,保障納米形貌特性,滿足先進制程對拋光片的技術要求。
當前技術演進聚焦智能化與環保化升級:算法實時優化磨削參數,結合高精度傳感器監測磨削力與溫度,實現閉環控制;水基無毒切削液的開發降低廢水處理成本,納米級復合磨料提升磨削效率與表面質量;復合工藝路線如“表面磨削+拋光”的直接銜接,減少中間工序,提升生產效率。
未來,隨著3D封裝、先進制程對硅片表面質量要求的提升,表面磨削技術將向更精細的粒度控制、更智能的參數自適應及更環保的工藝方向發展,持續推動半導體硅片制造向高精度、低損傷、綠色化方向邁進,支撐集成電路產業向更先進制程、更高可靠性要求的發展。
-
集成電路
+關注
關注
5460文章
12624瀏覽量
375248 -
芯片制造
+關注
關注
11文章
731瀏覽量
30501
原文標題:芯片制造——硅片的雙面研磨(lapping)和表面磨削 (grinding)
文章出處:【微信號:bdtdsj,微信公眾號:中科院半導體所】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
【「芯片通識課:一本書讀懂芯片技術」閱讀體驗】了解芯片怎樣制造
雙面柔性PCB板制造工藝及流程
雙面FPC制造工藝
影響硅片倒角加工效率的工藝研究
硅片自旋轉磨削法的加工原理和工藝特點的介紹
半導體硅材料研磨液研究進展

芯片制造中硅片的表面處理工藝介紹

芯片制造中的硅片倒角加工工藝介紹






 工商網監
工商網監
評論