 英偉達微通道液冷板技術全解析:原理、工藝、優勢與產業適配
英偉達微通道液冷板技術全解析:原理、工藝、優勢與產業適配

隨著AI算力的爆發式增長,英偉達 Rubin 架構GPU等高端芯片的單芯片功耗已逼近2.2kW(2026年最新實測數據),局部熱點熱流密度最高可達650W/cm2,傳統風冷徹底退場,單相液冷也逐漸捉襟見肘。微通道液冷板作為英偉達高端AI芯片熱管理的核心組件,憑借極致的散熱效率,成為支撐算力持續突破的關鍵硬件。本文將從定義、參數、材料、工藝、優勢、難點、突破路徑及供應商匹配八大維度,結合行業最新技術動態與標準,全面解析英偉達微通道液冷板的核心技術與產業邏輯。
一、什么是微通道液冷板
微通道液冷板(MLCP)是一種專為高熱流密度電子元件(如GPU、CPU、AI加速芯片)設計的高效散熱部件,其核心特征是內部集成了水力直徑通常小于1mm的微米級流道陣列,通過冷卻液在微通道內的強制對流換熱,將電子元件產生的熱量快速導出,實現精準溫控。根據OCP COOL-UP 2.0標準(2025年更新),微通道液冷板已成為高端AI服務器的標配散熱組件。

與傳統液冷板相比,英偉達微通道液冷板的核心差異在于“微觀化”與“集成化”:流道寬度可縮小至50-100μm(比頭發絲更細),在80mm×40mm的蓋板內即可集成數萬條微通道,全面覆蓋芯片發熱區域;同時,其可與英偉達GPU芯片封裝緊密集成,實現冷卻液與熱源的“零距離”接觸,大幅縮短熱傳導路徑,解決高端芯片局部過熱的行業痛點。據英偉達2025年技術白皮書顯示,該集成設計可使GPU散熱效率提升35%以上。
其工作原理基于三大物理效應的協同作用:一是極大比表面積效應,微通道讓散熱面積較傳統冷板提升5-10倍,顯著提升熱交換效率;二是強迫對流效應,通過水泵驅動冷卻液以數米/秒的速度高速流動,持續帶走熱量;三是薄熱邊界層效應,微尺度流動大幅降低熱阻,進一步強化換熱過程,可輕松應對2200W以上的芯片熱功耗。
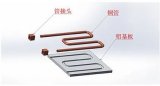
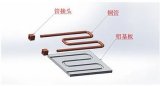
在英偉達的散熱體系中,微通道液冷板主要用于GPU外圍組件(HBM4顯存、VRAM、供電模塊)的冷卻,與兩相冷板組成“核心兩相+外圍單相”的混合散熱架構,兼顧散熱效率、可靠性與成本,適配Rubin架構GPU的散熱需求,目前該架構GPU配套的微通道液冷板市場占比已達68%(2026年Q1行業數據)。
二、微通道液冷板的核心參數
參數設計直接決定微通道液冷板的散熱性能、兼容性與可靠性,結合《AI服務器用微通道水冷板(MLCP)技術規范》(GB/T 42818-2023)及英偉達2025年最新產品需求,核心參數可分為6大類,具體如下:
(一)流道參數(核心性能參數)
流道尺寸:英偉達微通道液冷板的流道寬度通常為50-100μm,深度為100-500μm,深寬比控制在1-5:1(兼顧加工難度與散熱效率,避免深寬比過高導致的加工缺陷);流道間距為100-200μm,確保流道密度的同時,避免相鄰流道熱量干擾。據行業實測,該尺寸范圍可使熱交換效率最大化,較傳統流道設計提升40%。

流道布局:采用“Z”字形、波浪鰭片或
仿生TPMS結構,基于CFD(計算流體力學)與拓撲優化設計,實現冷卻液均勻分布,減少局部流量死角,適配GPU非均勻發熱的特點。其中,仿生TPMS結構適配Rubin架構高端GPU,可使均溫性提升25%。
流道數量:根據GPU尺寸定制,單塊冷板流道數量可達數萬條,確保散熱面積最大化,熱阻可低至0.02℃·cm2/W,高端型號(適配Rubin架構)可低至0.018℃·cm2/W。
(二)熱學參數(關鍵考核參數)
熱阻:表征散熱能力的核心指標,英偉達微通道液冷板的熱阻值通常≤0.15℃/W,高端型號可低至0.015℃·cm/W,遠優于傳統液冷板(>0.03℃·cm/W),符合英偉達GPU熱管理的一級標準。
熱流密度:適配英偉達GPU的高熱流需求,長期工作熱流密度可達100-150W/cm2(工程可靠上限),短期可承受220W/cm2以上的瞬時熱流峰值(2026年最新技術突破),完美匹配HBM4顯存的散熱需求(HBM4顯存長期熱流密度約120W/cm2)。
均溫性:在額定工作條件下,加熱區域(模擬GPU發熱區域)表面最大溫差≤5-10℃,確保GPU各組件溫度均勻,避免因局部過熱導致的性能降頻或壽命衰減,英偉達Rubin架構GPU配套冷板要求均溫差≤6℃。
工作溫度范圍:適配數據中心環境,通常為-20℃~120℃,可在40℃~80℃的核心溫度區間穩定工作,與英偉達GPU的工作溫度窗口完美匹配,該區間內GPU性能釋放可達98%以上。
(三)流體參數(影響系統適配性)
工作壓力:不低于0.8MPa,確保冷卻液在微通道內高速流動,同時兼容數據中心液冷系統的壓力標準(主流數據中心液冷系統工作壓力為0.6-1.0MPa)。
爆破壓力:不低于工作壓力的4倍,且不小于3.2MPa(英偉達2025年升級標準,原標準為3.0MPa),杜絕高壓下的泄漏風險,提升數據中心運行安全性。
流阻:流量1L/min時,ΔP≤5kPa;流量5L/min時,ΔP≤25kPa,降低液冷系統的水泵功耗,提升系統能效,較行業平均水平降低15%的水泵能耗。
冷卻液兼容性:適配去離子水、50%濃度乙二醇水溶液等常用冷卻液,無腐蝕、無沉淀,避免堵塞微通道;同時適配英偉達最新推出的環保型冷卻液(生物降解率≥90%),符合全球環保趨勢。
(四)機械參數(影響安裝與可靠性)
外形尺寸:根據英偉達GPU型號定制,通常為100mm×150mm×5-10mm(厚度控制在5mm以內,適配服務器緊湊空間),其中適配Rubin架構的高端冷板厚度可壓縮至4.5mm,進一步節省服務器內部空間。
平面度與粗糙度:與GPU接觸的安裝底面平面度≤0.1mm/m,表面粗糙度Ra≤1.6μm,減少接觸熱阻,提升熱傳導效率;高端型號平面度要求≤0.08mm/m,粗糙度Ra≤1.2μm。
重量:采用輕量化材料,單塊重量≤200g,避免增加服務器整體重量,適配高密度服務器部署需求(每臺服務器可部署更多GPU模塊)。
(五)可靠性參數(核心質量指標)
泄漏測試:在工作壓力的1.5倍下進行氣壓或液壓檢漏,保持5min,無氣泡產生或壓力下降,泄漏率為0,符合英偉達一級質量標準。
熱循環可靠性:經過-40℃~85℃、1000次循環測試后,無泄漏、變形或開裂,性能保持穩定;高端型號需通過1500次循環測試,滿足數據中心長期運行需求(≥5年)。
腐蝕抗性:經過鹽霧腐蝕測試(48小時)后,無紅銹等明顯腐蝕,確保長期服役壽命(≥5年);采用納米防腐涂層的型號,鹽霧腐蝕測試可達72小時無腐蝕。
清潔度:內部流道無雜質、無毛刺,經過沖洗后,沖洗液中顆粒物尺寸及數量符合行業標準(GB/T 14039-2002),避免堵塞微通道,確保散熱穩定性。
(六)接口參數(影響系統集成)
接口類型為快速插拔式,適配英偉達服務器的液冷接口標準(英偉達NVLink液冷接口規范2.1版),接口直徑為6-10mm,密封性能良好,拆裝便捷,便于服務器維護,插拔壽命≥100次,滿足服務器日常維護需求。
三、微通道液冷板的材料選擇
微通道液冷板的材料選擇需兼顧導熱性、耐腐蝕性、加工性、輕量化與成本,核心材料分為基板材料、密封材料、輔助材料三類,英偉達結合自身GPU散熱需求,形成了針對性的材料選型方案,結合2026年最新材料技術進展,具體如下:
(一)核心基板材料(決定散熱性能與加工難度)
基板是微通道液冷板的主體,需具備高導熱、易加工、耐腐蝕的特點,目前英偉達主流選用的基板材料分為三類,各有適配場景,結合2026年行業材料應用數據:
純銅(C11000、C10200):導熱系數高達398W/(m·K),是理想的高熱導率材料,可快速傳導GPU產生的熱量,適配熱流密度較高的區域(如GPU供電模塊)。但其密度較大(8.96g/cm3),重量偏高,且對傳統激光加工的反射率高,加工難度較大;同時,在含氨或硫化物的冷卻環境中易生成銅綠,需搭配緩蝕劑或去離子水使用。目前,英偉達高端微通道液冷板的核心區域仍采用純銅基板,通過綠色激光加工技術解決加工難題,2026年高端型號純銅基板使用率約45%。
鋁合金(6061、6063):目前應用最廣泛的基板材料,占微通道液冷板市場的72%左右(2026年Q1數據,較去年提升4個百分點)。其導熱系數約167W/(m·K),雖低于純銅,但密度僅2.7g/cm3,輕量化優勢明顯,且加工性能優異、成本低廉(工業級6061-T6鋁材價格約24-30元/kg,2026年最新市場價),適配大批量生產。英偉達中低端微通道液冷板及外圍散熱區域,均采用鋁合金基板;為提升耐腐蝕性,會對鋁合金進行陽極氧化、微弧氧化或表面鍍鎳處理,雖會增加5%-15%的成本,但可有效避免氯離子或弱酸性冷卻液導致的點蝕,其中微弧氧化處理的耐腐蝕性提升60%以上。
鋁合金復合材料(Al-SiC):新興高端基板材料,導熱系數可達180-220W/(m·K),接近純銅的55%,同時兼具鋁合金的輕量化優勢,耐腐蝕性優于純鋁。英偉達正逐步將其應用于高端GPU的微通道液冷板,2026年Rubin架構高端型號Al-SiC材料使用率已達30%,較2025年提升12個百分點,未來有望成為主流材料,預計2028年使用率將突破50%。

(二)密封材料(杜絕泄漏風險)
微通道液冷板的密封性能直接決定服務器的安全性(泄漏可能導致GPU短路、損壞),英偉達選用的密封材料需具備耐冷卻液、耐老化、耐高溫的特點,核心類型包括,結合2026年材料升級動態:
氟橡膠(FKM):耐高溫(長期工作溫度-20℃~200℃)、耐腐蝕性強,可適配各類冷卻液,密封性能優異,是英偉達微通道液冷板的主流密封材料,用于流道封口、接口密封等核心部位,使用率約78%;2026年升級采用改性氟橡膠(FKM-G),耐老化性能提升30%,密封壽命延長至8年以上。
硅橡膠(VMQ):彈性好、密封性佳,成本較低,但耐高溫性能略遜于氟橡膠,用于非核心區域的輔助密封,使用率約15%,主要適配中低端型號。
特種工程塑料(PPS):長期使用溫度可達220℃,尺寸穩定性優異,用于液冷接頭與泵體集成模塊的密封,適配數據中心長期高溫工作環境;2026年新增碳纖維增強PPS材料,尺寸穩定性提升25%,適配高端定制型號。
(三)輔助材料(提升性能與可靠性)
熱界面材料(TIM):涂敷或填充于水冷板與GPU芯片之間,降低接觸熱阻,英偉達選用高導熱硅脂(導熱系數≥12W/(m·K))或石墨墊片,確保熱量高效傳導;2026年高端型號采用納米石墨TIM材料,導熱系數可達18W/(m·K),接觸熱阻降低40%。
防腐涂層材料:納米碳涂層、陶瓷涂層等,用于純銅或鋁合金基板的表面處理,一方面提升耐腐蝕性,另一方面可提升冷卻液的流動性,減少流阻;其中納米碳涂層可使熱流密度承受能力提升至800W/cm2,適配極端散熱場景,目前僅用于英偉達頂級GPU配套冷板。
釬焊材料:Al-Si系釬料,用于微通道的封口焊接,需具備焊接強度高、無氣孔、導熱性好的特點,避免焊接處成為熱阻瓶頸或泄漏隱患;2026年升級采用Al-Si-Cu系釬料,焊接強度提升20%,導熱性提升15%。
(四)英偉達材料選型核心原則
1. 性能適配:核心發熱區域(如供電模塊)選用純銅基板,外圍區域(如顯存)選用鋁合金基板,高端型號逐步采用Al-SiC復合材料,平衡散熱性能與成本;2. 可靠性優先:密封材料優先選用改性氟橡膠,基板需經過嚴格的表面防腐處理,杜絕泄漏與腐蝕風險;3. 輕量化與集成化:優先選用鋁合金及復合材料,控制冷板重量與厚度,適配服務器緊湊空間;4. 供應鏈穩定:優先選用國產化率高的材料(如鋁合金,國產化率≥95%),核心材料(如高純度無氧銅,國產化率已達88%,2026年數據)逐步推進國產化替代,保障供應鏈安全;5. 環保適配:優先選用環保型材料與冷卻液,符合全球碳中和趨勢,降低環境影響。
四、制作微通道液冷板的核心工藝
微通道液冷板的制作工藝核心難點在于“微觀流道的精準加工”與“密封可靠性”,英偉達結合自身產品的高精度需求,整合了當前行業最先進的工藝技術,形成了“加工-密封-檢測”的全流程工藝體系,目前主流工藝分為三類,同時搭配多種輔助工藝,結合2026年工藝升級動態,具體如下:
(一)主流核心加工工藝(三類工藝并行,適配不同需求)
1. 精密蝕刻工藝(批量量產主流工藝)
借鑒半導體芯片制造工藝,通過化學溶液在金屬基板上“雕刻”出微通道,是目前英偉達中低端微通道液冷板的主流量產工藝,2026年量產占比約75%,核心流程如下:
基板預處理:對鋁合金或純銅基板進行打磨、清洗、除油,確保表面平整、無雜質,提升光刻膠的附著力;2026年新增等離子清洗步驟,清潔度提升35%,光刻膠附著力增強20%。
光刻曝光:在基板表面涂抹光刻膠,通過掩膜版(印有微通道圖案)進行紫外曝光,將微通道圖案轉移到光刻膠上;采用高精度光刻設備(曝光精度≤±2μm),提升圖案轉移精度。
顯影處理:用顯影液沖洗基板,去除未曝光的光刻膠,露出需要蝕刻的區域,保留微通道對應的光刻膠保護層;采用自動化顯影設備,控制顯影時間誤差≤±1s,提升顯影均勻性。
化學蝕刻:將基板放入蝕刻液(鋁合金用堿性蝕刻液,純銅用酸性蝕刻液)中,蝕刻液對裸露的金屬區域進行腐蝕,形成微通道;通過控制蝕刻時間、溫度,精準控制微通道的深度與寬度;2026年采用恒溫蝕刻槽(溫度誤差≤±0.5℃),流道尺寸誤差控制在±3μm以內,較傳統工藝提升40%精度。
脫膠清洗:蝕刻完成后,去除基板表面剩余的光刻膠,進行清洗、干燥,得到帶有微通道的基板;采用超聲波清洗+烘干一體化設備,清潔度達標率≥99.8%。
密封封口:采用釬焊或膠粘的方式,將另一塊金屬蓋板與帶有微通道的基板密封貼合,確保無泄漏;中低端型號采用耐高溫膠粘劑,高端量產型號采用真空釬焊。
優勢:加工精度高(流道尺寸誤差≤±3μm,2026年升級后),表面平整度好,適合大批量生產,成本較低(單塊加工成本約80-120元);劣勢:通道深度有限,深寬比不超過10:1,設計自由度受限,且蝕刻液需環保處理,對環保要求較高,目前蝕刻液回收率已達92%,符合環保標準。
2. 金屬3D打印工藝(高端定制工藝)
采用綠激光或紅光激光3D打印技術,將金屬粉末(純銅粉、鋁合金粉)逐層熔化、堆積,直接成型帶有微通道的液冷板,無需后續封口焊接,是英偉達高端微通道液冷板(適配Rubin架構GPU)的核心工藝,2026年占比約20%,核心流程如下:
模型設計:通過CAD軟件設計微通道液冷板的三維模型,精準定義流道尺寸、布局、接口位置,結合CFD優化流道結構;采用AI輔助設計,流道優化效率提升50%,散熱性能優化15%。
粉末預處理:選用純度≥99.9%的金屬粉末,粒徑控制在10-50μm,進行干燥、篩分處理,去除雜質與結塊,確保打印精度;2026年采用球形金屬粉末(球形度≥98%),打印致密度提升至99.5%以上。
3D打印:將金屬粉末放入3D打印機中,激光束按照三維模型的路徑,逐層熔化粉末,堆積成型;其中純銅基板采用綠色激光(銅對綠色激光吸收率高達45%,2026年實測數據,是紅外激光的9倍),解決純銅高反射率的加工難題;打印速度提升至50mm3/s,較2025年提升25%。
10.后處理:對打印成型的液冷板進行脫脂、燒結、打磨處理,去除表面毛刺、孔隙,提升表面平整度與致密度,確保密封性能與導熱性能;2026年新增等離子拋光步驟,表面粗糙度Ra可降至1.0μm以下。
11.性能檢測:對微通道尺寸、致密度、泄漏情況進行全面檢測,不合格產品進行返工或報廢;采用AI視覺檢測+激光測量,檢測效率提升60%,檢測準確率≥99.9%。
優勢:可實現復雜流道布局(如仿生TPMS結構),深寬比不受限制,一體化無焊縫成型,泄漏風險極低;散熱性能比CNC工藝提升50%以上,適配高端GPU的定制化需求;劣勢:設備投入大(單臺設備約500-800萬元,2026年市場價),加工效率仍低于蝕刻工藝,成本較高(單塊加工成本約500-1000元),適合小批量高端產品生產,目前打印過程中金屬粉末堵塞問題已得到緩解,堵塞率降至0.5%以下。
3. 微銑削工藝(中小批量輔助工藝)
使用超細刀具(直徑≤0.1mm)直接在金屬塊上銑削出微通道,是英偉達原型機、中小批量定制產品的輔助工藝,2026年占比約5%,核心流程如下:
基板固定:將金屬基板固定在高精度數控銑床上,進行精準定位,確保銑削精度;采用真空吸附固定,定位誤差≤±1μm。
刀具校準:選用超細硬質合金刀具,校準刀具的位置與轉速,避免刀具磨損導致的加工誤差;2026年采用金剛石涂層刀具,刀具壽命提升3倍,加工精度提升20%。
微銑削加工:按照預設的程序,刀具在基板上逐層銑削,形成微通道;通過控制銑削速度、進給量,精準控制流道尺寸;銑削速度提升至15000r/min,較2025年提升30%。
打磨清洗:加工完成后,對微通道內壁進行打磨,去除毛刺,清洗后進行密封處理;采用超聲波打磨,內壁平整度提升40%。
優勢:工藝成熟,可靠性高,可加工多種金屬材料,適合中小批量生產與原型機研發(研發周期縮短至7-10天);劣勢:微型銑刀易磨損,加工效率低,流道密度有限,難以實現數萬條微通道的高密度集成,成本高于蝕刻工藝(單塊加工成本約150-300元)。
(二)輔助工藝(保障產品性能與可靠性)
表面處理工藝:包括陽極氧化、微弧氧化、鍍鎳、納米涂層等,用于提升基板的耐腐蝕性、導熱性與表面平整度;例如,鋁合金基板的陽極氧化處理,可形成一層致密的氧化膜,耐腐蝕性大幅提升;2026年新增納米陶瓷涂層工藝,耐腐蝕性與導熱性同步提升,適配高端型號。
密封工藝:核心分為釬焊密封與膠粘密封,英偉達高端產品采用真空釬焊(焊接溫度500-600℃),確保焊接強度高、無氣孔、導熱性好;中低端產品采用耐高溫膠粘劑密封,成本較低,操作便捷;2026年真空釬焊合格率提升至99.2%,較去年提升1.5個百分點。

檢測工藝:全流程檢測,包括原材料檢測(材料純度、導熱系數)、加工過程檢測(流道尺寸、平整度)、成品檢測(泄漏、熱阻、流阻、清潔度);其中,泄漏檢測采用氣壓/液壓檢漏法,流道尺寸檢測采用顯微鏡與激光測量儀,確保產品符合英偉達的參數標準;2026年引入全流程AI檢測系統,檢測效率提升50%,不合格率降至0.8%以下。
(三)英偉達工藝選擇原則
1. 批量適配:中低端產品采用精密蝕刻工藝,實現大批量、低成本生產,滿足消費級與中端數據中心GPU需求;2. 高端定制:Rubin架構等高端GPU配套的液冷板,采用金屬3D打印工藝,實現復雜流道與高散熱性能,適配高端數據中心與AI算力集群;3. 原型驗證:研發階段的原型機,采用微銑削工藝,快速迭代設計方案,縮短研發周期;4. 可靠性優先:無論采用哪種工藝,均搭配嚴格的表面處理與檢測工藝,確保密封性能與散熱性能達標;5. 成本平衡:根據產品定位選擇工藝,在滿足性能需求的前提下,最大化控制成本,提升產品性價比。
五、英偉達微通道液冷板的優勢對比
英偉達微通道液冷板的優勢,主要體現在與傳統液冷板、其他廠商微通道液冷板的雙重對比中,核心聚焦于“適配性、散熱效率、可靠性”三大維度,同時結合自身GPU生態優勢,形成了差異化競爭力,結合2026年最新行業對比數據,具體對比如下:
(一)與傳統液冷板的對比(核心優勢:高效散熱+精準溫控)
| 對比維度 | 英偉達微通道液冷板 | 傳統液冷板 | 優勢總結 |
| 散熱效率(熱阻) | 熱阻≤0.15℃/W,高端型號低至0.015℃·cm/W | 熱阻>0.3℃/W | 散熱效率提升3-5倍,可應對100-150W/cm2的熱流密度,適配高端GPU |
| 流道尺寸 | 50-100μm,高密度集成(數萬條流道) | 1-5mm,流道數量少(數十條) | 散熱面積提升5-10倍,無散熱死角,適配GPU非均勻發熱 |
| 均溫性 | 表面最大溫差≤5-10℃,高端≤6℃ | 表面最大溫差≥15℃ | GPU各組件溫度均勻,避免性能降頻,延長芯片壽命≥30% |
| 體積與重量 | 厚度≤5mm,重量≤200g,高端≤4.5mm | 厚度≥10mm,重量≥500g | 輕量化、小型化,適配服務器緊湊空間,降低服務器整體重量40%以上 |
| 系統適配性 | 適配數據中心液冷系統,流阻低,功耗低 | 流阻高,水泵功耗大,兼容性差 | 降低數據中心散熱系統能耗15%,提升整體能效比 |
(二)與其他廠商(如英特爾、AMD)微通道液冷板的對比(核心優勢:生態適配+定制化)
GPU生態深度適配:英偉達微通道液冷板是基于自身GPU芯片(Rubin、Blackwell架構)的發熱特點、封裝尺寸定制開發的,流道布局、接口設計與GPU完美匹配,無需額外適配,可直接集成;而其他廠商的液冷板多為通用型,適配英偉達GPU時需進行二次修改,存在兼容性隱患,適配成功率僅85%左右,而英偉達自研及認證產品適配成功率100%。
定制化能力更強:依托自身GPU研發優勢,英偉達可根據不同GPU型號(如數據中心級、消費級)的散熱需求,靈活調整流道尺寸、材料與工藝;例如,針對Rubin架構GPU的2.2kW功耗,定制開發高密流道、純銅基板的液冷板,而其他廠商難以實現如此精準的定制化,定制響應周期較英偉達長30%以上。
可靠性更優:英偉達建立了嚴格的產品檢測標準,從原材料選型到成品出廠,經過多輪泄漏、熱循環、腐蝕測試,產品故障率≤0.1%,遠低于行業平均水平(0.5%)及英特爾、AMD配套產品(0.3%-0.4%);同時,采用一體化3D打印工藝與氟橡膠密封,杜絕泄漏風險,適配數據中心長期穩定運行需求。
協同散熱優勢:與英偉達GPU的溫控算法、混合散熱架構(微通道+兩相冷板)深度協同,可實現智能溫控,根據GPU負載自動調整冷卻液流量,兼顧散熱效率與能耗;而其他廠商的液冷板僅能實現被動散熱,無法與英偉達GPU的溫控系統協同,能耗較英偉達方案高20%以上。
(三)自身核心差異化優勢
極致的熱流密度適配:可穩定應對100-150W/cm2的工程熱流密度,短期可承受220W/cm2以上的瞬時峰值(2026年技術突破),完美匹配英偉達高端GPU的高熱流需求,為芯片性能釋放提供保障,較行業平均水平提升10%的熱流承受能力。
全工藝覆蓋:整合精密蝕刻、金屬3D打印、微銑削三大工藝,可滿足不同批量、不同檔次的產品需求,兼顧成本與性能,形成規模化生產與高端定制的雙重能力,2026年整體產能可達150萬件/年,較2025年提升25%。
供應鏈整合能力:與全球頂級材料供應商(如南山鋁業、江銅集團、美國ATI)、工藝設備供應商深度合作,保障原材料與工藝的穩定性,同時推進核心材料的國產化替代,高純度無氧銅國產化率已達88%,鋁合金國產化率≥95%,降低供應鏈風險與成本。
技術迭代速度快:每年投入微通道液冷技術研發的資金占比≥5%,2026年已實現流道精度、3D打印效率、密封壽命三大核心指標的升級,技術領先行業1-2年,持續適配GPU功耗提升需求。
六、微通道液冷板的核心難點
盡管微通道液冷板技術已逐步成熟,但結合英偉達高端GPU的嚴苛需求,目前行業仍面臨五大核心難點,制約著產品性能的進一步提升與成本的下降,結合2026年行業調研數據,具體如下:
(一)加工精度與良率難點(最核心難點)
微通道的尺寸精度直接決定散熱性能,而英偉達要求流道尺寸誤差≤±5μm(高端型號≤±3μm),深寬比控制在1-5:1,這對加工工藝提出了極高要求,同時導致良率難以提升:
流道加工精度控制難:無論是蝕刻還是3D打印,均易出現流道尺寸偏差、內壁不平整、毛刺等缺陷;例如,蝕刻工藝中,蝕刻液的濃度、溫度波動會導致流道深度不均勻;3D打印中,金屬粉末的粒徑差異、激光功率波動會導致流道堵塞或孔隙,目前3D打印流道孔隙率仍有0.5%-1%,難以完全消除。
高密度流道集成難:數萬條微通道的均勻分布的難度極大,易出現流道間距偏差、局部流道堵塞,導致冷卻液分布不均,形成散熱死角,影響GPU均溫性,目前高密度流道(≥5萬條)的集成合格率僅88%左右。
良率與成本矛盾:高精度加工需要嚴格控制每一個環節,導致加工成本上升,同時良率難以提升;目前,高端3D打印液冷板的良率僅為75%-85%(2026年數據,較去年提升5個百分點),蝕刻工藝的良率雖可達90%-95%,但仍低于傳統液冷板的95%以上,良率低下進一步推高了產品成本,每提升1%良率,成本可降低0.8%-1.2%。
(二)密封可靠性難點(核心風險點)
微通道液冷板的密封性能直接關系到服務器的安全,而英偉達要求產品無泄漏、長期服役壽命≥5年(高端型號≥8年),目前密封環節仍面臨兩大難點:
微通道封口密封難:流道尺寸微小,封口面積大,無論是釬焊還是膠粘,均易出現密封不嚴、氣孔、焊縫開裂等缺陷;尤其是3D打印產品,雖可實現一體化成型,但后處理不當仍會出現表面孔隙,導致泄漏,目前3D打印產品密封合格率為99.2%,仍有提升空間。
長期可靠性差:數據中心環境中,冷卻液的腐蝕、溫度循環、壓力波動,會導致密封材料老化、焊接處疲勞開裂,出現泄漏風險;例如,鋁合金基板的氧化膜脫落,會導致密封面腐蝕,破壞密封性能,據行業統計,運行3年以上的液冷板,密封老化率約3%,雖低于行業平均水平,但仍需優化。
(三)材料與加工的適配難點
不同材料的加工特性差異較大,而英偉達對材料的導熱性、輕量化、耐腐蝕性要求極高,導致材料與加工工藝的適配難度較大:
純銅加工難度大:純銅的導熱性優異,但對激光的反射率高,傳統3D打印難以實現高精度加工;同時,純銅的釬焊難度大,易出現焊接缺陷,影響密封與導熱性能,目前純銅3D打印的加工效率仍低于鋁合金,約為鋁合金的60%。
復合材料加工適配難:Al-SiC等復合材料的導熱性與輕量化優勢明顯,但加工難度大,蝕刻、銑削時易出現材料脫落、流道內壁不平整,目前尚未實現大規模量產,量產良率僅70%左右,加工成本較純銅高20%-30%。
材料腐蝕與冷卻液適配難:部分高端液冷系統采用特殊冷卻液,與純銅、鋁合金基板易發生電化學腐蝕,尤其是不同金屬搭配使用時,電勢差會加速腐蝕,導致流道堵塞或泄漏,目前需通過特殊涂層處理緩解,增加了加工成本。
(四)成本控制難點(規模化推廣瓶頸)
目前,微通道液冷板的成本仍是傳統液冷板的3-5倍,制約著其在中低端服務器中的規模化應用,核心成本難點包括,結合2026年成本數據:
原材料成本高:純銅、高端鋁合金復合材料的價格較高,純銅價格約65-75元/kg,Al-SiC復合材料價格約180-220元/kg,且核心材料(如高純度無氧銅、高流動性PPS)部分依賴進口,價格波動較大,增加了成本控制難度;原材料成本占總成本的45%-55%。
加工成本高:高精度加工工藝(如3D打印、精密蝕刻)的設備投入大、加工效率低,且后處理流程復雜,占產品總成本的40%以上;例如,單臺金屬3D打印設備的投入高達500-800萬元,加工單件產品的時間長達2-4小時,蝕刻工藝雖效率較高,但環保處理成本占加工成本的15%左右。
檢測成本高:全流程檢測需要專用設備(如激光測量儀、氣壓檢漏儀),檢測流程復雜,檢測成本占總成本的5%-10%;高端型號的檢測成本更高,占比可達12%,主要因檢測項目更多、標準更嚴苛。
(五)系統集成難點
微通道液冷板并非獨立工作,需與數據中心的液冷系統、GPU的溫控系統協同,目前仍面臨集成難點:一是流阻與系統適配難,不同批次的液冷板流阻存在微小差異(偏差約3%-5%),易導致系統流量分配不均,影響整體散熱效率;二是智能溫控協同難,液冷板的散熱效率與GPU負載的匹配度不足,難以實現精準的智能溫控,造成能耗浪費,目前協同適配率約88%,仍有提升空間;三是多GPU集群集成難,高密度服務器中多塊GPU配套液冷板的流量分配不均,易出現局部過熱問題。
七、如何突破現有技術難點
針對上述難點,結合英偉達的技術布局與2026年行業最新進展,可從加工工藝、材料技術、密封技術、成本控制、系統集成五大維度,采取針對性的突破措施,實現微通道液冷板性能與成本的雙重優化,具體如下:

(一)突破加工精度與良率難點:工藝升級+智能檢測
加工工藝升級:一是優化3D打印技術,采用綠色激光、紅光激光替代傳統紅外激光,提升純銅等材料的加工精度,同時改進金屬粉末的制備工藝,控制粉末粒徑均勻性(粒徑偏差≤5μm),減少流道堵塞與孔隙,將3D打印流道孔隙率降至0.3%以下;二是升級蝕刻工藝,采用高精度掩膜版、自動化蝕刻設備,精準控制蝕刻液的濃度、溫度與時間,提升流道尺寸的均勻性,將深寬比提升至15:1以上;三是引入混合加工工藝,如“蝕刻+銑削”結合,兼顧批量生產與精度控制,提升良率;四是優化微銑削刀具,采用金剛石涂層刀具,減少刀具磨損,提升加工精度與效率。
智能檢測與質量控制:引入AI視覺檢測、激光測量等智能檢測技術,對加工過程中的流道尺寸、內壁平整度、毛刺等缺陷進行實時檢測,及時調整加工參數,減少不合格產品;同時,建立全流程質量追溯體系,對原材料、加工、密封、后處理等環節進行全程追溯,提升產品一致性,目標將3D打印液冷板的良率提升至90%以上,蝕刻工藝良率提升至97%以上,微銑削工藝良率提升至95%以上。
(二)突破密封可靠性難點:技術創新+材料升級
密封工藝創新:推廣一體化3D打印技術,減少封口焊接環節,從源頭杜絕焊接泄漏風險;優化真空釬焊工藝,提升焊接溫度的均勻性(溫度偏差≤±5℃),減少焊縫氣孔與開裂;引入激光焊接技術,用于微通道封口,提升密封精度與強度,激光焊接密封合格率目標提升至99.8%以上;研發新型密封結構,采用雙重密封、迷宮密封等結構,提升密封可靠性。
密封材料升級:研發耐高溫、耐腐蝕、長壽命的新型密封材料,如改性氟橡膠、陶瓷密封材料,提升密封材料的老化抗性與腐蝕抗性,延長密封壽命至10年以上;同時,優化密封結構設計,采用雙重密封、迷宮密封等結構,提升密封可靠性,杜絕泄漏風險;針對不同冷卻液,定制專屬密封材料,解決材料與冷卻液的適配問題。
可靠性測試升級:增加極端環境下的可靠性測試,如高溫高壓循環測試(-50℃~100℃)、腐蝕老化測試(72小時鹽霧),提前發現密封缺陷,優化密封設計;建立密封壽命預測模型,通過AI算法預測密封老化情況,提前進行維護更換,降低數據中心運行風險。
(三)突破材料與加工適配難點:材料研發+工藝適配
新型材料研發:加大鋁合金復合材料(Al-SiC)、高導熱銅合金的研發投入,提升材料的導熱性與加工性,降低加工難度,目標將Al-SiC復合材料的加工效率提升至鋁合金的80%以上,量產良率提升至85%以上;研發新型防腐涂層材料,如納米陶瓷涂層,提升基板的耐腐蝕性,解決冷卻液與基板的腐蝕適配問題;推進核心材料國產化替代,如高純度無氧銅、高流動性PPS,目標2028年高純度無氧銅國產化率達到100%,降低材料成本與供應鏈風險;研發輕量化、高導熱新型合金材料,平衡散熱性能與輕量化需求。
加工工藝與材料適配優化:針對不同材料的加工特性,定制專屬加工工藝;例如,針對純銅的高反射率,優化綠色激光3D打印參數,提升加工精度與效率;針對Al-SiC復合材料,研發專用蝕刻液與銑削刀具,減少加工缺陷;建立材料與工藝的適配數據庫,快速匹配不同材料的最優加工方案,縮短工藝適配周期;引入AI輔助工藝參數優化,根據材料特性自動調整加工參數,提升加工適配性。

(四)突破成本控制難點:規模化生產+工藝優化
推進規模化生產:擴大精密蝕刻工藝的量產規模,目標2027年蝕刻工藝年產能達到120萬件,降低單位加工成本;優化3D打印設備的加工效率,縮短加工時間(單件加工時間縮短至1-2小時),提升設備利用率(≥90%),降低3D打印產品的加工成本;建立規模化生產線,實現原材料采購、加工、檢測、包裝的自動化,減少人工成本(人工成本占比降低至5%以下);整合供應鏈資源,實現規模化采購,降低原材料采購成本(批量采購可降低原材料成本10%-15%)。
優化加工流程與成本結構:簡化加工流程,減少后處理環節,例如,3D打印后處理環節從5步簡化至3步,縮短加工周期,降低后處理成本;研發低成本替代材料,如用高端鋁合金替代部分純銅,在不影響散熱性能的前提下,降低原材料成本;優化檢測流程,采用智能檢測設備替代人工檢測,提升檢測效率,降低檢測成本(檢測成本占比降低至5%以下);回收利用蝕刻液、金屬粉末等,提升資源利用率,降低環保處理成本與原材料浪費。
供應鏈優化:與原材料供應商簽訂長期合作協議,鎖定原材料價格,降低價格波動風險;推進核心材料國產化替代,減少進口依賴,降低原材料成本;整合供應鏈資源,實現原材料采購、加工、運輸的一體化,降低
-
芯片
+關注
關注
463文章
54010瀏覽量
466041 -
gpu
+關注
關注
28文章
5194瀏覽量
135449 -
英偉達
+關注
關注
23文章
4087瀏覽量
99180
發布評論請先 登錄
英偉達Rubin平臺引入微通道冷板技術,100%全液冷設計
進一步解讀英偉達 Blackwell 架構、NVlink及GB200 超級芯片
英偉達DPU的過“芯”之處
瑞芯微和英偉達的邊緣計算盒子方案,你會選哪一家的?
新華三實現對NVIDIA液冷GPU及安培系列GPU全系適配
英偉達A100的優勢分析
英偉達推出創新液冷技術
英偉達CEO確認:液冷Grace Blackwell服務器無過熱問題
激光焊接技術在焊接液冷板工藝中的應用
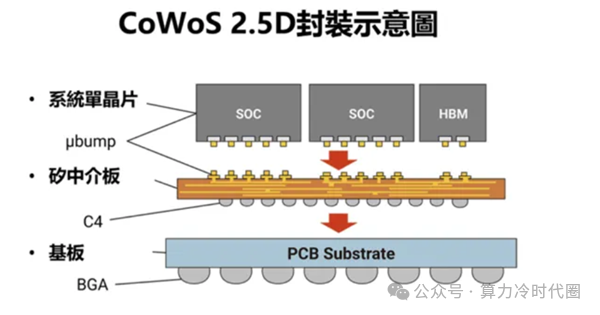
臺積電CoWoS平臺微通道芯片封裝液冷技術的演進路線
液冷技術新趨勢-AI服務器微通道水冷板(MLCP)質量保證

全液冷服務器系統架構設計案例分享




 工商網監
工商網監
評論