 MR30分布式IO:破解汽車焊接產線控制難題
MR30分布式IO:破解汽車焊接產線控制難題

項目背景
某合資汽車制造商的車身焊接車間承擔著年產能 30 萬臺的白車身焊接任務,產線包含 12 臺焊接機器人、8 套自動夾具及 4 條輸送線,涉及數字量信號 232 路、模擬量信號 48 路。2024 年初,該產線面臨三大核心痛點:
布線混亂與成本高企:傳統集中式 IO 需從中央控制室敷設電纜至各焊接工位,單條線纜長度超80 米,車間線纜總量達 1.2 萬米,線槽占用空間達 0.8 立方米,年維護成本超 15 萬元。
信號干擾導致質量波動:焊接電弧產生的強電磁干擾使模擬量信號傳輸誤差達 ±5%,導致焊槍壓力不穩定,車身焊接缺陷率高達 0.8%。
故障排查效率低下:單模塊故障需停機排查 4-6 小時,2023 年因 IO 系統問題導致的停機損失超 80 萬元。
為破解上述難題,該企業引入明達技術 MR30 分布式 IO 系統,構建分布式控制架構。
解決方案
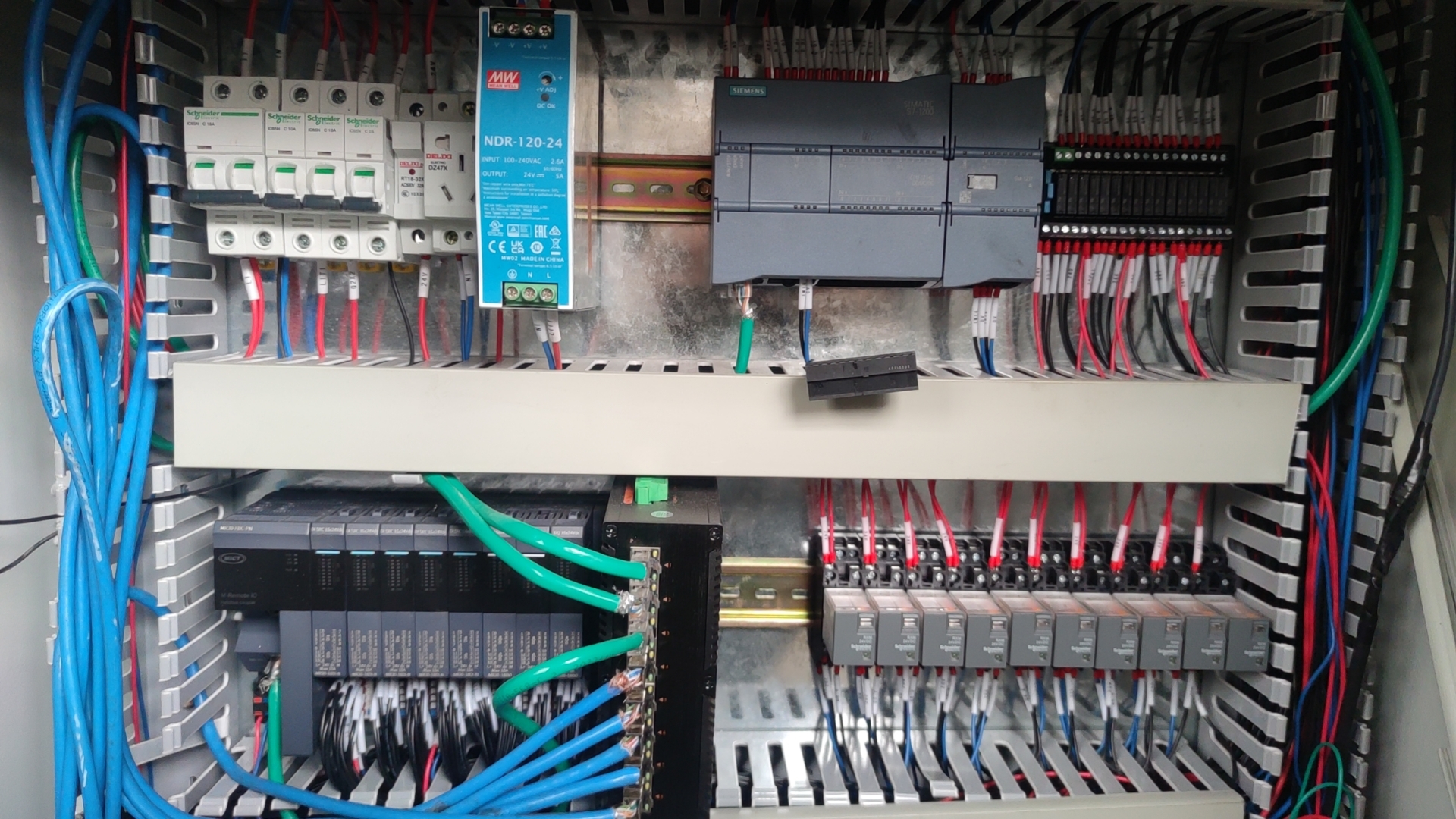
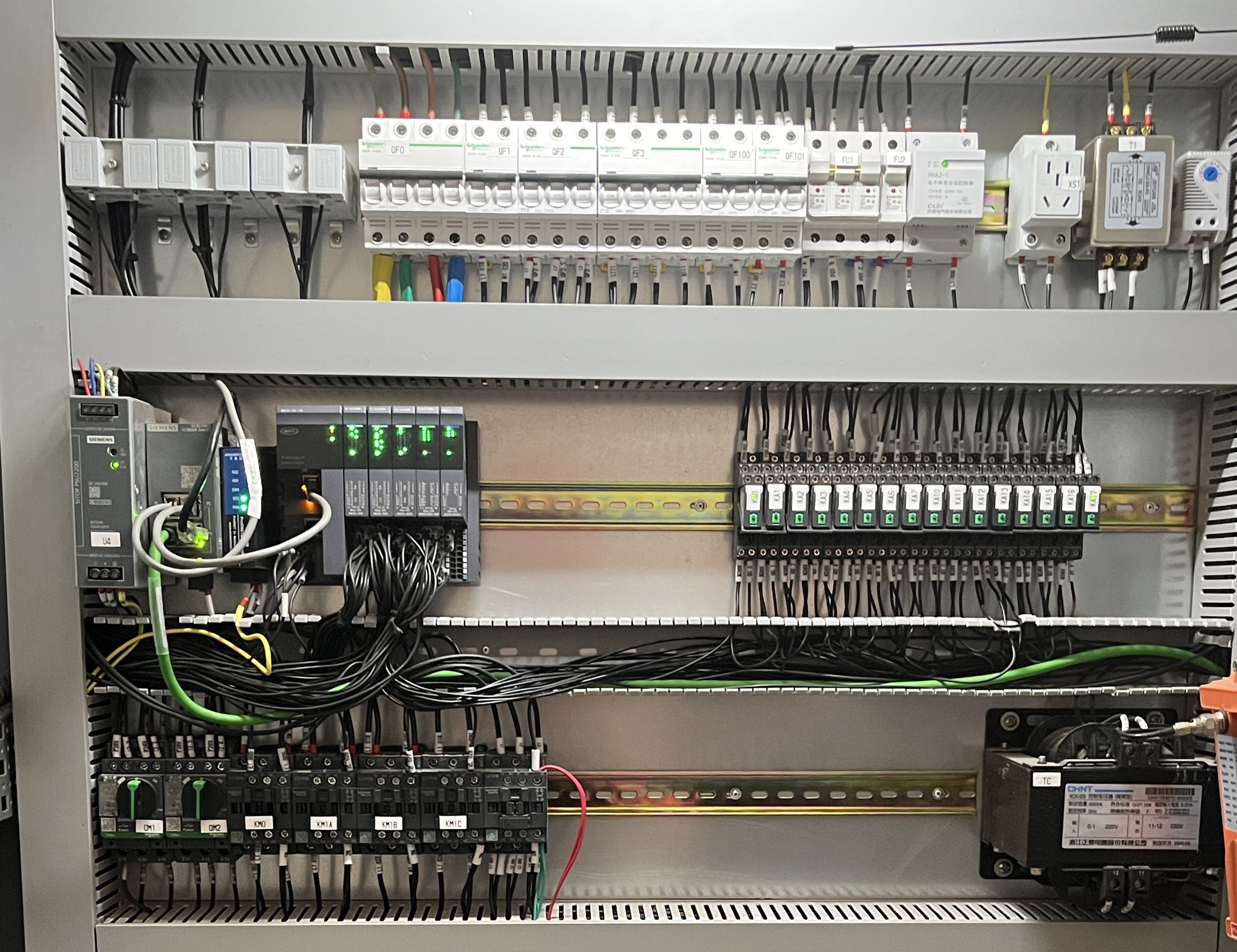
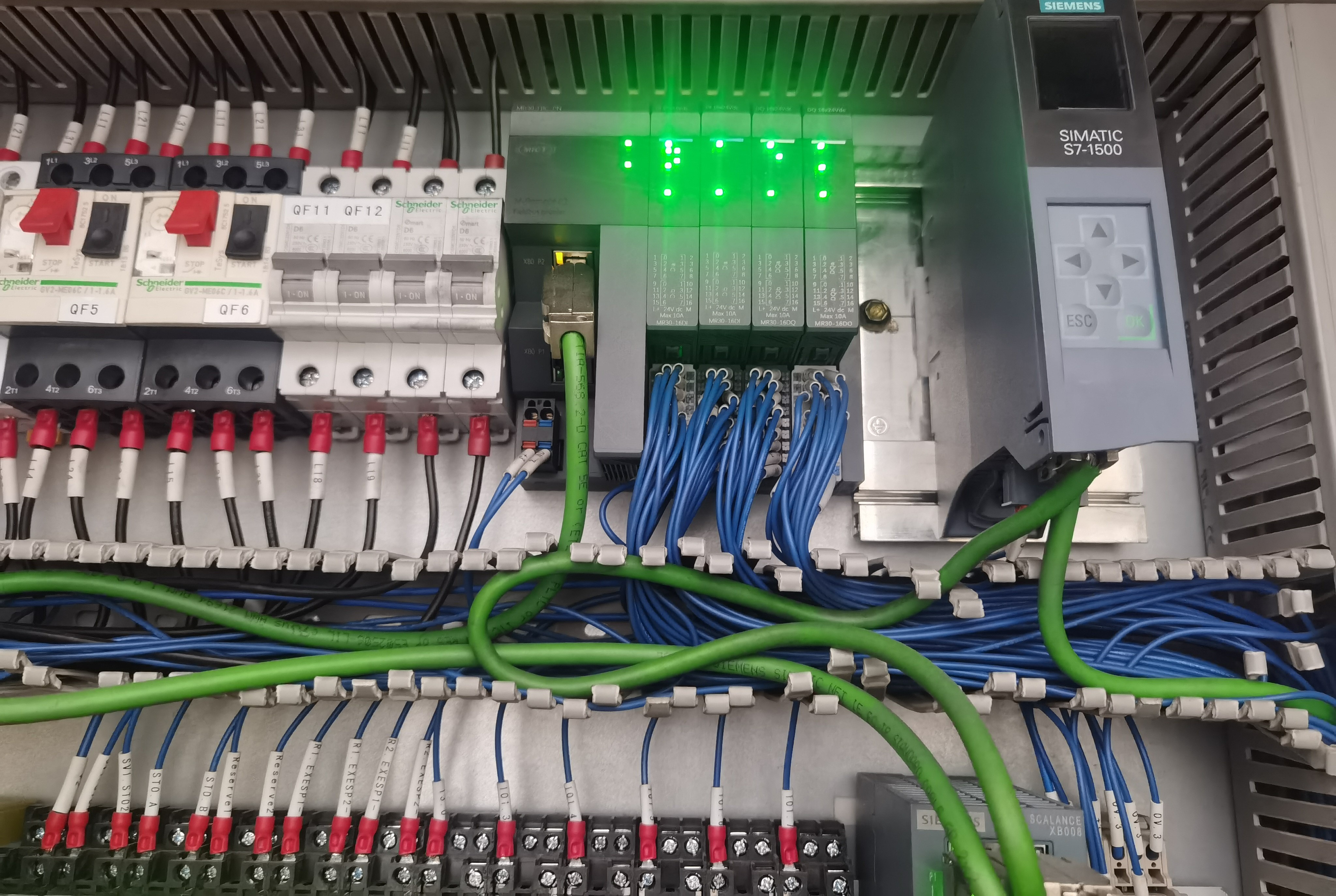
采用 “西門子 S7-1500 PLC 主站 + MR30 分布式 IO 從站” 的控制模式,基于 PROFINET 總線構建通信網絡:
在 4 個焊接區域各部署 1 套 MR30-FBC-PN 總線耦合器,每個耦合器連接 8-10 個 IO 模塊;配置 MR30-16DI 模塊采集焊槍到位信號、夾具夾緊狀態等數字量,MR30-08AI-I4W 模塊采集焊接電流、電弧電壓等模擬量;通過 LVDS 高速背板總線實現模塊間數據傳輸,總線帶寬達 15M,掃描周期控制在 1ms 內。

具體實現方式:
將 IO 模塊就近部署于焊接機器人控制柜旁,距離設備最遠不超過 5 米,通過單根 PROFINET 電纜連接至中央 PLC。例如在頂蓋焊接工位,MR30 模塊實時采集 6 路焊接電流(0-500A)、4 路焊槍位置信號,傳輸延遲控制在 0.3ms 以內。
模塊采用屏蔽外殼與光電隔離技術,在 - 20℃~60℃環境下穩定運行,模擬量信號傳輸誤差降至 ±0.1%。同時配置 MRP 冗余網絡,當主通信鏈路中斷時,0.2 秒內自動切換至備用鏈路。
所有 MR30 模塊支持帶電熱插拔,更換故障模塊無需停機。通過 PLC 診斷界面可實時顯示模塊狀態,精準定位故障點至通道級,排查時間縮短至 15 分鐘以內。
應用成效
節省布線成本:線纜用量減少 62%,線槽占用空間縮減 75%,一次性節省建設成本 42 萬元,年維護成本降至 3 萬元
生產效率:產線故障停機時間減少 92%,生產節拍從 3.2 分鐘 / 臺壓縮至 2.8 分鐘 / 臺,年產能提升 14%
質量與可靠性突破: 焊接缺陷率從 0.8% 降至 0.15%,系統連續運行 180 天無故障,MTBF(平均無故障時間)達 50000 小時以上,柔性擴展能力凸顯。
審核編輯 黃宇
-
分布式IO
+關注
關注
0文章
105瀏覽量
7833
發布評論請先 登錄
MR30系列分布式IO在動力機房設備的應用

MR30分布式IO在污水處理廠的應用

MR30分布式IO、MBox20邊緣計算網關在航空航天項目中的應用

MR30分布式I/O模塊服務換熱站項目,守護萬家溫暖

MR30分布式I/O助力物流分揀系統智能化升級
MR30分布式IO在自動上料機的應用

MR30系列分布式I/O在造型機產線的應用

MR30分布式IO:破局鋰電池制造產線,引領高效生產新變革

MR30分布式IO在全自動中藥煎藥機中的應用
MR30分布式I/O模塊在化工行業的應用
MR30分布式I/O模塊在涂裝產線中的應用
MR30分布式IO在噴繪機器人的應用

明達MR30分布式IO在紡織行業穿經機的應用
分布式IO模塊:燃煤機車間設備高效控制與超低排放的智能鑰匙




 工商網監
工商網監
評論