 MR30系列分布式I/O在造型機產線的應用
MR30系列分布式I/O在造型機產線的應用

某鑄造機械企業主要從事大型鑄機的研發和生產,產品包括造型設備、清理設備、砂處理設備、除塵設備以及拋丸機等配套,廣泛應用于汽車零部件、工程機械鑄件等領域。
為提升造型機生產過程的自動化水平與控制精度,該公司在最新一代造型機生產線中引入明達技術MR30系列分布式I/O,通過分布式信號采集與控制,實現了造型機從部件加工到成品調試全流程的高效協同與精準管控。
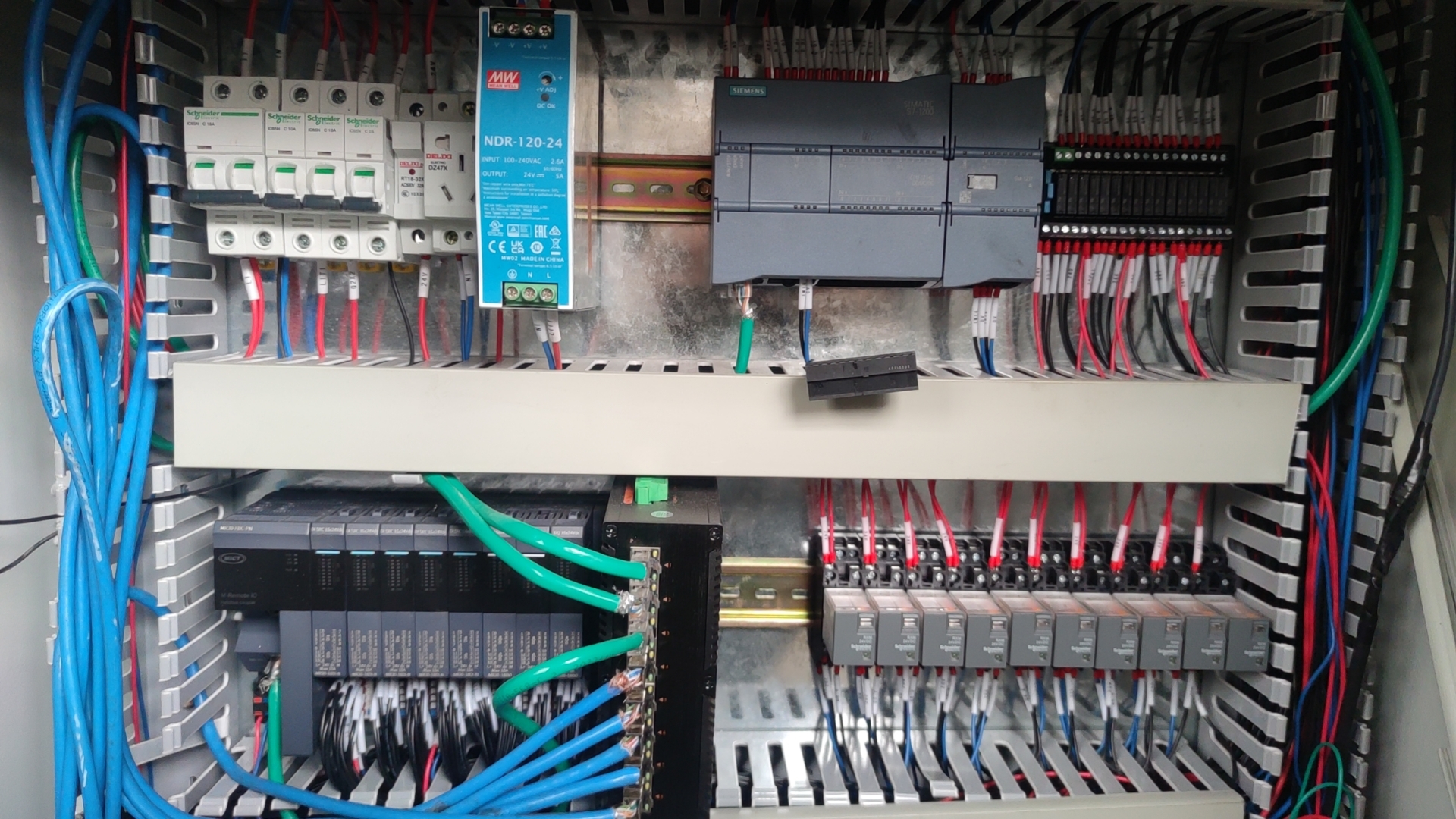
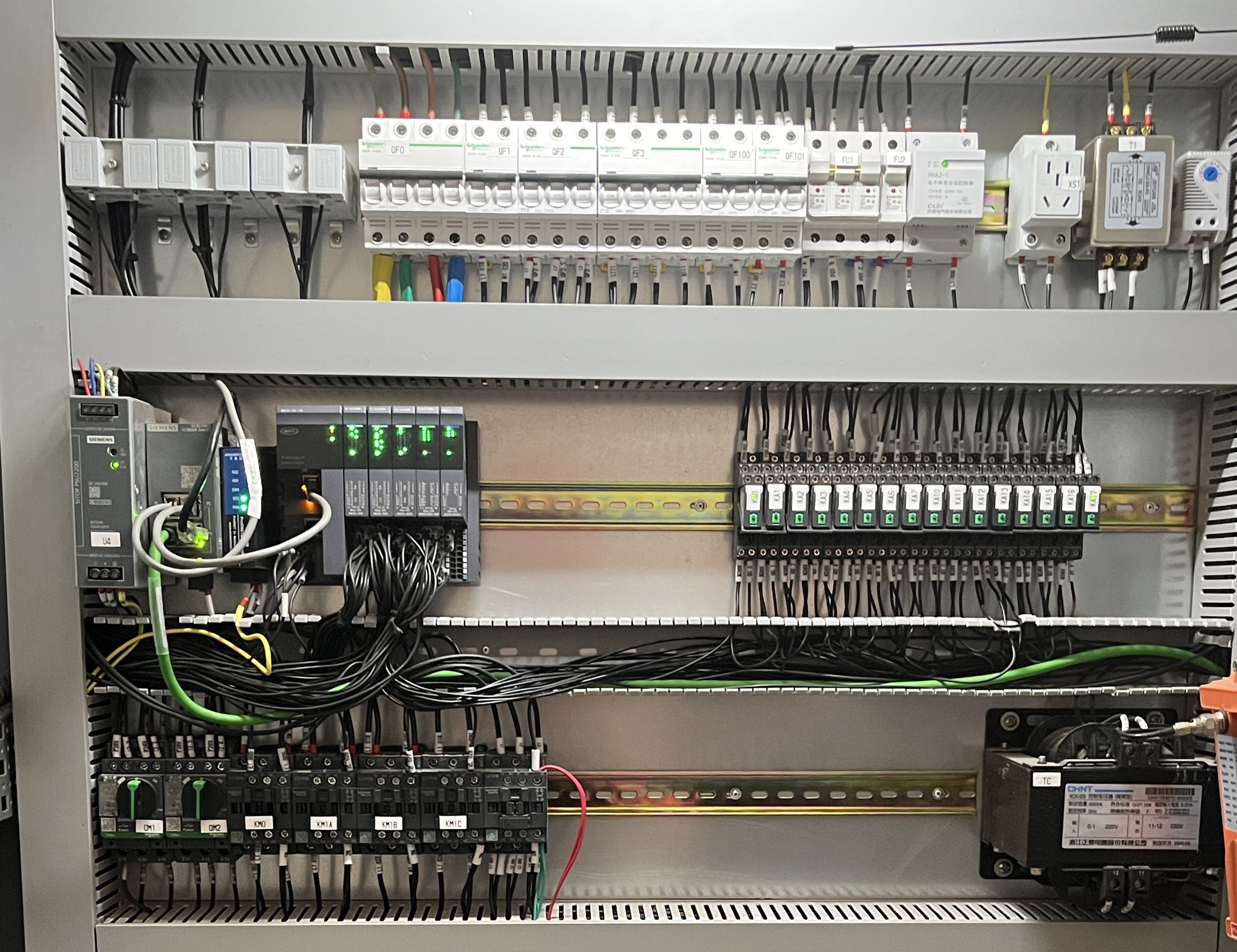
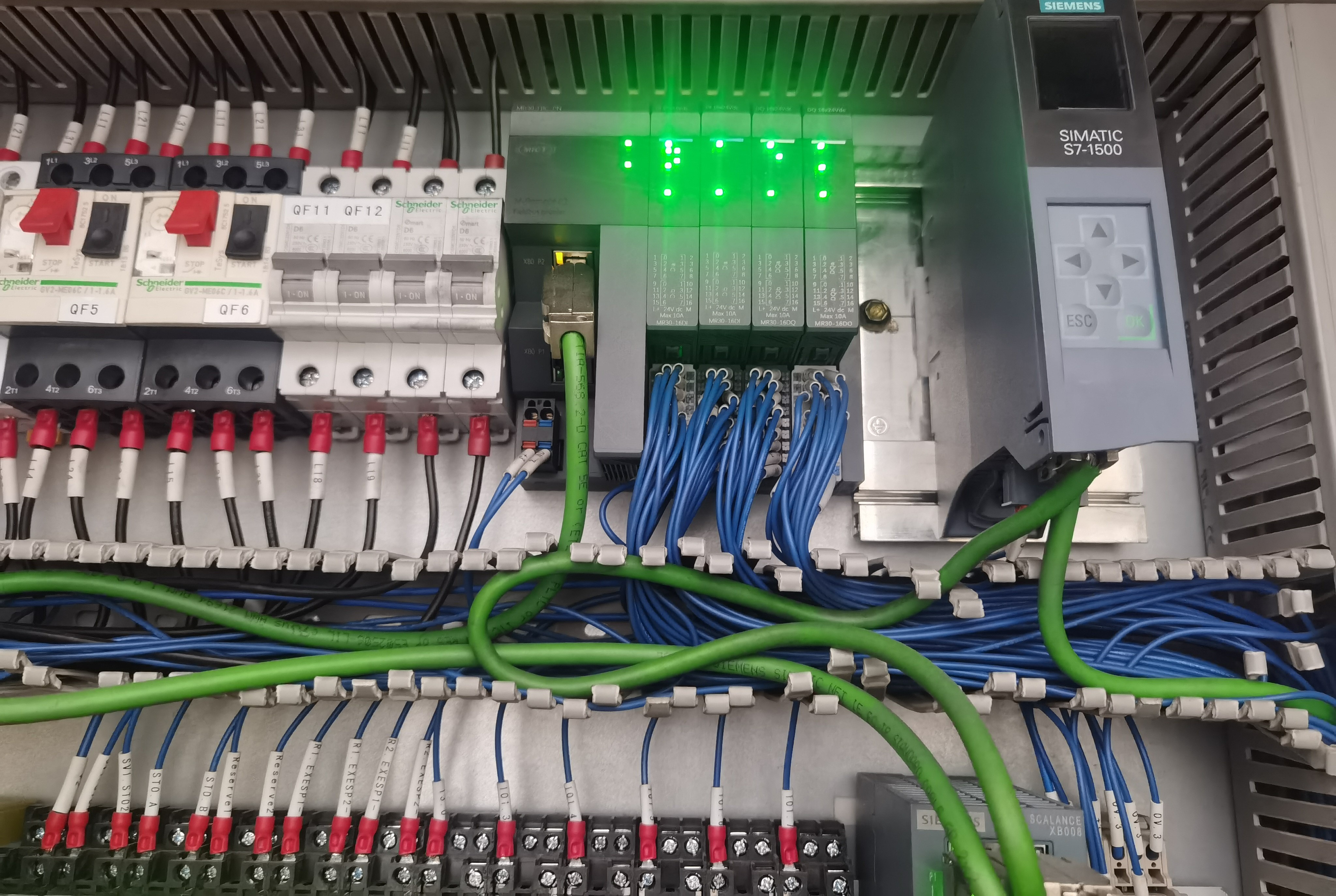
本期案例使用的MR30系列分布式I/O產品:MR30-FBC-PN(Profinet耦合器)、MR30-16DI(16路數字量輸入模塊)、MR30-16DO(16路數字量輸出模塊)、MR30-08AI-I4W(8路模擬量輸入模塊)、MR30-08AO-U(8路模擬量輸出模塊)。
項目介紹
該企業造型機生產屬于典型的 "離散型精密裝配" 場景,涉及機械結構焊接、精密部件加工、多系統集成裝配、動態調試等環節。

生產環節的現狀包括:工位分散,信號傳輸易受車間電磁干擾;各環節需采集的信號類型多樣(模擬量、數字量混合),如焊接溫度、加工進給量、氣缸壓力等;調試階段需頻繁調整控制邏輯。基于此,該企業選擇明達技術MR30分布式IO模塊,利用其 “分布式部署、抗干擾強、多信號兼容”的特點,構建覆蓋全生產流程的信號控制網絡。
該企業造型機產線的工藝流程分為:精密部件加工、機身焊接成型、整機裝配、成品調試等環節。
精密部件加工
采用數控加工中心對鋼材 、鑄鐵毛坯進行銑削、磨削、鉆孔等工序,通過程序預設加工路徑。
機身焊接成型
采用焊接機器人進行電弧焊或激光焊,按預設軌跡完成鋼板拼接,關鍵部位采用多層多道焊增強強度。
整機裝配
按 “機械基準→動力系統→控制系統” 順序裝配,先固定導軌與底座,再安裝氣缸、液壓缸,最后鋪設電纜并連接傳感器。
成品調試
空載調試,即不通入型砂,測試各機構空載運行狀態;負載測試,使用標準型砂進行成型試驗。
明達I/O模塊應用方式
設備采用Profinet總線協議,以西門子S7-1500系列PLC作為主站,通過明達技術MR30-FBC-PN耦合器連接各I/O模塊,構建高可靠通訊網絡。

信號采集
開關量采集由MR30-16DI完成,通過采集加工中心急停信號、主軸運行狀態,實時反饋設備是否正常運行;采集焊接機器人到位信號、焊槍清潔完成信號,判斷焊接前準備狀態;檢測導軌滑塊安裝到位信號、傳動齒輪嚙合間隙合格信號;檢測砂箱夾緊到位、起模機構復位、PLC 與觸摸屏通信狀態等信號。
模擬量采集由MR30-08AI-I4W完成,采集導軌加工進給量、主軸轉速、切削液溫度等,并傳輸至 PLC,確保加工參數符合要求;實時采集焊接電弧電壓、焊接電流、焊槍與工件距離,確保焊接強度;檢測砂型緊實度、起模速度、液壓系統油溫等。
設備控制
開關量控制由MR30-16DO執行,當切削液溫度超過閾值時,PLC通過MR30-16DO觸發冷卻系統啟動信號,控制冷卻泵加大流量,避免部件因過熱變形;觸發焊接完成指示燈亮;輸出停止信號,避免某一工位未完成裝配,不合格品流入下一環節;控制氣缸伸縮,實現砂箱定位工裝的自動夾緊、松開;控制造型機在 "空載運行" 與 "負載測試" 模式間切換;當砂型緊實度偏差或油溫超過閾值時,立即觸發急停信號,并通過指示燈報警。
模擬量控制由MR30-08AO-U完成,如動態調節焊接機器人的行走速度。
應用成效
客戶采用MR30系列分布式I/O產品后,在布線成本、信號響應速度、柔性生產能力等方面得到顯著提升。
分布式部署減少車間跨區域電纜長度,布線成本降低40%;通過 Profinet 總線實時傳輸,模擬量信號傳輸速度快、精度高;MR30分布式I/O支持熱插拔,減少停機時間,新款造型機調試周期從 7 天縮短至 3 天,滿足客戶定制化需求。
審核編輯 黃宇
-
分布式
+關注
關注
1文章
1102瀏覽量
76683 -
Profinet
+關注
關注
9文章
2317瀏覽量
28293
發布評論請先 登錄
MR30系列分布式IO在動力機房設備的應用

MR30分布式IO在污水處理廠的應用
MR30分布式IO賦能注塑機智能化升級

MR30分布式I/O,推動工業爐自控系統實現智能變革

MR30分布式I/O模塊服務換熱站項目,守護萬家溫暖

MR30分布式IO在自動上料機的應用

MR30分布式IO:破局鋰電池制造產線,引領高效生產新變革

MR30分布式IO在全自動中藥煎藥機中的應用
MR30分布式I/O模塊在涂裝產線中的應用
MR30分布式IO在噴繪機器人的應用

明達MR30分布式IO在紡織行業穿經機的應用
明達技術 MR30 分布式 I/O 在半導體芯片檢測設備中的應用




 工商網監
工商網監
評論