") 極片涂布的藝術(shù):鋰離子電池制造中的關(guān)鍵參數(shù)與技術(shù)
極片涂布的藝術(shù):鋰離子電池制造中的關(guān)鍵參數(shù)與技術(shù)

本文系統(tǒng)梳理了鋰離子電池極片涂布工序中的關(guān)鍵工藝參數(shù)及計(jì)量手段,討論如何通過(guò)在線與離線測(cè)量支撐數(shù)字化制造與預(yù)測(cè)設(shè)計(jì)。目前涂布階段物理過(guò)程與制程結(jié)果之間的量化聯(lián)系仍不充分,因此有必要從計(jì)量角度重新審視這一工序。
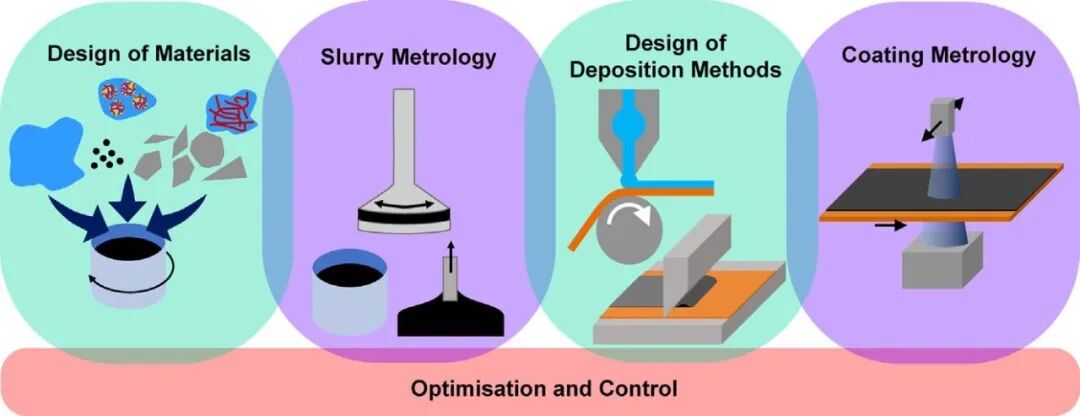
漿料涂布備鋰離子電極
Millennial Lithium
將活性材料、導(dǎo)電劑和PVDF或SBR/CMC等粘結(jié)劑分散于溶劑中制成電極漿料;將漿料涂覆于鋁箔或銅箔集流體;經(jīng)干燥脫溶劑,再輥壓調(diào)節(jié)孔隙率。涂布與干燥約占電極制造成本的22%,既耗時(shí)又直接決定極片微觀結(jié)構(gòu)和性能。
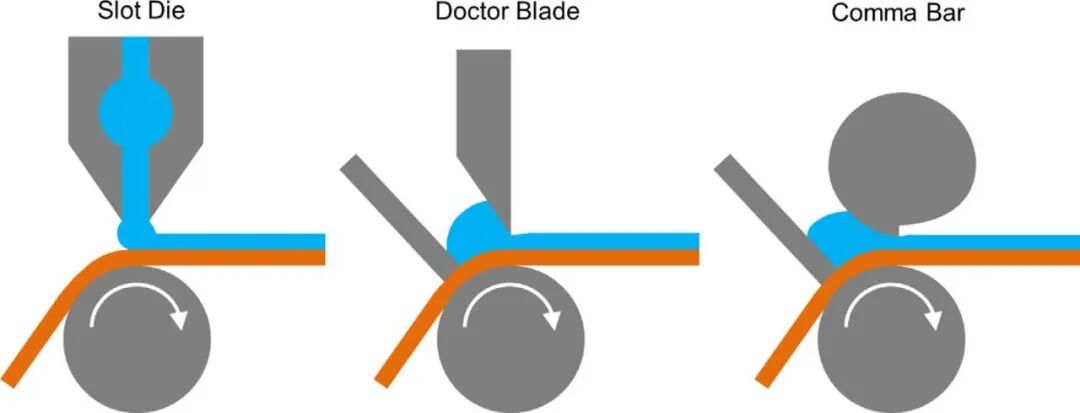
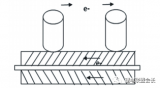
卷對(duì)卷涂布線中狹縫模頭、刮刀和逗號(hào)棒涂布幾何結(jié)構(gòu)示意圖
工業(yè)上已具備多種監(jiān)測(cè)涂布過(guò)程的計(jì)量方案,但常被當(dāng)作孤立的質(zhì)量控制工具,并未與工藝建模或數(shù)字孿生充分聯(lián)用。全文圍繞涂層厚度與涂布量、漿料流變、界面與潤(rùn)濕特性、團(tuán)聚體粒徑以及涂層缺陷五個(gè)方面,總結(jié)主要測(cè)量方法及其優(yōu)勢(shì)與局限。
厚度與涂布量
Millennial Lithium
在厚度與涂布量方面,干、濕膜厚度直接關(guān)系到活性物質(zhì)面密度和輥壓后孔隙率。實(shí)驗(yàn)室多采用千分表或螺旋測(cè)微器離線點(diǎn)測(cè),而工業(yè)生產(chǎn)更依賴(lài)激光位移或激光卡尺等在線手段。對(duì)不透明極片通常需先在裸箔上標(biāo)定基準(zhǔn),再由在線厚度與面密度測(cè)量反推出局部密度分布,用于識(shí)別涂層中成分或孔隙的不均勻。
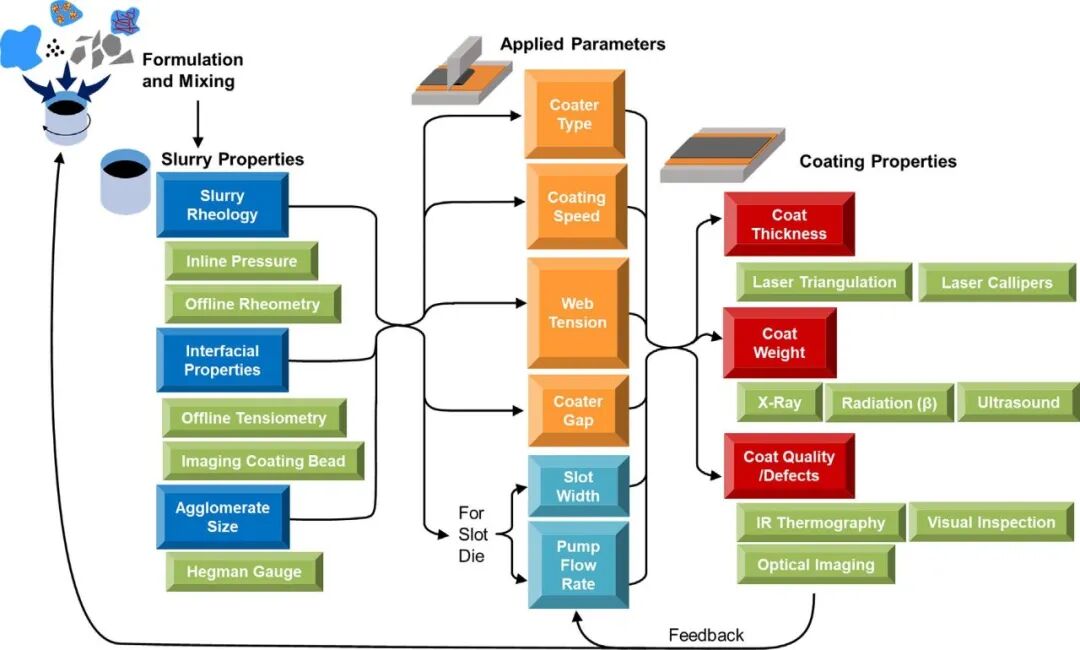
涂布過(guò)程涉及的工藝與材料參數(shù),以及在各節(jié)點(diǎn)可集成的計(jì)量手段(綠色所示)
漿料流變
Millennial Lithium
對(duì)漿料流變,高固含電極漿料通常呈剪切變稀并具黏彈性,涂布區(qū)剪切速率可達(dá)103–10?s?1,高于常規(guī)旋轉(zhuǎn)流變儀量程,因此常需借助毛細(xì)管或多程流變儀測(cè)定高剪切粘度。狹縫涂布的表觀剪切速率估算公式,并指出涂布?jí)毫εc最終涂層厚度之間存在近似線性關(guān)系,因此在模頭或供料管路中布置壓力傳感器,有望實(shí)現(xiàn)在線“流變表征”,用于實(shí)時(shí)調(diào)整流量和間隙。漿料老化與沉降會(huì)隨時(shí)間改變粘度和結(jié)構(gòu),長(zhǎng)期在線壓力數(shù)據(jù)也可用于評(píng)估穩(wěn)定性。
界面與表面性質(zhì)
Millennial Lithium
界面與表面性質(zhì)會(huì)顯著影響涂布穩(wěn)定性。根據(jù)Young方程,漿料表面張力、電極箔表面自由能及界面張力共同決定接觸角:接觸角過(guò)大易產(chǎn)生露箔孔洞,過(guò)小則導(dǎo)致涂層邊界擴(kuò)散。水系電極比NMP體系更易開(kāi)裂的一個(gè)原因,是水的表面張力更高。生產(chǎn)中可通過(guò)張力計(jì)與接觸角儀離線測(cè)量這些參數(shù),也可在狹縫模頭處在線成像涂布液珠,根據(jù)液面形狀反推表面與界面張力,并據(jù)此判斷是否處于穩(wěn)定涂布窗口。
團(tuán)聚體粒徑與形貌
Millennial Lithium
在團(tuán)聚體粒徑與形貌方面,當(dāng)漿料中的團(tuán)聚體尺寸接近涂布間隙時(shí),容易引起摩擦、壓力突變以及條紋或露箔等缺陷。當(dāng)前最常用的工具仍是Hegman刮板,只能粗略判斷最大顆粒尺寸且易受主觀影響。由于電極漿料高度不透明,傳統(tǒng)激光粒度儀難以用于在線檢測(cè),超聲粒度表征是潛在方向,但仍需針對(duì)復(fù)雜多組分漿料進(jìn)行優(yōu)化和集成。
對(duì)于涂層結(jié)構(gòu)與缺陷檢測(cè),比較了可見(jiàn)光相機(jī)、紅外熱成像以及厚度/涂布量分布測(cè)量等方法。在線光學(xué)成像可識(shí)別條紋、氣泡和滴落等宏觀缺陷,配合圖像識(shí)別算法有望實(shí)現(xiàn)自動(dòng)報(bào)警并反饋調(diào)整速度或間隙;紅外熱像利用干燥后局部散熱差異揭示針孔、鼓包和局部厚度變化,但定量反演真實(shí)厚度仍具挑戰(zhàn)。拉曼和顯微表征則用于離線分析成分分布與孔結(jié)構(gòu)。
在建模部分,通過(guò)無(wú)量綱分析展示了如何將計(jì)量數(shù)據(jù)整合到“涂布窗口”中。以毛細(xì)數(shù)Ca和無(wú)量綱間隙G為例,可將實(shí)驗(yàn)中觀察到的氣泡夾帶、條紋與流動(dòng)失穩(wěn)區(qū)域映射到Ca–G平面,從而得到適用于不同設(shè)備的工藝窗口。
涂布計(jì)量總體上已具備較完備的方案:厚度、涂布量、流變和界面性質(zhì)都可以通過(guò)現(xiàn)有儀器獲得較高精度數(shù)據(jù),主要短板在于高固含漿料中顆粒尺寸與形貌的在線測(cè)量。
未來(lái)需要降低傳感器尺寸與成本,使其可在中試線和實(shí)驗(yàn)室涂布機(jī)上部署,并實(shí)現(xiàn)多種計(jì)量手段的互聯(lián),將厚度、涂布量、壓力、溫度以及光學(xué)和紅外圖像等數(shù)據(jù)統(tǒng)一采集,驅(qū)動(dòng)物理模型或機(jī)器學(xué)習(xí)模型,構(gòu)建涂布與干燥過(guò)程的數(shù)字孿生,實(shí)現(xiàn)實(shí)時(shí)工藝調(diào)節(jié)、缺陷預(yù)測(cè)以及面向微結(jié)構(gòu)的電極設(shè)計(jì)。
在這樣系統(tǒng)的計(jì)量框架下,涂布工序才能真正支撐高質(zhì)量、低成本的鋰離子電池制造。
-
鋰離子電池
+關(guān)注
關(guān)注
85文章
3548瀏覽量
80962 -
電極
+關(guān)注
關(guān)注
5文章
899瀏覽量
28438 -
測(cè)量
+關(guān)注
關(guān)注
10文章
5670瀏覽量
116852 -
電池制造
+關(guān)注
關(guān)注
1文章
82瀏覽量
9070
發(fā)布評(píng)論請(qǐng)先 登錄
鋰離子電池極片涂布工藝全景掃描
鋰離子電池黏結(jié)劑
鋰離子電池的類(lèi)型
鋰離子電池的設(shè)計(jì)
鋰離子電池的性能
鋰離子電池的基本組成及關(guān)鍵材料
鋰離子電池的制造概述
鋰離子電池簡(jiǎn)介
EDI的精密模頭系統(tǒng)成為高效鋰離子電池的關(guān)鍵“制造技術(shù)”
鋰離子電池極片涂布的特點(diǎn)及其三類(lèi)因素的影響介紹
鋰離子電池極片涂布的特性及其工藝的介紹
鋰離子電池極片電阻測(cè)試是新穎且有應(yīng)用前景的評(píng)估方法
鋰離子電池極片涂布干燥技術(shù)解析:工藝、控制與優(yōu)化

鋰離子電池涂布工藝:技術(shù)要求與方法選擇
鋰離子電池極片的壓延和分切技術(shù)解析




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論