 鋰離子電池極片的壓延和分切技術解析
鋰離子電池極片的壓延和分切技術解析

在鋰離子電池的生產流程中,極片的制備是核心環節,而壓延與分切作為極片成型的關鍵工序,直接決定了電池的性能、安全性和生產效率。下文美能鋰電將結合行業技術積累與前沿研究,詳細解析這兩項技術的工藝要點、設備類型。
鋰離子電池壓延技術
Millennial Lithium
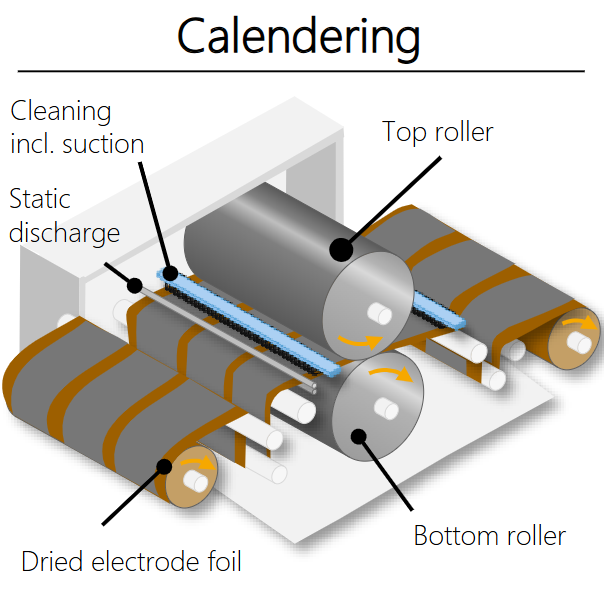
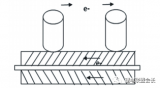
鋰離子電池極片的壓延示意圖
1. 壓延工藝原理
壓延是通過一對相向旋轉的輥筒對涂覆后的極片進行擠壓,實現活性物質層的致密化,形成具有特定厚度、孔隙率和附著力的電極箔。其核心目標是:
提升離子傳導效率:通過控制孔隙率優化電解液浸潤性;
增強機械強度:確保極片在后續加工中不易破損;
均勻導電網絡:使活性物質與導電劑、黏結劑緊密結合。
2. 壓延工藝流程
預處理:涂覆后的極片(銅箔/ 鋁箔基底)經靜電消除和毛刷 / 氣流清潔,去除表面雜質;
輥壓致密化:上下輥筒以精確線壓力(最高達2500 N/mm)擠壓極片,通過輥筒轉速差(可選)進一步調整涂層結構;
收卷與檢測:輥壓后的極片經清潔后收卷為母卷,同步檢測厚度均勻性和表面質量。
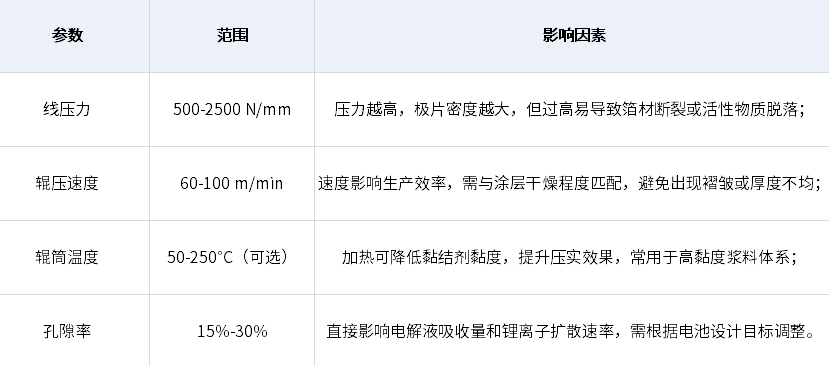
3. 壓延工藝參數
4. 壓延設備類型
傳統輥壓機:采用固定間隙輥筒,適用于常規極片生產,投資成本約6-12 百萬歐元(10 GWh 產能規模);
伺服壓延機:配備在線厚度檢測和伺服控制系統,可實時調整輥距,精度達±1μm,適合高鎳正極等精密需求。
鋰離子電池分切技術
Millennial Lithium
鋰離子電池極片的壓延示意圖
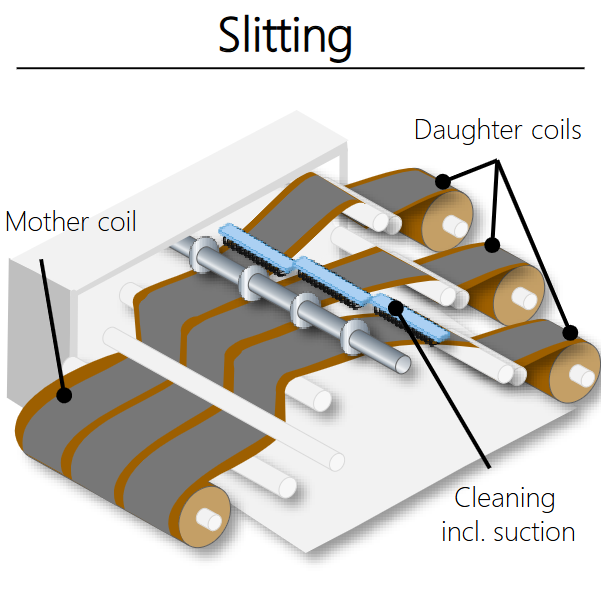
1. 分切工藝原理
分切是將寬幅極片母卷切割為若干窄幅子卷,其精度直接影響后續疊片/ 卷繞的對齊度和電池短路風險。其核心目標是:
尺寸精度控制:切割寬度公差±150-±250μm,滿足不同電芯設計(如 pouch、圓柱、棱柱形)的極耳間距要求;
邊緣質量優化:減少毛刺(<50μm)和粉塵,避免刺穿隔膜引發內短路;
高效分切路徑規劃:根據產能需求選擇單刀或多刀分切,提升材料利用率。
2. 分切方案
機械分切
圓刀:適用于高速連續分切(切割速度80-150 m/min),磨損后可重磨,成本較低;
直刀:用于高精度定長切割,如極耳成型前的預分切;
工藝要點
刀具間隙需精確匹配極片厚度(通常為材料厚度的10%-15%),并配備吸塵系統收集碎屑。
激光分切
技術優勢
無接觸切割:避免機械應力導致的極片變形,適合超薄箔材(<10μm)和硅基負極等敏感材料;
邊緣光滑:熱影響區小(<100μm),減少毛刺和活性物質脫落;
局限性:設備投資高(較機械分切高30%-50%),且需處理激光汽化產生的煙霧(需配套廢氣處理系統)。
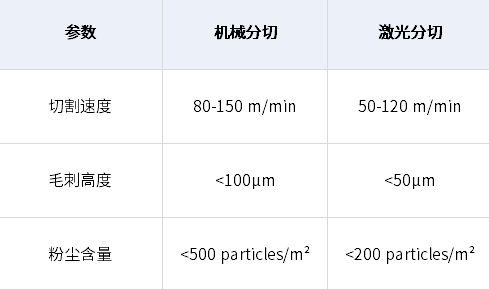
3. 分切工藝參數
壓延與分切工藝的協同優化
Millennial Lithium
母卷張力控制:壓延收卷時需保持恒定張力(50-100 N),避免分切時出現卷材褶皺;
清潔度管理:壓延后的極片表面若殘留碎屑,可能導致分切刀具異常磨損,需在分切前增加超聲波清潔工序;
工藝參數聯動:高壓實密度的極片(如> 3.0 g/cm3)在分切時易產生應力開裂,需降低切割速度并增大刀具間隙。
壓延與分切的技術工藝直接決定了電芯的能量密度、循環壽命和安全性。隨著高鎳化、硅基化、固態化等技術趨勢的推進,行業對這兩項工藝的要求將不斷提升—— 從單純的尺寸控制轉向與材料特性、設備智能化的深度協同。未來,美能鋰電將持續探索前沿領域的工藝創新,以技術突破驅動鋰電產業向更高能量密度、更長循環壽命、更低碳排放的方向演進。
-
鋰離子電池
+關注
關注
85文章
3548瀏覽量
80968 -
電池制造
+關注
關注
1文章
82瀏覽量
9070 -
極片
+關注
關注
3文章
31瀏覽量
11795
發布評論請先 登錄
鋰離子電池的類型
鋰離子電池的設計
聚合物鋰離子電池的構成
鋰離子電池的性能
鋰離子電池的基本組成及關鍵材料
【轉】鋰離子電池的維護和保存技巧分享
鋰空氣電池未來或擊敗鋰離子電池
鋰離子電池主要有哪些類型
鋰離子電池充電的問題
鋰離子電池極片電阻測試是新穎且有應用前景的評估方法
鋰離子電池極片分切工藝介紹

鋰離子電池的原理與材料全解析




 工商網監
工商網監
評論