 自動化產線車間西門子S7-1200 PLC通過CCLINK轉Profinet模塊與CCLINK協議伺服電機的多軸同步控制解決方案
自動化產線車間西門子S7-1200 PLC通過CCLINK轉Profinet模塊與CCLINK協議伺服電機的多軸同步控制解決方案

一、 項目痛點:協議壁壘下的控制瓶頸與同步失準
某消費電子零部件精加工自動化產線需要進行升級改造。其核心大腦采用支持Profinet協議的西門子S7-1200 PLC,負責整個生產邏輯與流程控制。然而,產線上的核心執行機構——一套多軸聯動模組,其高性能伺服驅動器與電機均采用三菱的CCLINKTSN協議,以實現驅動器之間的高速、高精度同步。

項目面臨的核心痛點如下:
1. 協議異構,無法直連:S7-1200的Profinet端口無法直接與CCLINKTSN網絡通訊,導致PLC無法直接向伺服驅動器發送控制指令。
2. 同步精度無法保障:若采用普通的IO點控制或簡單的脈沖指令,根本無法實現多個伺服軸之間的嚴格同步,會導致加工位置偏差、產品刮擦等問題。
3. 系統響應延遲:通過上位機中轉或非實時性網絡進行數據交換,會引入無法接受的通信延遲,無法滿足高速生產線對實時響應的要求。
4. 數據交互復雜:除了控制指令,大量的伺服狀態信息(如位置、扭矩、報警代碼)也無法實時、結構化地回傳至PLC,不利于設備狀態的監控與預測性維護
原有(或傳統失敗)方案拓撲嘗試:
二、 解決方案:遠創智控YC-PN-CCLINK協議轉換網關
為解決上述痛點,我們引入了遠創智控YC-PN-CCLINK協議轉換網關。這款產品不僅是一個簡單的數據采集器,更是一款專為高性能運動控制場景設計的智能網關和邊緣計算網關。
網關功能簡介:
高性能協議轉換:實現Profinet與CCLINKTSN之間周期數據的無損、高速轉換。它在Profinet側作為IO設備,在CCLINKTSN側作為智能設備站。
納秒級同步支持:得益于CCLINKTSN網絡的時間敏感網絡特性,網關能夠確保多個伺服驅動器之間的時鐘精確同步,從而實現軸與軸之間的納秒級協同動作。
數據雙向映射:網關內部建立了數據映射區,可將西門子PLC的輸出區(控制字、目標位置等)直接映射到伺服驅動器的命令寄存器;同時將伺服的狀態字、實際位置等映射回PLC的輸入區。
邊緣診斷能力:作為物聯網網關,它具備在線診斷功能,可實時監控通訊狀態,記錄異常日志,為快速排查故障提供了有力工具。

三、 實施過程與清晰的系統拓撲
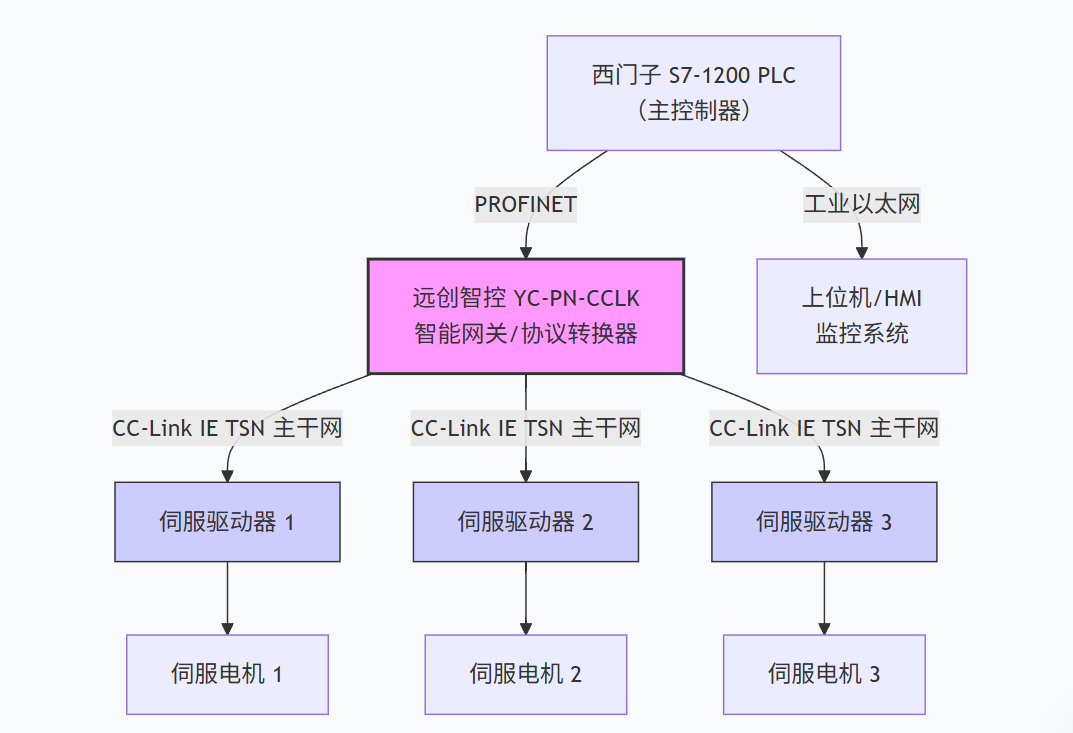
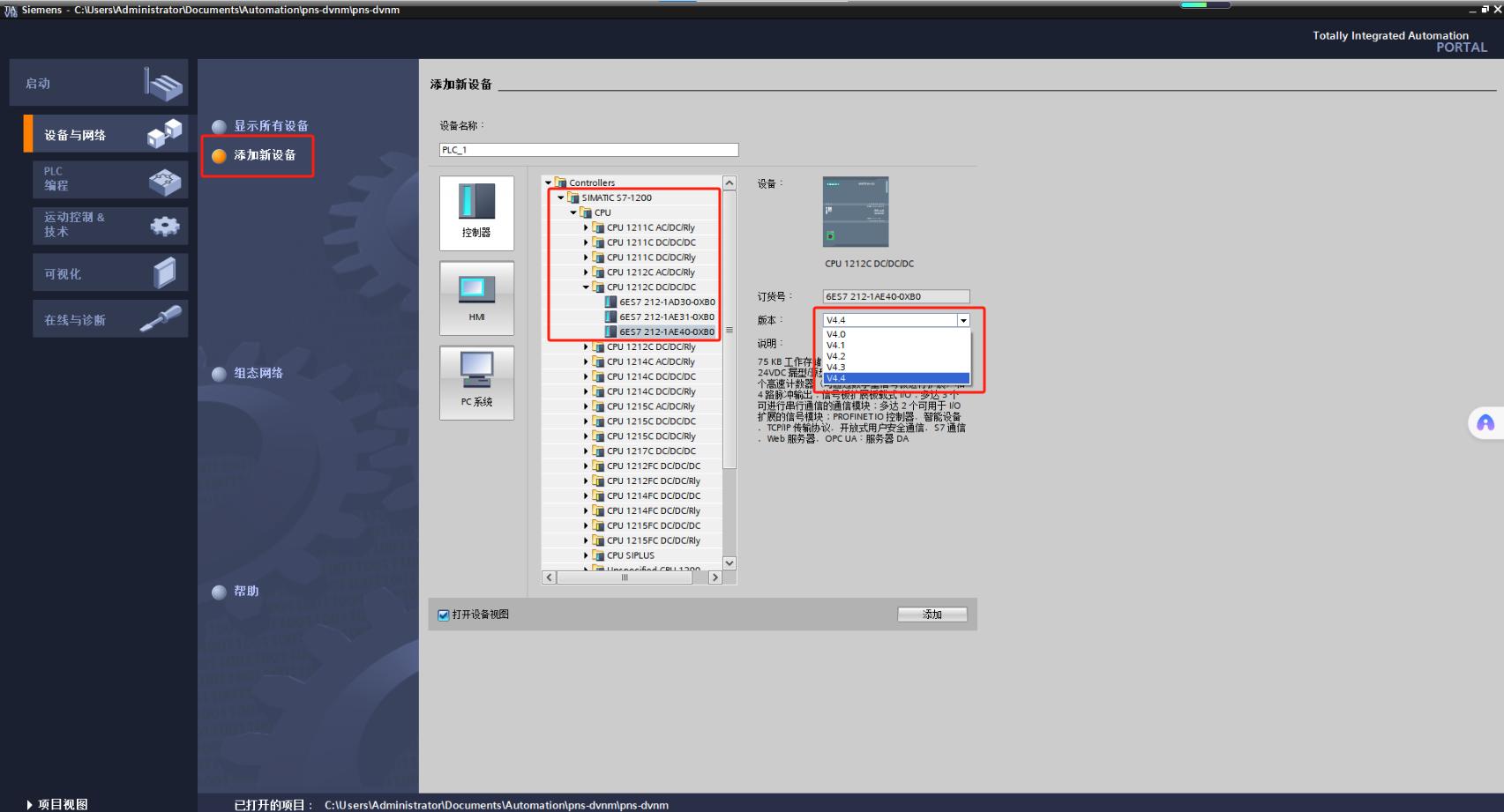
軟件配置
西門子側:在TIA Portal中,導入網關的GSDML文件,并將其作為Profinet設備添加到S7-1200的硬件組態中。根據伺服控制的需求,配置好輸入/輸出數據的長度和周期。
伺服側:在三菱的伺服設置軟件中,對每個伺服驅動器進行CCLINKTSN網絡參數配置,并設置好各自的站號。同時,根據工藝要求,配置伺服的工作模式(如位置模式、扭矩模式)。
網關側:使用遠創智控的配置軟件,進行關鍵的數據映射設置。例如:
將S7-1200的 `QB0-QB31`(32字節輸出)映射為伺服1的控制命令(啟動/停止、目標位置等)。
將伺服1的狀態信息(如當前位置、 ready信號)映射到S7-1200的 `IB0-IB31`(32字節輸入)。
對伺服2、3...進行類似配置。網關確保了這些數據在各自網絡周期內被同步刷新。
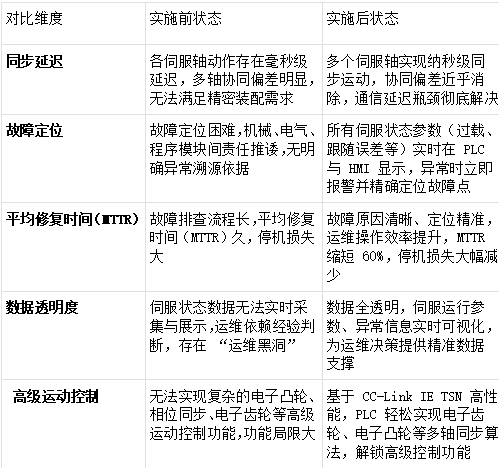
四、 應用效果與項目實施前后對比
五、 行業推廣與前景展望
遠創智控YC-PN-CCLINK網關所展現出的高性能協議轉換與同步能力,使其在眾多對運動控制要求極高的行業中具有廣闊的應用前景。我們重點推薦以下主流且快速發展的行業:
1. 鋰電設備制造:在極片軋制、分切、卷繞等工序中,對張力的控制要求極為苛刻,需要通過多臺伺服的高精度同步來維持。該工業網關是構建這類高精度張力控制系統的理想選擇。
2. 工業機器人與協作機器人:機器人每個關節的伺服驅動都需要極高的同步性,以保證末端的軌跡精度。該方案可用于集成不同協議的核心控制器與關節驅動器。
3. 半導體與電子封裝:在晶圓搬運、引線鍵合、貼片等設備中,運動控制的精度和速度直接決定產品命運。智能網關保障的多軸同步是這類設備可靠運行的基石。
4. 高端包裝與印刷機械:在需要實現套色精準、標簽精準貼附的場合,物聯網網關實現的多軸同步控制能有效杜絕重影、錯位等質量缺陷。
5. 激光加工與切割:在三維動態激光加工中,激光器的出光與控制軸的運動必須嚴格同步,該方案能確保激光精準落在軌跡上。

六、 總結
在工業自動化向數字化、智能化邁進的進程中,數據是血液,網絡是血管,而控制指令則是精準傳達的神經信號。本項目成功實踐證明,遠創智控YC-PN-CCLINK這類高性能工業網關,已經超越了傳統數據采集器的范疇,它是打通神經系統關鍵節點的智能網關,是確保信號精準同步傳輸的邊緣計算網關。
它以其卓越的性能,不僅解決了Profinet與CCLINK之間的協議互通問題,更重要的是,它釋放了高端伺服系統固有的高性能潛力,實現了真正意義上的多軸納秒級協同。隨著高端裝備制造、新能源、半導體等戰略性新興產業的蓬勃發展,這種能夠賦能設備、提升核心工藝能力的物聯網網關解決方案,必將成為驅動未來智能工廠不可或缺的核心基礎設施,為中國制造業的轉型升級提供堅實的技術支撐。
《具體內容配置過程及其他相關咨詢請與武工留言交流》
審核編輯 黃宇
-
plc
+關注
關注
5051文章
14592瀏覽量
486886 -
Profinet
+關注
關注
8文章
2269瀏覽量
28168 -
CClink
+關注
關注
0文章
165瀏覽量
7737
發布評論請先 登錄
無需更換PLC!讓西門子S7-1200輕松驅動匯川EtherCAT伺服

一網打通!PROFINET轉CCLINK網關實現西門子/三菱PLC毫秒級協同
PROFINET轉CCLINK網關:染織廠混合PLC組網利器

伺服伴侶,Profinet轉DeviceNet網關通訊保障后連接伺服驅動器與西門子S7-1200PLC
某精密裝配自動化生產線西門子S7-1200 PLC通過Profinet轉CCLINK智能網關與CCLINK協議伺服電機的多軸同步控制解決方

EtherNet/IP轉Modbus TCP:電機控制器產線羅克韋爾PLC與西門子S7-1200的轉換
Profinet轉CCLINK西門子S7-1200PLC與CCLINK伺服電機多軸同步控制解決方案

工業自動化通信方案:臺灣偉斯掃碼槍通過RS232轉Profinet網關接入西門子S7-1200 PLC系統詳解

西門子S7-1200 PLC與JRT激光測距傳感器的RS485轉Profinet網關集成方案解析

工業自動化通信難題破解:Modbus RTU轉Profinet網關在渦街流量計與西門子S7-1200 PLC系統集成中的應用

當PLC遇上伺服電機:CCLink IE與DeviceNet的跨協議「握手」指南
工業設備「溝通不暢」別慌!PROFINET與CCLINK IE掃碼聯動有妙招
溫控器界“躺平”太久?CCLINK IE轉PROFINET直接讓它支楞起來
EtherCAT轉ProfiNet西門子1200PLC與伺服電機通訊案例全解
Profinet轉EtherCAT深度解讀網關模塊如何協議轉換賦能西門子PLC與伺服驅動高效協作案例?



 工商網監
工商網監
評論