 EtherNet/IP轉Modbus TCP:電機控制器產線羅克韋爾PLC與西門子S7-1200的轉換
EtherNet/IP轉Modbus TCP:電機控制器產線羅克韋爾PLC與西門子S7-1200的轉換

一、項目背景:新能源汽車電機控制器產線的協議難題
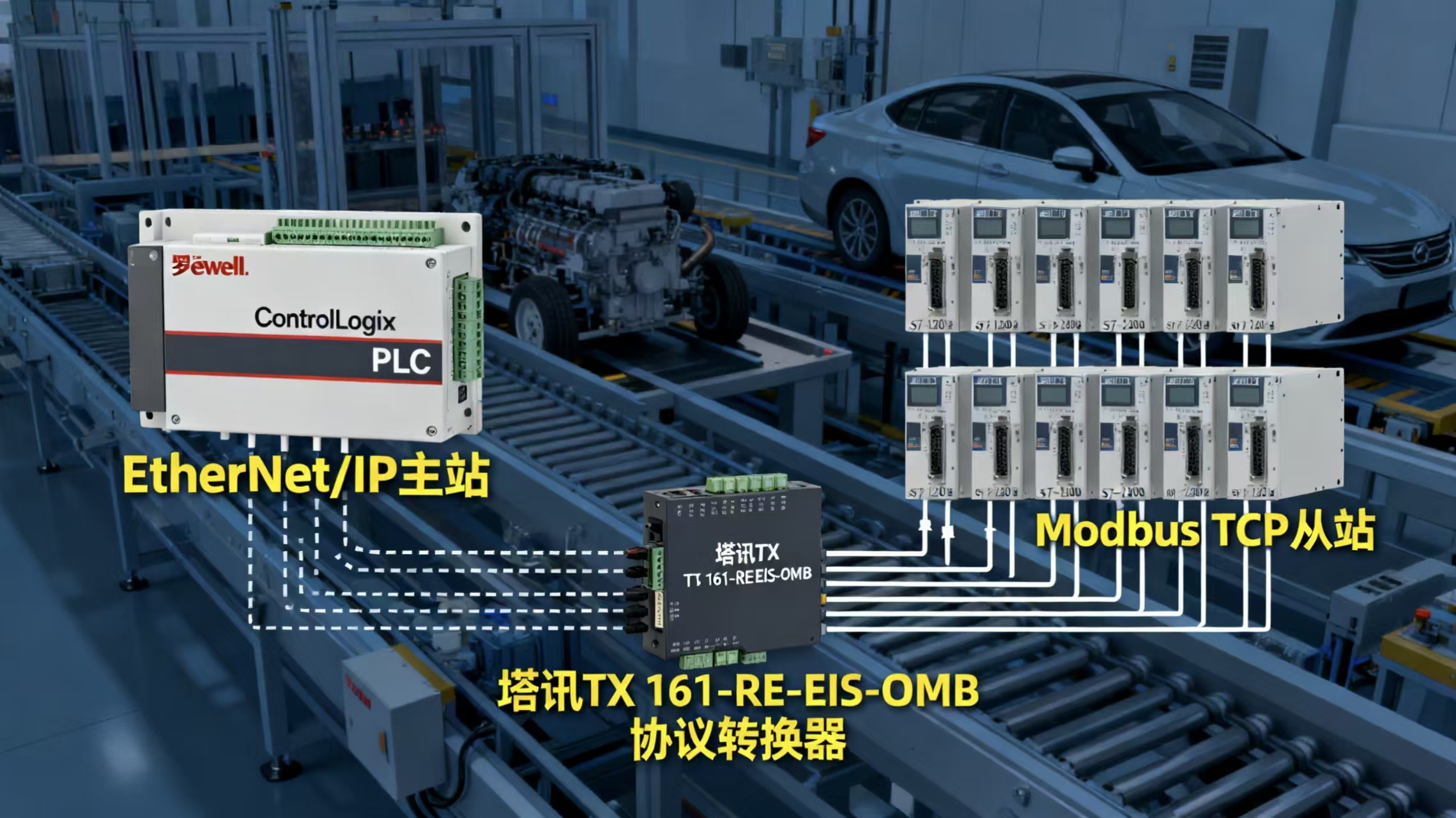
在工業自動化領域極具前景的新能源汽車行業,某車企新能源汽車電機控制器生產線承擔著年產 15 萬臺電機控制器的重要任務。該產線核心控制環節采用羅克韋爾 ControlLogix PLC(EtherNet/IP 主站),負責電機控制器的裝配精度把控、測試流程調度;而產線中負責物料輸送、工位切換的 10 臺輸送設備,由西門子 S7-1200 PLC(Modbus TCP 從站)控制,兩者因總線協議差異,無法實現數據互通與協同控制。
核心痛點
1.協議兼容斷層:羅克韋爾 PLC 的 EtherNet/IP 協議與西門子 S7-1200 PLC 的 Modbus TCP 協議不兼容,導致產線控制指令無法同步,物料輸送與裝配工位銜接延遲超 2 秒,單日因銜接問題導致的生產停滯達 3 次,影響產能約 120 臺 / 日。
2.數據采集缺失:西門子 S7-1200 PLC 控制的輸送設備運行狀態(如電機轉速、輸送速度)、故障信息無法接入羅克韋爾 PLC 主導的中控系統,依賴人工每 2 小時巡檢記錄,故障發現滯后超 1 小時,每月因設備故障造成的產能損失約 3600 臺。
3.運維效率低下:缺乏專業數據采集器實時監控設備狀態,設備故障需技術人員逐臺排查,平均故障處理時間超 2.5 小時,嚴重拖累工業自動化生產線的連續運行效率。
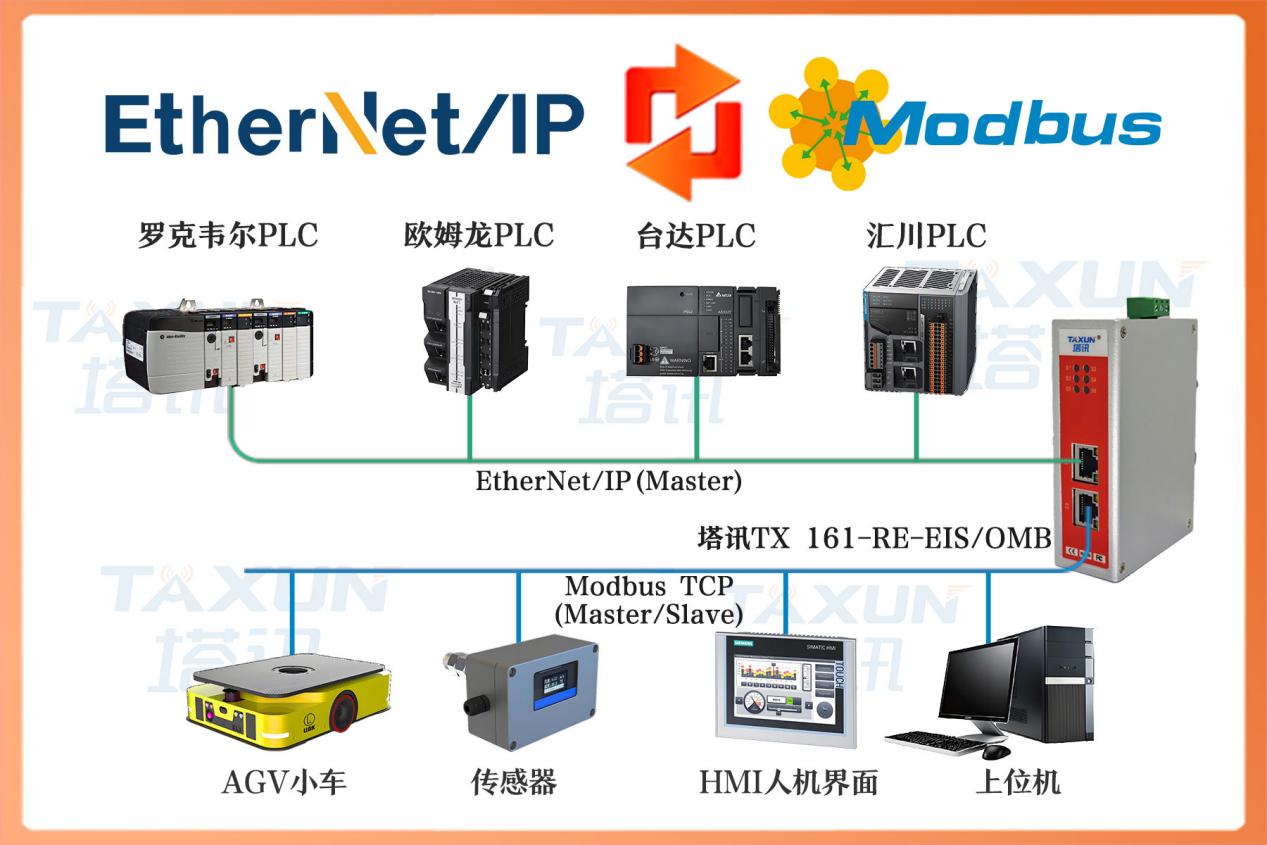
二、核心設備:塔訊 TX 161-RE-EIS-OMB 智能網關解析
作為連接兩條控制鏈路的關鍵工業網關,該設備集物聯網網關與邊緣計算網關功能于一體,是解決協議壁壘的核心組件,其核心功能如下:
·協議雙向轉換:支持 EtherNet/IP 從站與 Modbus TCP 主站模式切換,可將羅克韋爾 PLC 的 EtherNet/IP 控制指令轉換為 Modbus TCP 協議下發至西門子 S7-1200 PLC,同時將西門子 PLC 的設備數據反向轉換后回傳至羅克韋爾 PLC。
·邊緣數據處理:內置邊緣計算模塊,可在網關本地完成數據校驗、故障代碼解析與數據過濾,數據處理周期≤3ms,避免無效數據占用網絡帶寬。
·工業級穩定性:具備 - 45℃~85℃寬溫工作范圍,通過 IP30 防護認證與抗電磁干擾測試,適配新能源汽車生產線復雜的電氣環境。
·擴展與兼容:單臺網關最多可接入 16 臺 Modbus TCP 從站設備,同時支持與產線 MES 系統、工業物聯網平臺對接,實現數據全鏈路貫通。
三、解決方案:協議互聯系統架構設計
1. 系統拓撲圖
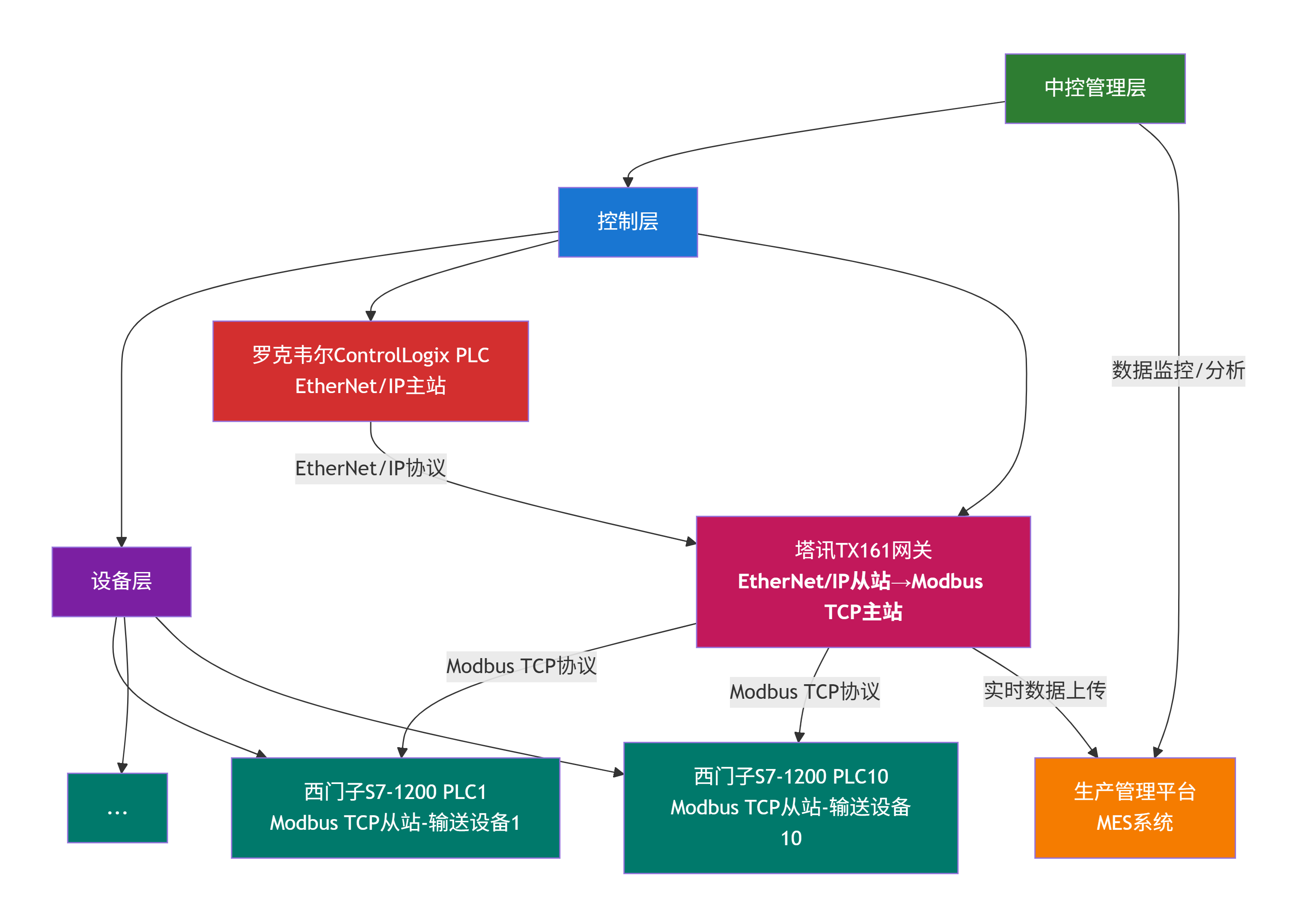
2. 核心部署邏輯
以塔訊 TX 161智能網關為通訊中樞,構建 “羅克韋爾 PLC - 網關 - 西門子 PLC” 的三級控制架構:羅克韋爾 PLC 作為 EtherNet/IP 主站,向網關下發輸送設備調度指令;網關將指令轉換為 Modbus TCP 協議后轉發至各西門子 S7-1200 PLC,控制輸送設備動作;同時,網關實時采集西門子 PLC 的設備運行數據與故障信息,轉換為 EtherNet/IP 協議回傳至羅克韋爾 PLC,實現產線控制閉環,且網關可將關鍵數據上傳至 MES 系統,支撐生產監控與數據分析。
四、實施過程:標準化部署與調試
1.硬件安裝(1 個工作日):將塔訊 TX 161 網關通過 DIN 導軌安裝于產線控制柜內,EtherNet/IP 端口通過工業以太網電纜連接羅克韋爾 PLC 的以太網接口,Modbus TCP 端口通過屏蔽雙絞線分別連接 10 臺西門子 S7-1200 PLC,配置 24V 直流冗余電源為網關供電,確保供電穩定。
2.軟件組態(2 個工作日):
·在羅克韋爾 Studio 5000 軟件中導入網關的 EtherNet/IP 從站 EDS 文件,配置網關的 IP 地址(與羅克韋爾 PLC 處于同一網段),建立數據映射關系(輸出區對應控制指令,輸入區對應設備狀態數據)。
·通過網關 Web 管理界面,配置 Modbus TCP 主站參數,設置 10 臺西門子 S7-1200 PLC 的 IP 地址與寄存器地址,將輸送設備速度指令(40001 寄存器)、故障代碼(40005 寄存器)映射至 EtherNet/IP 數據區。
·在西門子 TIA Portal 軟件中,將 S7-1200 PLC 設置為 Modbus TCP 從站模式,配置對應寄存器地址,確保與網關數據映射一致。
3.聯調測試(1 個工作日):驗證控制指令傳輸延遲(實測≤4ms)、設備數據采集完整性;模擬輸送設備卡滯故障,確認故障信息在 1 秒內上傳至羅克韋爾 PLC 與 MES 系統;連續 72 小時穩定性測試,確保系統無通訊中斷問題。

五、應用效果與前后對比
1. 核心成效
·生產效率提升:產線物料輸送與裝配工位銜接延遲從 2 秒降至 0.1 秒,單日生產停滯次數清零,日產能提升 120 臺,月產能增加 3600 臺。
·運維效率優化:設備故障發現時間從 1 小時縮短至 1 秒,故障處理時間從 2.5 小時降至 30 分鐘,每月減少產能損失 3600 臺,相當于挽回經濟損失約 72 萬元。
·數據智能化升級:通過工業物聯網架構,實現輸送設備運行數據 100% 采集,為 MES 系統提供實時數據支撐,生產過程可追溯性與質量管控能力顯著提升。
2. 關鍵指標對比
| 指標 | 實施前 | 實施后 | 提升幅度 |
| 指令傳輸延遲 | 2s | 0.1s | 降低 95% |
| 故障發現時間 | 60min | 1s | 縮短 99.97% |
| 故障處理時間 | 150min | 30min | 縮短 80% |
| 數據采集覆蓋率 | 0% | 100% | 完全覆蓋 |
| 日產能損失 | 120 臺 | 0 臺 | 降至 0 |
六、行業價值與總結
新能源汽車行業作為當前工業自動化領域增速最快、前景最廣闊的賽道之一,其生產線的高效協同與智能化升級離不開工業網關的技術支撐。本案例通過塔訊 TX 161-RE-EIS-OMB智能網關,成功解決羅克韋爾 PLC 與西門子 S7-1200 PLC 的協議兼容問題,證明了物聯網網關在異構設備互聯中的核心價值。
相較于傳統的設備替換方案(需投入約 50 萬元更換其中一套 PLC 系統),本方案改造成本僅為傳統方案的 1/5,且實施周期短(僅 4 個工作日),對生產影響極小。該方案具備極強的可復制性,在汽車零部件制造、動力電池組裝、醫藥凍干等工業自動化場景中,均可通過此類邊緣計算網關實現跨協議設備的協同控制與數據互通。
隨著工業物聯網的深度滲透,協議轉換網關將成為連接不同品牌、不同協議設備的關鍵紐帶,助力制造業打破 “信息孤島”,為智能化轉型提供穩定、高效的通訊基礎,推動工業自動化向更高級的智能制造階段邁進。
審核編輯 黃宇
-
電機控制器
+關注
關注
21文章
579瀏覽量
33430 -
Ethernet
+關注
關注
3文章
663瀏覽量
58201
發布評論請先 登錄

西門子S7-1200和S7-1500 PLC系列模擬量傳感器怎么接線

無需更換PLC!讓西門子S7-1200輕松驅動匯川EtherCAT伺服

跨協議聯姻讓PROFINET轉EtherNet IP網關聽懂羅克韋爾變頻器

疆鴻智能?EtherNet/IP轉ETHERCAT網關:打通羅克韋爾與匯川伺服的石材產線

EtherNet/IP轉MODBUS TCP 總線協議轉換賦能西門子PLC采集變頻器數據

鋰電池生產企業羅克韋爾PLC通過EtherNet/IP主站轉Modbus TCP智能網關與多個儀表進行通訊解決案例

自動化裝配線西門子1200PLC通過EtherNet/IP主站轉Profinet智能網關與多個伺服驅動器進行通訊

Profinet轉TCP/IP工業智能網關破解S7-1200與TCP/IP攝像頭視覺通訊壁壘的方案

Modbus轉EtherNet/IP網關配置:西門子PLC與倫茨變頻器通訊教程
ProfiNet 轉 Ethernet/IP西門子 S7-400 和羅克韋爾 PLC 在加氫精制環節的協同應用

Modbus RTU轉Profinet網關接渦街液體流量計到西門子1200 PLC系統

Modbus TCP轉Profinet網關實現視覺相機與西門子PLC配置實例研究
EtherNetIP轉MODBUS TCP協議轉換網關實現西門子S7-1200與ABB IRB6700基礎通信配置
EtherNet/IP轉MODBUS TCP智能網關在智能制造中的應用:羅克韋爾PLC與施耐德變頻器實時控制方案




 工商網監
工商網監
評論