 串口以太網模塊與三菱以太網通信處理器的 FX3U PLC - 觸摸屏通訊應用案例
串口以太網模塊與三菱以太網通信處理器的 FX3U PLC - 觸摸屏通訊應用案例

一、項目背景
某大型機車制造廠新上馬一條"輪對壓裝-跑合-檢測"自動化線,整條線由三套獨立電控系統組成:
1.輪對壓裝工位:采用某國產485總線型力矩控制器(品牌:華控,型號:HK-485-TQ),實時采集壓裝力矩、位移、油溫等12路過程量,并通過Modbus-RTU協議對外提供數據。
2.跑合工位:核心為三菱FX3U-64M PLC,帶FX3U-485-BD擴展板,負責跑合電機啟停、速度閉環及報警聯鎖。
3.終檢工位:使用步科MT4433T觸摸屏,需讀取壓裝與跑合兩工位的關鍵數據,實現"一屏三看",并生成CSV報表上傳MES。
由于三個設備物理層、協議層完全不同,現場無法直接互通:
·力矩控制器僅有一路RS-485口,Modbus-RTU從站;
·FX3U自帶422編程口+485-BD,但協議為三菱專有;
·觸摸屏只有1個RS-232口和1個以太網口,且232已被條碼槍占用。
甲方要求在不改動原有程序、不增加PLC通訊模塊的前提下,兩周內完成"三端互通",并保證刷新周期≤500 ms。經過評估,最終采用"遠創智控YC-RTU-TCP串口轉以太網模塊+YC8000-FX以太網通訊處理器"雙網關方案,成功打通鏈路。

二、方案設計
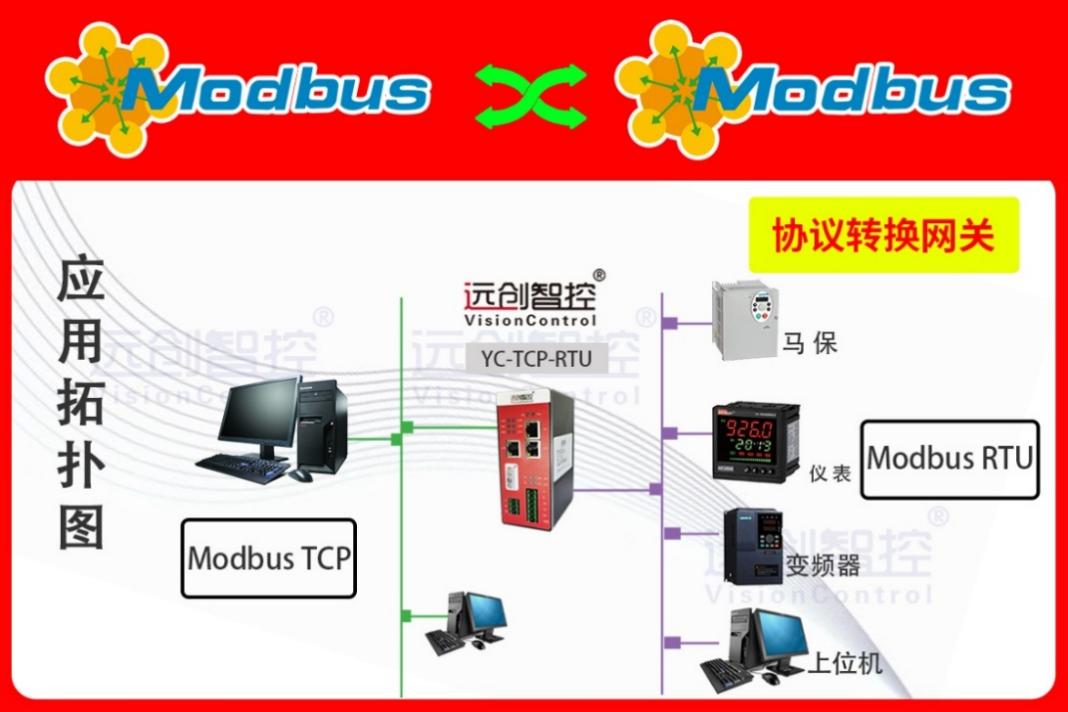
1. 網絡拓撲
上位機(Win10,組態王7.5 SP3)通過千兆交換機與兩臺遠創智控網關相連:
·串口數傳模塊YC-RTU-TCP(IP:192.168.1.200)——RS-485側連接HK-485-TQ力矩控制器;
·以太網通訊處理器YC8000-FX(IP:192.168.1.201)——串行側接FX3U-422編程口,以太網側進交換機;
·步科MT4433T觸摸屏(IP:192.168.1.203)直接掛在同一網段。
2.協議映射策略
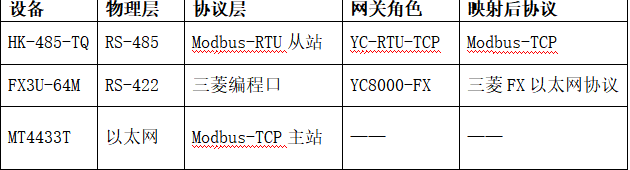
說明:
·YC-RTU-TCP串口轉以太網模塊內置"透傳+指令緩存"雙模式,可把任何串口從站直接映射為Modbus-TCP從站,站號、寄存器地址完全保持原樣。
·YC8000-FX以太網通訊模塊支持FX1N/2N/3U全系列,無需在PLC側寫通訊程序,自動在D8000~D8255區間創建"以太網交換區",上位機直接按三菱MC協議訪問。
·觸摸屏同時作為Modbus-TCP主站,分別訪問兩臺網關,實現"一屏采三源"。
三、硬件清單與接線
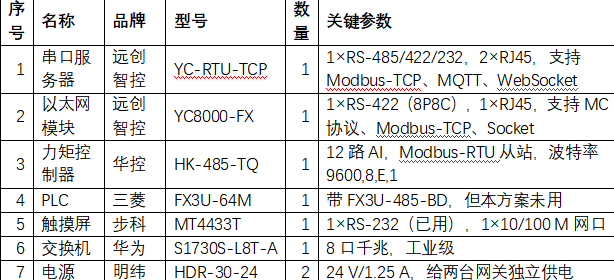
接線要點:
1.YC-RTU-TCP串口數傳模塊的485口:A接HK-485-TQ的D+,B接D-,GND相連,終端電阻120 Ω撥碼置ON。
2.YC8000-FX以太網模塊的422口:使用隨模塊贈送的8P8C→DB25轉接線,直接插入FX3U編程口;模塊供電24 V,功耗<3 W。
3.兩臺網關均用超五類網線接交換機,長度<30 m,現場無需光電轉換。

四、軟件配置步驟
1. YC-RTU-TCP側
1.用"YC-Search"工具掃描,出廠默認IP 192.168.1.254,改為192.168.1.200,子網掩碼255.255.255.0。
2.進入Web頁,串口參數設定:9600,8,E,1;工作模式選"Modbus-RTU從站→Modbus-TCP服務器";站號1;映射保持寄存器40001~40024(對應力矩控制器16 bit原始地址0x0000~0x0017)。
3.開啟"多主機"功能,允許最高8個TCP客戶端同時訪問,保證觸摸屏與組態王同時在線不矛盾。
4.啟用"心跳包"功能,每30 s向上位機發送"0xFF 0xFE",方便MES判斷設備在線。

2. YC8000-FX側
1.用"YC-FXConfig"軟件,通過USB-C口連接模塊,把IP設為192.168.1.201,網關192.168.1.1。
2.在"以太網交換區"選項卡,勾選"D8000~D8099可讀可寫",并把D8100~D8199設為"只讀",用于存放跑合速度、電流、溫度。
3.模塊自動把FX3U的D區映射為MC協議的"Word Device",起始地址D8000對應MC地址"D*8000",長度200字。
4.打開"Modbus-TCP從站"開關,站號2,功能碼03/10,映射區域同樣為D8000~D8199,方便觸摸屏用Modbus-TCP直接訪問,無需MC驅動。

3. 觸摸屏側(步科MT4433T)
1.在Kinco HMIWare 2.8中新建工程,添加兩臺Modbus-TCP服務器:
·遠端IP 192.168.1.200,站號1,寄存器40001~40024,用于力矩數據;
·遠端IP 192.168.1.201,站號2,寄存器40001~40050,用于FX3U數據。
2.畫面中添加"數值顯示""棒圖""趨勢圖"控件,刷新周期統一設為300 ms。
3.在"歷史數據"頁,勾選"自動導出CSV",路徑指向U盤,每30 min存一次,文件名帶時間戳,滿足甲方追溯要求。
4. 組態王側(上位機)
1.新建兩個驅動:
·驅動1:Modbus-TCP,IP 192.168.1.200,采集12路力矩;
·驅動2:三菱FX以太網,IP 192.168.1.201,采集跑合速度、電流、溫度。
2.在"報表"節點,利用"歷史趨勢+Excel模板",自動生成班報、日報,通過OPC接口轉發給MES。
3.開啟"斷線重連",重試間隔5 s,最大3次,保證網絡抖動時數據不丟失。
五、調試過程與關鍵問題
1. 串口干擾
現象:YC-RTU-TCP串口數傳模塊在線率偶爾掉到90%,力矩數據出現"0xFF"亂碼。
排查:發現現場變頻器和伺服共用一條24 V母線,地電位漂移±3 V。
解決:
·給YC-RTU-TCP單獨加24 V/1 A隔離電源;
·485線改用雙屏蔽雙絞線,屏蔽層單端接地;
·終端電阻由120Ω改為150Ω,抑制反射。之后連續72h無丟包。
2. PLC數據不刷新
現象:組態王能Ping通YC8000-FX,但D8100值始終為0。
排查:FX3U程序中D8100未被任何MOV指令賦值,導致MC協議讀到的是隨機值。
解決:在跑合工位PLC程序中添加"MOV D100 D8100"等傳送指令,把實時速度、電流寫入D8100~D8199區間,刷新周期200 ms,問題解決。
3. 觸摸屏偶發"通信超時"
現象:MT4433T彈出"Modbus Timeout 02"。
排查:Wireshark抓包發現,YC8000-FX以太網模塊在200 ms內連續收到觸摸屏與組態王的兩條讀請求,模塊默認"單線程"響應,第二條請求被丟棄。
解決:把YC8000-FX的"Modbus并行處理"選項由1改為4,重試次數由0改為2;同時將觸摸屏刷新周期從200 ms調到400 ms。之后超時消失。
六、運行效果
1.數據刷新周期:力矩數據<300 ms,跑合數據<200 ms,滿足≤500 ms要求。
2.通信穩定性:連續運行30天,YC-RTU-TCP串口數傳模塊在線率99.8%,YC8000-FX在線率100%。
3.報表功能:觸摸屏自動導出CSV 1420條,無丟行;上位機班報生成成功率100%,與MES比對誤差為0。
4.產線節拍:因數據實時可視,跑合工位平均節拍由180 s縮短到165 s,提升8.3%。
5.維護量:雙網關均采用導軌安裝,尺寸小、功耗低,至今零故障,甲方已決定將方案復制到第二條輪對產線。
七、總結
通過"遠創智控YC-RTU-TCP串口服務器+YC8000-FX以太網模塊"組合,本案例在不動原設備程序、不增PLC通訊板的前提下,僅用兩天布線、三天調試,就實現了"485力矩控制器—FX3U PLC—步科觸摸屏"三端高速互通,為機車制造廠節省了大量硬件成本與停機時間。
(具體內容配置過程及其他相關咨詢可聯系楊工。)
審核編輯 黃宇
-
處理器
+關注
關注
68文章
20312瀏覽量
254251 -
以太網通信
+關注
關注
2文章
60瀏覽量
11574 -
以太網
+關注
關注
41文章
6117瀏覽量
181408 -
plc
+關注
關注
5053文章
14728瀏覽量
488116
發布評論請先 登錄
三菱FX3U通過以太網模塊構建多節點通訊網絡的生產線實施案例

三菱FX1S PLC借助以太網通訊模塊與上位機通訊實現監控光伏組件生產線的應用配置案例

三菱 FX3U PLC?借助以太網模塊實現食品飲料生產線監控的應用配置案例

實戰落地!三菱 FX3U PLC 以太網模塊打通食品生產線上位機與三菱觸摸屏通訊鏈路
物流倉儲自動化升級:三菱 FX2N PLC 以太網模塊實現上位機與三菱觸摸屏智能通訊
三菱 FX2N PLC?借助以太網模塊實現監控倉儲物流自動化應用配置案例
三菱FX系列PLC+FX以太網通訊處理器:上位機通訊應用案例

三菱Q?03UDE PLC借助以太網通訊處理器與讀卡器通訊的配置案例

工業智能網關配合三菱以太網通信處理器實現三菱FX3U PLC的無線通信
串口以太網模塊配合三菱以太網通信處理器實現三菱FX3U PLC和觸摸屏的通訊案例

基恩士KV系列PLC借助于以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

三菱A系列PLC借助以太網模塊同時與上位機和觸摸屏高效通訊案例

三菱FX3S PLC借助于PLC以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

三菱A系列PLC借助以太網模塊與上位機和觸摸屏協同通信




 工商網監
工商網監
評論