 實現高平整度激光熔覆涂層,選擇圓光斑or矩形光斑?
實現高平整度激光熔覆涂層,選擇圓光斑or矩形光斑?

激光熔覆是利用高能激光將金屬粉末和金屬基體表面同時熔化并快速冷卻凝固,從而在金屬基體表面形成一種合金涂層。該涂層與基體表面為冶金結合,具有很好的防腐、耐磨、耐高溫特性。
絕大多數工業用戶在激光熔覆時,都希望熔覆涂層的表面有較高的平整度。表面越平整,后續磨拋加工量越少,越節省金屬粉末,生產成本就越低。實際工作中,激光熔覆涂層是由多道熔覆疊加而成的,激光熔覆涂層平整度主要受單道熔覆的平整度、單道熔覆的厚度以及相鄰兩道熔覆之間的搭接率三個因素影響。
由于液態金屬的表面張力和潤濕性的共同作用,當單道熔覆寬度較小時(使用3mm-5mm的圓光斑 ),熔道表面是凸面而不是平面;當單道熔覆寬度較大時(使用10mm-30mm的矩形光斑),由于送粉均勻性和光斑強度均勻性等因素的影響,單道熔覆層也不是一個理想的平面。
激光熔覆時,相鄰熔道必須有一定的重疊量,也就是說相鄰熔道存在搭接,如圖1所示。圖中,W為單道熔覆寬度,D為搭接寬度。D與W的比值
R=D/W×100%
稱為搭接率,R表示相鄰熔覆道間的搭接程度。圖1 中d被稱為步進,也就是每熔覆一道前進的距離。如果使用步進d,搭接率可表示
R=(W-d)/W×100%
從上式可以看出,步距越小,搭接率越大,也就是相鄰熔道的重疊量越大。
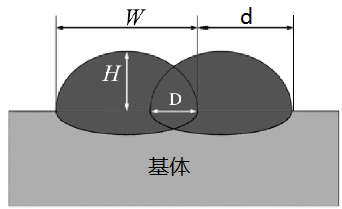
圖1 熔道搭接示意圖
若使用矩形光斑,搭接率一般小于50%,搭接率太大會影響熔覆效率。如果搭接率為50%,理論上可以避免涂層的搭接起伏。如果搭接率小于50%,相鄰熔道之間搭接肯定會引起涂層厚度的波動。假設激光熔覆單道熔覆層厚度為1mm,那么涂層最薄處厚度為1mm,最厚處理論上約為2mm(實際會小一些),因此長矩形光斑理論上無法實現熔覆涂層較高的平整度。
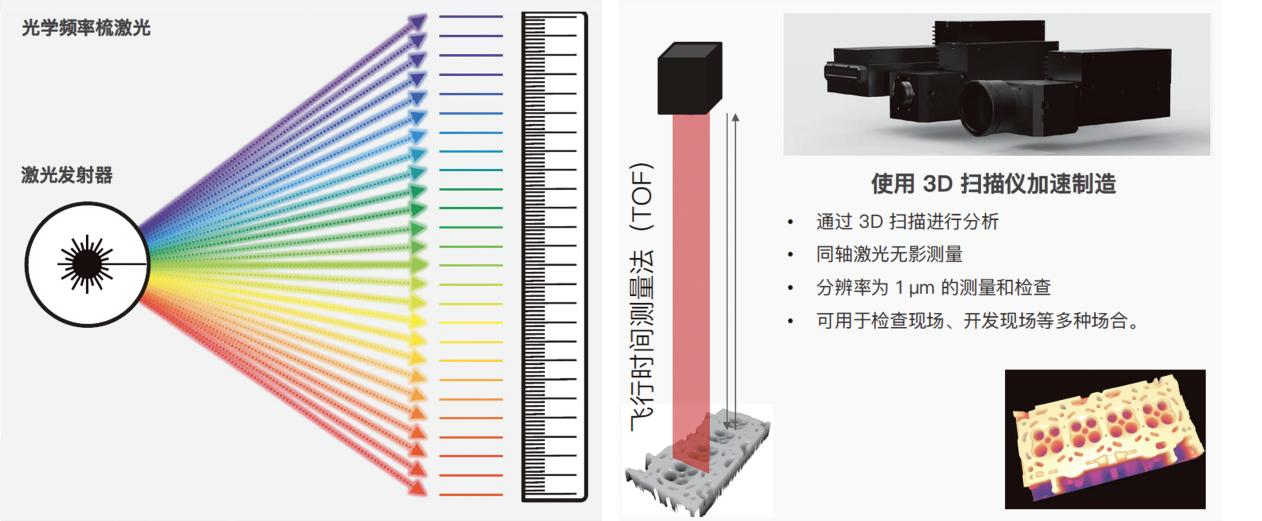
要實現較高的平整度,必須采用3-5mm的圓光斑。使用3-5mm圓光斑制備熔覆涂層,其過程與矩形光斑的工作原理截然不同。矩形光斑是通過單層(最多2層)達到需要的熔覆厚度,而3-5mm圓光斑的熔覆厚度是通過多層疊加實現的。假設熔覆光斑為5mm,步進為1mm(搭接率為80%),假設最終涂層的厚度為1mm,這個1mm的涂層實際上是由5層厚度為0.2毫米熔道疊加而成的。這是小圓光斑激光熔覆與矩形光斑激光熔覆的重大差別。通過3-5mm圓光斑激光熔覆可以實現較高的平整度(10微米以下)。圖2為中科中美3-5mm圓光斑高速激光熔覆涂層平整度的檢測結果,平整度達到Ra5-6um。

圖2 高速激光熔覆層平整度檢測
通過以上分析可以得出如下結論:熔覆光斑形狀尺寸決定著熔覆涂層的制備過程。3-5mm圓光斑的熔覆過程搭接率較高,通過多層熔覆層疊加達到需要的熔覆厚度,這是實現較高平整度涂層的最佳方式。
審核編輯 :李倩
-
激光
+關注
關注
21文章
3658瀏覽量
69629 -
冶金
+關注
關注
0文章
18瀏覽量
7538
原文標題:實現高平整度激光熔覆涂層,選擇圓光斑or矩形光斑?
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
松盛光電推出新一代高功率矩形光斑激光恒溫加工系統
基于太陽光模擬的AR-HUD聚焦光斑檢測

矩形光斑激光焊錫技術在精密電子制造領域的應用優勢
IGBT 芯片平整度差,引發鍵合線與芯片連接部位應力集中,鍵合失效
IGBT 模塊接觸熱阻增大與芯片表面平整度差關聯性
IGBT 封裝底部與散熱器貼合面平整度差會使 IGBT 芯片受到不均勻的機械應力
IGBT 封裝底部與散熱器貼合面平整度差與 IGBT 的短路失效機理相關性
IGBT 芯片表面平整度差與 IGBT 的短路失效機理相關性
激光振鏡掃描錫機的優勢
激光熔覆工藝及EHLA涂層表面形貌研究

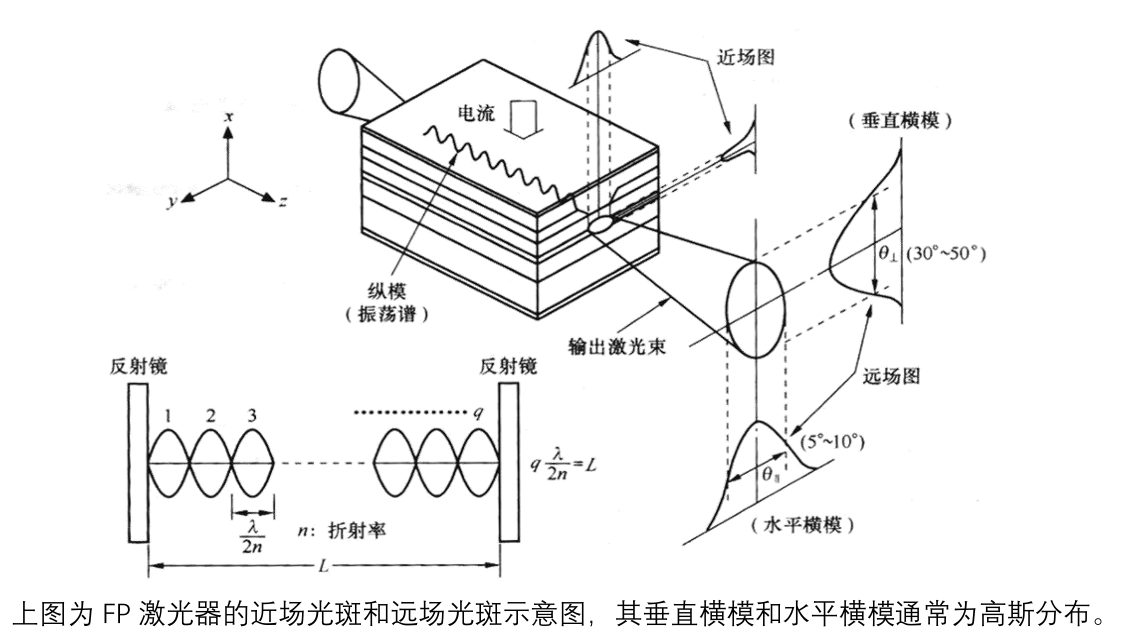
一種簡易測試半導體激光器遠場光斑的方法?
實時監測激光熔覆熔池動態,提升表面致密度與結合強度

深視智能SCI系列光譜共焦位移傳感器以亞微米精度測量晶圓平整度
深視智能SR系列3D輪廓測量儀高精度檢測芯片焊接針腳平整度




 工商網監
工商網監
評論