") 激光熔覆工藝及EHLA涂層表面形貌研究
激光熔覆工藝及EHLA涂層表面形貌研究

在現(xiàn)代制造業(yè)中,材料表面的優(yōu)化和修復(fù)技術(shù)對于提高產(chǎn)品壽命和性能至關(guān)重要。激光熔覆技術(shù),作為一種高效的表面改性和修復(fù)手段,因其能夠精確控制材料沉積和冶金結(jié)合的特性,受到工業(yè)界的廣泛關(guān)注。美能光子灣3D共聚焦顯微鏡:可應(yīng)對各種精密器件及材料表面以及多樣化的測量場景,超寬視野范圍、高精細彩色圖像觀察和多種分析功能,可為激光熔覆工藝后的表面形貌進行精準測量,為工藝質(zhì)量監(jiān)測提供有力支持。
#Part.01
激光熔覆工藝介紹
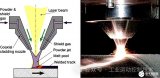
激光熔覆,也稱為激光金屬沉積,是一種將材料添加到另一種材料表面的技術(shù)。激光熔覆的基本原理是將金屬粉末或金屬絲送入高能量激光束,使基體材料和添加材料同時熔化,并在快速凝固的過程中形成一種新型的冶金結(jié)合層。激光熔覆技術(shù)可以精確、有選擇性地沉積材料,并且將熱量輸入到底層基材中。
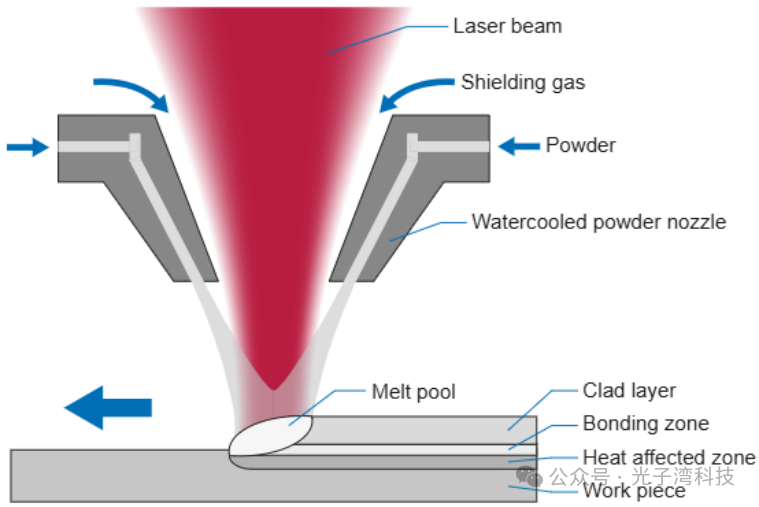
粉末激光涂覆示意圖
應(yīng)用廣泛的激光熔覆材料主要有:鎳基、鈷基、鐵基、鈦合金、銅合金、顆粒型金屬基復(fù)合材料,陶瓷材料等。
與傳統(tǒng)涂層工藝相比,激光熔覆具有多項優(yōu)勢。激光熔覆的特點主要有:熔覆層稀釋度低但結(jié)合力強,與基體呈冶金結(jié)合,可顯著改善基體材料表面的耐磨、耐蝕、耐熱、抗氧化或電氣特性,從而達到表面改性或修復(fù)的目的,滿足材料表面特定性能要求的同時可節(jié)約大量的材料成本。
與堆焊、噴涂、電鍍和氣相沉積相比,激光熔覆具有稀釋度小、組織致密、涂層與基體結(jié)合好、適合熔覆材料多、粒度及含量變化大等特點,因此激光熔覆技術(shù)應(yīng)用前景十分廣闊。
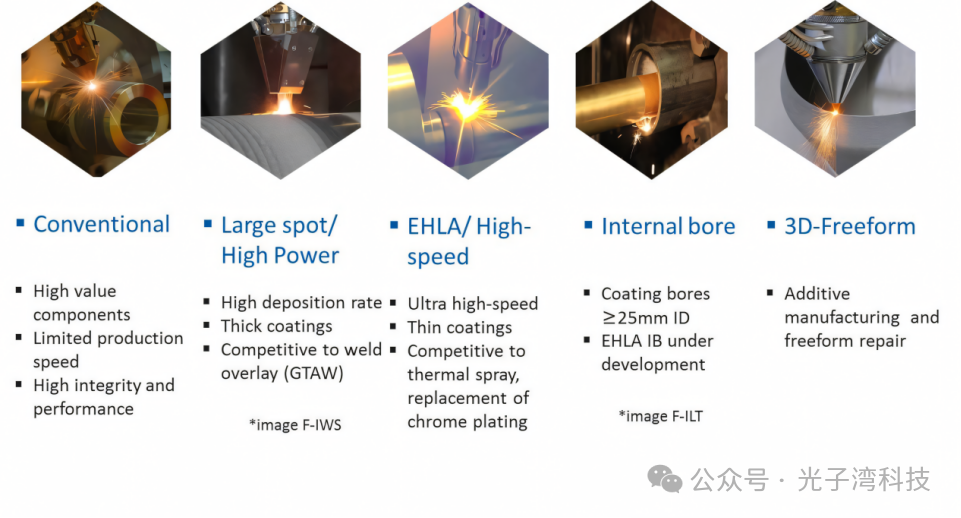
激光熔覆技術(shù)分為以下多種:
#Part.02
激光熔覆的應(yīng)用
激光熔覆技術(shù)廣泛應(yīng)用于多個領(lǐng)域,包括:
- 航空航天:用于修復(fù)和強化飛機發(fā)動機葉片、渦輪盤等關(guān)鍵部件。
- 汽車制造:用于提高汽車發(fā)動機零部件的耐磨性和耐腐蝕性,延長使用壽命。
- 冶金行業(yè):用于修復(fù)和強化軋機牌坊、軋輥等設(shè)備,提高其耐磨性和使用壽命。
- 煤機行業(yè):用于修復(fù)和強化液壓立柱等設(shè)備,提高其耐磨性和耐腐蝕性。
船舶制造:用于修復(fù)和強化推進器芯軸等部件,提高其耐磨性和耐腐蝕性。
#工藝參數(shù)對表面形貌影響分析.01
激光功率
下圖為不同激光功率下制備的EHLA涂層的宏觀形貌。
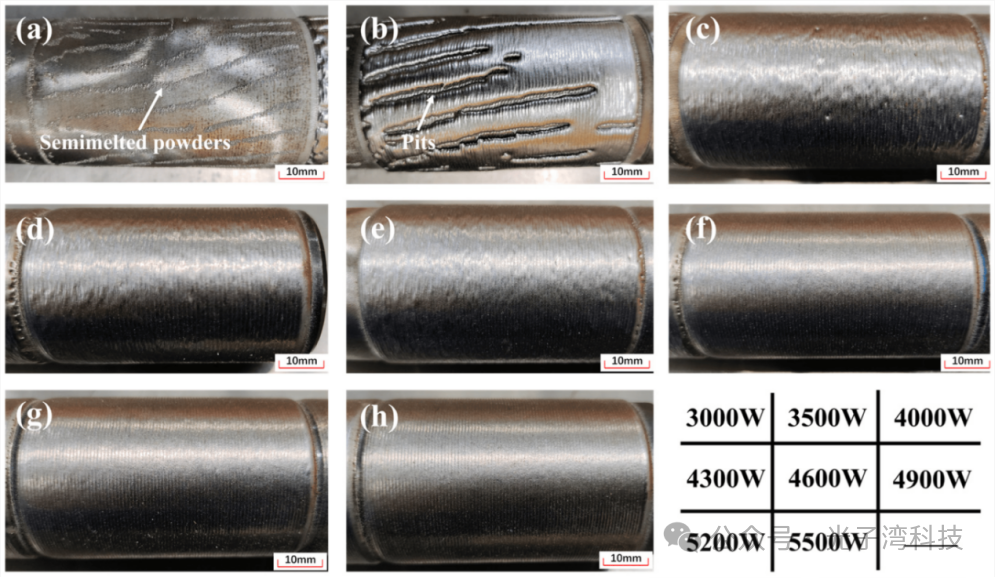
不同激光功率下EHLA涂層的宏觀形貌
當激光功率為3000W時,由于能量密度較低,導(dǎo)致基體表面局部區(qū)域附著有半熔融的粉末。隨著激光功率增加至3500W,沉積在基體表面的材料體積增加,但熔覆層仍然不完整。但隨著激光功率的增加,EHLA涂層的完整性得到明顯改善,成形質(zhì)量不斷提高。其原因可能是激光功率的增加可以升高熔池溫度,同時降低熔池的冷卻速度,導(dǎo)致熔池內(nèi)形成較大的溫度梯度。隨后,較大的溫度梯度有利于形成較強的Marangoni流,最終形成平整、光滑的熔覆層。
#工藝參數(shù)對表面形貌影響分析.02
沉積速度
下圖為不同沉積速度下EHLA涂層的宏觀形貌。
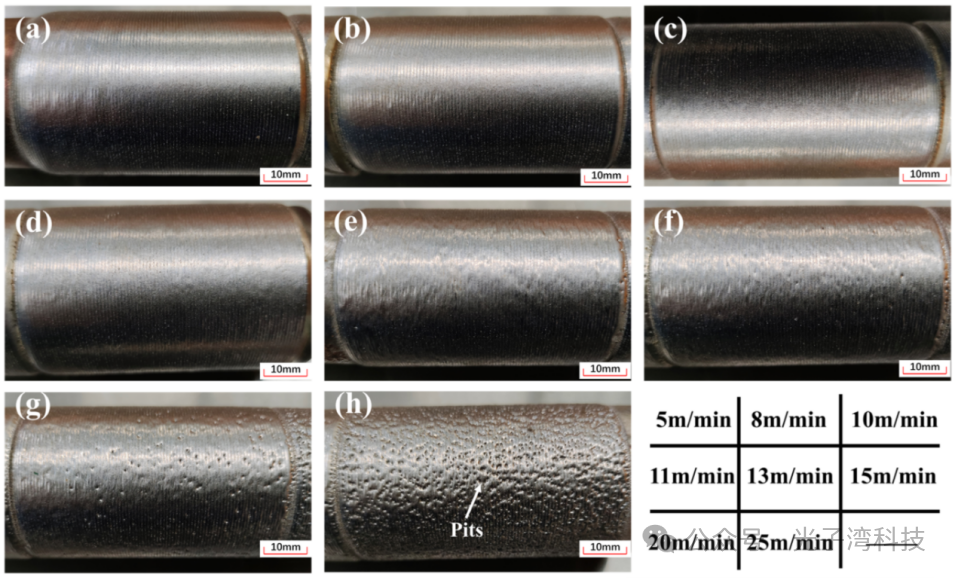
不同沉積速度下EHLA涂層的宏觀形貌
可以觀察到,當沉積速度≤11m/min時,表面形貌隨著沉積速度的增加變化不明顯。但當速度≥13m/min時,隨著沉積速度的進一步增加,熔覆層成型不穩(wěn)定性愈加嚴重,表面凹坑數(shù)量逐漸增多,最終在沉積速度為25m/min時,EHLA涂層表面呈隨機分布且凹坑較多。
#工藝參數(shù)對表面形貌影響分析.03
送粉速度
送粉速度會影響基體對激光能量的吸收,影響粉末顆粒在沉積到基體之前熔化的程度,最終影響加工過程中熔池的形狀和穩(wěn)定性。
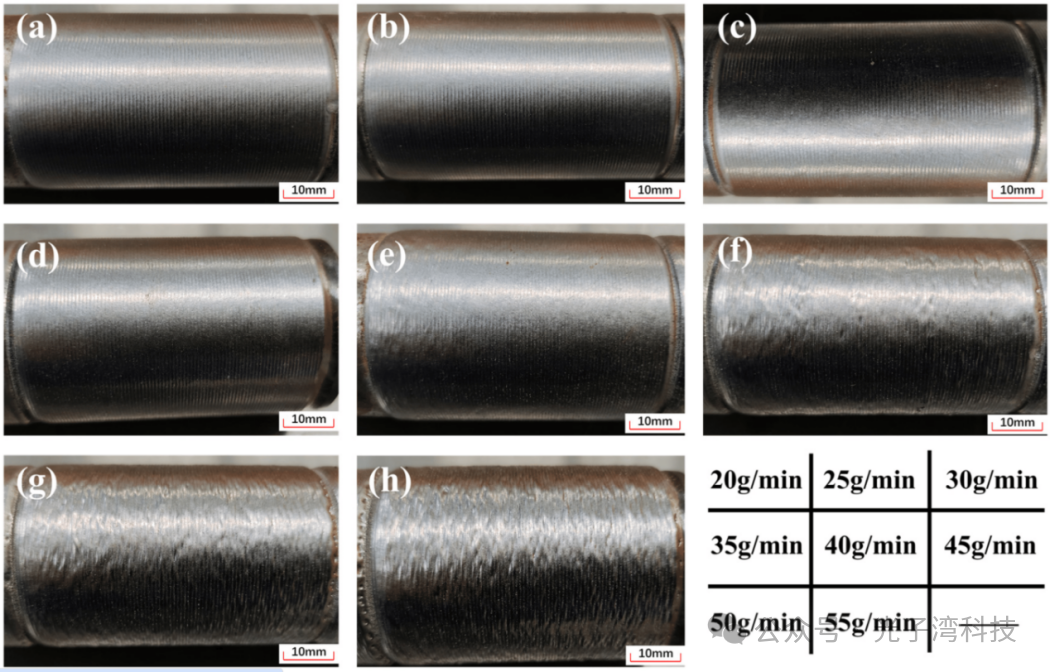
不同送粉速度下 EHLA 涂層的宏觀形貌
如上圖所示,隨著送粉速度從20g/min增加到40g/min,表面宏觀形貌變化不大,但隨著送粉速度繼續(xù)增加到45g/min、50g/min、55g/min,涂層表面逐漸形成凹坑,且高低差越來越大。眾所周知,當送粉速度較低時,粉末僅吸收少量的激光能量,而大量的激光能量直接照射在基體表面,增加了熔池寬度,降低了涂層厚度。
#工藝參數(shù)對表面形貌影響分析.04
重疊率
在EHLA過程中,粉末熔融產(chǎn)生的液態(tài)熔體受到表面張力和重力的作用。表面張力傾向于將液態(tài)熔體收縮成球體以獲得最小的表面積,阻礙液態(tài)鋪展。重力降低了液態(tài)熔體的重心高度,傾向于將熔體鋪展。最后,兩種力的共同作用使單道涂層的表面形貌呈現(xiàn)出中心高、邊緣低的特點。因此,當重疊率較低時,下一層熔覆層無法填充上一層熔覆層邊緣的凹陷區(qū)域,最終在重疊區(qū)域形成凹槽,如下圖a~d所示。
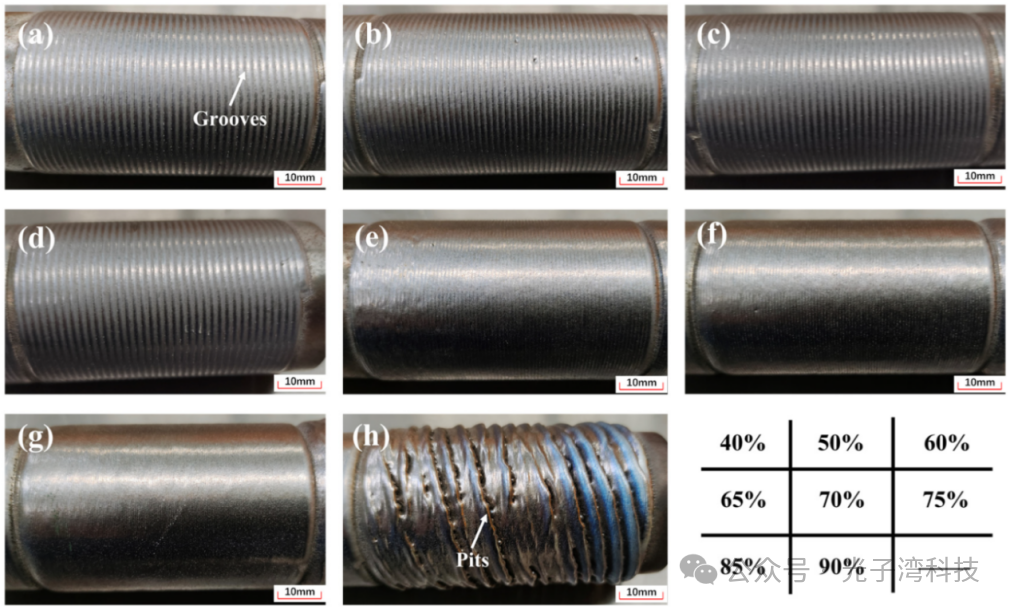
不同重疊率下EHLA涂層的宏觀形貌
隨著重疊率的增加,兩相鄰熔覆層之間的距離逐漸減小,下一層熔覆層可以填充上一層熔覆層邊緣的凹陷區(qū)域,明顯改善了熔覆層的平整度(圖e~g)。但當搭接率增加到90%時,涂層表面平整度嚴重降低,部分區(qū)域分布著深坑(圖h)。其原因是搭接率過大導(dǎo)致單位面積熱輸入急劇增加,導(dǎo)致粉末過燒,熔池內(nèi)液態(tài)金屬運動劇烈,熔覆層嚴重氧化,甚至剝落,最終導(dǎo)致熔覆層成形質(zhì)量急劇下降。另外,還可以觀察到熔覆尾部發(fā)藍,進一步證明熔池溫度急劇上升。
#Part.03
激光熔覆工藝檢測
基于上述內(nèi)容可以得出結(jié)論,涂層的表面形貌變化可以有效反應(yīng)激光熔覆工藝質(zhì)量。準確監(jiān)測涂層質(zhì)量,嚴格控制工藝參數(shù),有助于提升部件的耐磨性和耐腐蝕性。
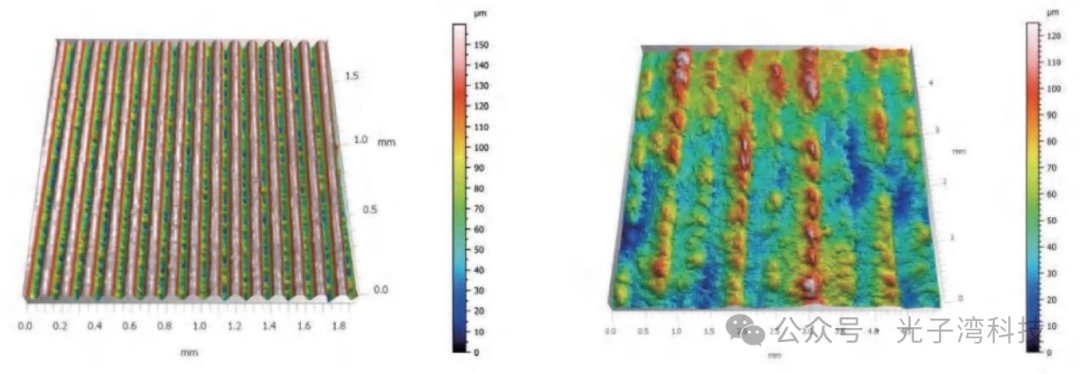
美能光子灣3D顯微鏡激光加工材料(左)、激光熔覆(右)形貌
#ME-PT3000
美能光子灣3D共聚焦顯微鏡
美能光子灣3D共聚焦顯微鏡是一款用于對各種精密器件及材料表面,可應(yīng)對多樣化測量場景,能夠快速高效完成亞微米級形貌和表面粗糙度的精準測量任務(wù),提供值得信賴的高質(zhì)量數(shù)據(jù)。
- 超寬視野范圍,高精細彩色圖像觀察
- 提供粗糙度、幾何輪廓、結(jié)構(gòu)、頻率、功能等五大分析功能
- 采用針孔共聚焦光學(xué)系統(tǒng),高穩(wěn)定性結(jié)構(gòu)設(shè)計
提供調(diào)整位置、糾正、濾波、提取四大模塊的數(shù)據(jù)處理功能
綜上所述,激光熔覆技術(shù)憑借其低稀釋度、高結(jié)合力、組織致密等優(yōu)勢,在材料表面改性和修復(fù)方面展現(xiàn)出了巨大的潛力。通過對激光功率、沉積速度、送粉速度和重疊率等工藝參數(shù)的精確控制,可以有效優(yōu)化熔覆層的表面形貌,從而提升部件的耐磨性和耐腐蝕性。美能光子灣3D共聚焦顯微鏡作為一種先進的檢測工具,其超寬視野范圍、高精細彩色圖像觀察和多種分析功能,為激光熔覆工藝的質(zhì)量監(jiān)測提供了有力支持。未來,隨著技術(shù)的不斷進步和創(chuàng)新,激光熔覆技術(shù)結(jié)合先進的檢測手段,必將在更廣泛的領(lǐng)域發(fā)揮重要作用,推動相關(guān)產(chǎn)業(yè)的持續(xù)發(fā)展。
*特別聲明:本公眾號所發(fā)布的原創(chuàng)及轉(zhuǎn)載文章,僅用于學(xué)術(shù)分享和傳遞行業(yè)相關(guān)信息。未經(jīng)授權(quán),不得抄襲、篡改、引用、轉(zhuǎn)載等侵犯本公眾號相關(guān)權(quán)益的行為。內(nèi)容僅供參考,如涉及版權(quán)問題,敬請聯(lián)系,我們將在第一時間核實并處理。
-
激光
+關(guān)注
關(guān)注
21文章
3688瀏覽量
69769 -
3D
+關(guān)注
關(guān)注
9文章
3016瀏覽量
115391 -
顯微鏡
+關(guān)注
關(guān)注
0文章
764瀏覽量
25550
發(fā)布評論請先 登錄
激光熔覆技術(shù)在表面修復(fù)中的應(yīng)用詳述
高速激光熔覆知識及覆過程中存在常見問題分析


渦輪盤的激光熔覆修復(fù)及渦輪葉片激光熔覆修復(fù)工藝

激光熔覆技術(shù)在鋼鐵冶金行業(yè)的應(yīng)用

什么是激光熔覆技術(shù)?如何應(yīng)用呢?
8分鐘了解什么是激光熔覆技術(shù)及其特點和應(yīng)用




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論