 斜床身數控車床和平床數控車床的區別
斜床身數控車床和平床數控車床的區別

機床布局對比
平床身數控車床的兩根導軌所在平面與地平面平行。斜床身數控車床的兩根導軌所在平面則與地平面相交,成一個斜面,角度有30°,45°,60°,75°之分。從機床側面看,平床身數控車床的床身呈四方形,斜床身數控車床的床身呈直角三角形。很明顯,在相同導軌寬度的情況下,斜床身的X向拖板比平床身的要長,應用在車床的實際意義是可以安排更多的刀位數。
切削剛性對比
斜床身數控車床的截面積要比同規格平床身的大,即抗彎曲和抗扭能力更強。斜床身數控車床的刀具是在工件的斜上方往下進行切削,切削力與工件的重力方向基本一致,所以主軸運轉相對平穩,不易引起切削振動,而平床身數控車床在切削時,刀具與工件產生的切削力與工件重力成90°,容易引起振動。
加工精度對比
數控車床的傳動絲桿是高精度的滾珠絲桿,絲桿與螺母之間的傳動間隙很小,但也不是說沒有間隙,而只要有間隙,當絲桿向著一個方向運動后再反向傳動時,難免會產生反向間隙,有反向間隙就會影響數控車床的重復定位精度,從而影響加工精度。斜床身數控車床的布局直接可以影響X方向滾珠絲桿的間隙,重力直接作用于絲桿的軸向,使傳動時的反向間隙幾乎為零。平床身數控車床的X方向絲桿不受軸向重力影響,間隙無法直接消除。這就是設計給斜床身數控車床帶來的先天精度優勢。
排屑能力對比
由于重力的關系斜床身數控車床不易產生纏繞刀具,利于排屑;同時配合中置絲桿和導軌防護鈑金,可以避免切屑在絲桿和導軌上堆積。斜床身數控車床一般都配置自動排屑機,可以自動清除切屑,增加工人的有效工作時間。平床身的結構很難加設自動排屑機。
自動生產化對比
機床刀位數的增加,自動排屑機的配置,實際上都是為自動化生產打基礎。一人值守多臺機床,一直是機床發展的方向。斜床身數控車床再增設銑削動力頭、自動送料機床或者機械手,自動上料,一次裝夾完成所有的切屑工序,自動下料,自動排屑,就成了工作效率極高的自動數控車床。平床身數控車床的結構在自動化生產方面處于劣勢。雖然斜床身數控車床全面比平床身數控車床先進,不過市場占有率卻遠遠落后。平床身數控車床容易生產等優點占據著數控車床90%以上的市場份額
審核編輯 :李倩
-
刀具
+關注
關注
0文章
46瀏覽量
9864 -
數控車床
+關注
關注
2文章
80瀏覽量
17358
原文標題:斜床身數控車床和平床數控車床有什么區別?
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
破界·共生 | 疆鴻智能一關打通MODBUS與PROFIBUS,喚醒車間數據潛能

車床產線互聯關鍵:Profinet轉Modbus網關技術解析

機器人內部零配件的生產加工廠從哪找?
數控機床的物聯網智慧管理解決方案

數控機床物聯網平臺有哪些推薦?哪個好用?
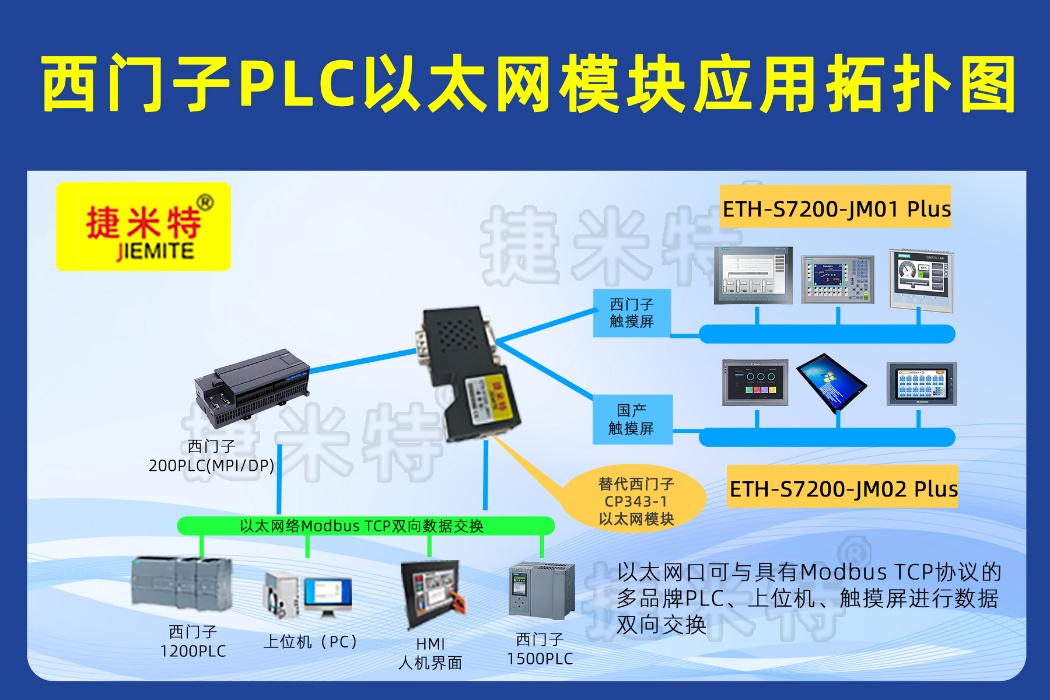
西門子PLC跨代通訊:SMARTS7-200與S7-1500以太網模塊組網控制數控機床
靠這招!車床不再突發停機,維修成本直降 30%

工業智能網關支持采集數控機床嗎
探秘高速電主軸在數控機床中的關鍵賦能作用





 工商網監
工商網監
評論