 電子發燒友App
電子發燒友App



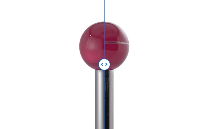
三坐標測量機的測量精度和工作效率與測針的校準和選擇緊密關聯,在進行測量工作之前必須要合理的選擇測針和對測針準確的校準,因為測針的測球有自己的尺寸,而測量零件的不同位置可能是用測球的不同位置去接觸零件的,因此,測量的數據中含有測球自己的數值,而測針校準就是測量測球自己尺寸大小的過程。特別是校準不同長度和位置的測針時測球校準結果球度誤差的大小對測量結果的影響至關重要。
三坐標測針的分類
1、球形測針
是簡單的一種測針,適用于尺寸,形位,坐標測量等大多數檢測應用場合,球直徑普通為0.3-8.0mm,材料主要使用硬度高,耐磨性強的工業用紅寶石;是應用最廣泛的測針類型。球形測針:是簡單的一種測針,適用于尺寸,形位,坐標測量等大多數檢測應用場合,球直徑普通為0.3-8.0mm,材料主要使用硬度高,耐磨性強的工業用紅寶石;是應用最廣泛的測針類型。球形測針:是簡單的一種測針,適用于尺寸,形位,坐標測量等大多數檢測應用場合,球直徑普通為0.3-8.0mm,材料主要使用硬度高,耐磨性強的工業用紅寶石;是應用最廣泛的測針類型。
2、星形測針
是由四個或五個紅寶石測球系統牢固的安裝在一個不銹鋼星星測針座上,這類測針可用于測量各種不同的形體結構,是針對復雜形體和孔的多測尖檢測;其校正運用多個測頭,所以可以使測頭活動最小化,并測量旁邊面的孔或槽等;運用和球形測頭一樣的辦法進行校正。
3、柱形測針
應用于柱形的旁邊面,測量薄斷面間的尺寸、曲線形狀或加工的孔等;只對柱形的斷面偏向的測量有用,軸偏向上測量狀況不良(圓柱形的底部加工成和柱形軸齊心的球容貌時,在軸偏向上的測量也能夠);運用柱形測量高度時,柱形軸和三坐標測量機軸要一致(普通最好在統一斷面內進行測量)。
4、盤形測針
在球的中間鄰近截斷做成的盤容貌的測頭;盤形斷面的形象由于是球,所以校正道理和球形測頭一樣;應用外側直徑局部或厚度局部進行測量;應用于星型測針無法觸及的孔、內退刀槽和凹槽,如瓶頸面間的尺寸,槽的寬或形狀等;應用環規校正較便當。
5、專用測針
用于螺紋牙型、薄截面材料、對刀和其他專用的測量場合。
6、尖測針
普通的XY測量時不運用;用于測量精度低的螺絲槽,標示的點或裂紋劃痕等;比起運用具有半徑的點式測頭的狀況,能夠精細的進行校正,用于測量十分小的孔等;專用于螺紋牙型、特定點及刻劃線的檢測。
7、陶瓷空心球形測針
是檢測X、Y和Z向深位特性和孔的理想選擇,只需要標定一個球;也可用于外表粗拙的工件的測量。
三坐標測針的選用
1、測球的選擇
優先選擇球徑較大的測針,測球直徑大就會減小被測表面紋路粗糙對精度造成的影響,測球直徑越大,圓度就越好,測桿就越粗,測力變形也就越小,其曲面半徑就大一些,接觸變形就會更小,球徑與測針桿之差也就越大,在測量工件時碰到測桿的機率就比小球徑的測針要小得多。
2、測桿的選擇
測量精度隨著測桿長度的增加而降低因此要盡量選擇具有最大剛度、盡可能短而粗的測桿才是正確的做法。雖然測桿并不會直接引起特定的誤差,但測桿長度會將誤差放大。測桿的撓性也會放大預行程的變化。陶瓷測桿通常可用于既需要性好,又要求重量輕的測量任務。同樣,碳纖維通常也可用于制造很長的測桿。
3、連接點的選擇
由于測針與加長桿連接在一起時會引入了微觀彎曲和變形點,因此在配置測針時應該盡量減少連接點,盡可能減少接長桿的連接數目以減小累積誤差。
4、測量孔徑時的選擇
對于10mm以上的孔徑,要是孔不長,用φ2、φ3,φ4mm的測針都是一樣的,要是孔很長且要打全的話,那就要首選4mm的測針了,這樣測就不容易碰桿。另外,測量平面度時為減少表面微觀不平度的影響,也要優先選擇大球徑測針。
5、測頭的校正
測頭校正是保證測量精度的基礎,在測頭校正過程中引起誤差的主要因素有:測桿的彎曲變形,測頭校正時觸測點位置,測力,觸測速度和探測距離等,測力越小精度越低,應選用一定的測力和測速進行校正,同時選用合適的探測距離,以保證校正精度。










































 工商網監
工商網監
評論