 電子發燒友App
電子發燒友App



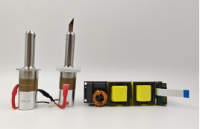
和金屬加工一樣,塑料模制件也可以壓邊。通過超聲波壓邊將塑料件連接到其他材料零件。超聲波壓邊/折邊/壓型/型鍛與超聲鉚接類似,只是外形比較大,不是鉚釘形。
?
超聲波壓邊原理如圖一所示。超聲波壓邊的基本原理是通過超聲波振動熔化和塑料隆起部鎖定另一個工件。在超聲波壓邊過程中,應提前觸發,以確保焊頭與側壁接觸時的塑料熔化。一旦塑料熔化,向下力通過焊頭中的凹口將塑料翻轉到鎖定工件上。在熔化部分冷卻和凝固之前,需要保持大壓力,以防止彈性記憶。配對工件一旦冷卻就會被鎖定。
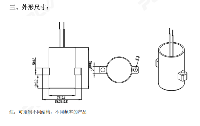
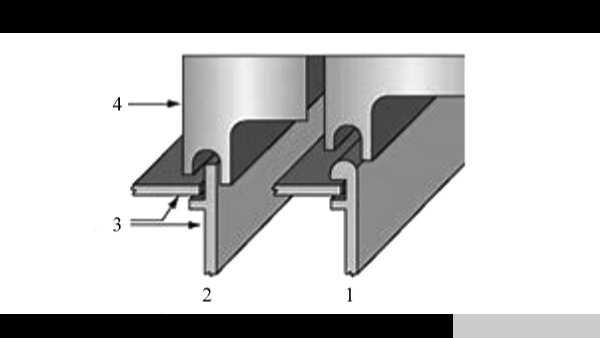 圖一 超聲波壓邊原理
圖一 超聲波壓邊原理
1 — 壓邊后 ; 2 — 壓邊前 ; 3 — 工件 ; 4 — 焊頭
超聲波壓邊運行機制超聲波壓邊工具——焊頭或成型模/壓模。焊頭表面決定了塑料熔化和流動的方式及最終壓邊的形狀。焊頭壓力和超聲波振動迫使熔化塑料流入焊頭中的空腔。凝固后零件重新成形為所需的形狀。超聲波壓邊過程中應考慮遵循以下的一般指導原則:可控速度、大的初始啟動壓力開始冷成形塑料;超聲波能量預先觸發以便振動焊頭接觸材料時立即開始熔化塑料;采用大的保持壓力有助于克服材料記憶。
超聲波壓邊分為內壓邊(內壁整形)和外壓邊(外壁整形)兩類(見圖二、圖三)。最常見的是外壓邊。?
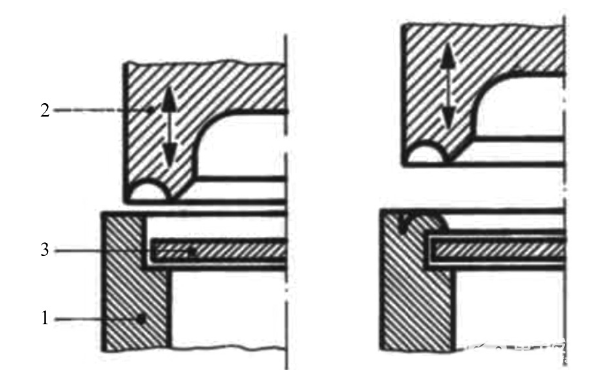 圖二 內壓邊(金屬板與塑料殼相連)
圖二 內壓邊(金屬板與塑料殼相連)
1 — 塑料殼 ; 2 — 超聲波焊頭 ; 3 — 待固定金屬板
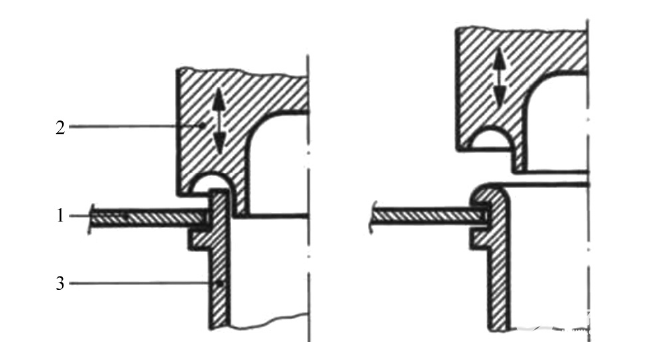
圖三 外壓邊(塑料管與罐底相連)
1 — 金屬底 ; 2 — 超聲波焊頭 ; 3 — 待連接管端
?
審核編輯人:鄢夢凡
?






















































 工商網監
工商網監
評論