 羅克韋爾 SLC500?系列 PLC?借助以太網通訊處理器實現與 MCGS?觸摸屏通訊的配置案例(精密測量室場景)
羅克韋爾 SLC500?系列 PLC?借助以太網通訊處理器實現與 MCGS?觸摸屏通訊的配置案例(精密測量室場景)


一、改造背景
某高端制造企業精密測量室采用羅克韋爾SLC 5/04(1747-L542)PLC作為三坐標測量儀、影像測量儀、激光測徑儀等精密檢測設備的運動控制、測量工序聯動、環境控制核心,原系統通過DH485串口連接簡易數顯屏,僅能顯示設備啟停狀態與簡單測量結果。隨著產品質量管控要求提升,原有系統無法滿足測量精度、環境溫濕度、設備運動坐標、測量數據溯源等多參數實時監控需求,且SLC500本體無以太網口,無法將測量數據上傳至企業質量追溯系統。更換整套精密測量控制系統成本高昂,且需重新進行設備校準認證。最終采用捷米特JM-ETH-AB以太網通訊模塊,實現老款PLC低成本以太網升級,對接MCGS觸摸屏與企業質量數據管理平臺,兼顧測量精度與數據數字化需求。

二、方案設計
1.硬件拓撲
主控PLC:AB SLC 5/04(1747L542),DH485接口
觸摸屏:MCGS觸摸屏,用于現場精密測量工藝監控、測量程序選擇、環境參數監測、測量數據顯示與報警
以太網模塊:捷米特JM-ETH-AB 工業以太網通訊處理器
網絡設備:工業百兆防靜電交換機,精密測量室質量管控網段192.168.40.0/24
上位機:企業質量追溯計算機,用于測量數據歸檔、精度分析、質量報表生成、檢測結果溯源
2.接口連接
JM-ETH-AB的DH485端子接入精密測量設備控制DH485總線,站號設為6,波特率9600bps(適配精密測量設備低速高穩定通訊需求)
模塊RJ45口接入工業防靜電交換機,IP:192.168.40.66,掩碼255.255.255.0
MCGS觸摸屏配置同網段IP,通過以太網驅動讀取模塊映射的精密測量與環境參數
企業質量追溯系統通過ModbusTCP協議采集測量尺寸、形位公差、環境溫濕度、設備校準狀態等關鍵質量參數
三、JM-ETH-AB通訊處理器參數配置
設置DH485站號6,數據刷新周期12ms,掃描N7、F8、N10數據區,對應測量參數、環境數據與校準信息
配置EtherNet/IP實例,將測量精度、設備運動坐標、溫濕度等關鍵參數映射到CIP地址段,開啟數據校驗功能
配置ModbusTCP映射,將N7:F8數據區的測量尺寸、形位公差等高精度數據映射到40001開始的保持寄存器,保留6位小數精度
下載配置至模塊,RUN燈常亮、COMM燈慢閃表示通訊穩定,模塊進入精密測量數據傳輸模式
四、MCGS觸摸屏畫面組態
打開MCGS組態軟件,新建精密測量室監控項目,選擇高精度數據傳輸以太網驅動
添加以太網設備,指向JM-ETH-AB模塊 IP:192.168.40.66,配置高精度數據通訊參數
建立監控標簽:測量尺寸、形位公差、設備運動坐標、環境溫度、環境濕度、設備校準狀態、測量程序運行狀態、超差報警
組態精密測量工藝流程畫面、測量數據實時顯示界面、溫濕度變化曲線、超差報警彈窗、操作員權限管理、測量數據本地存儲界面
下載組態工程至MCGS觸摸屏,現場測試數據刷新<20ms,測量數據傳輸無精度損失,滿足精密測量室高精準、高穩定監控要求
五、企業質量追溯平臺對接驗證
質量追溯平臺通過ModbusTCP(端口 502)定時讀取測量原始數據、環境參數、設備狀態,數據上傳精度保留6位小數
從質量追溯平臺下發產品檢測任務、測量精度閾值、設備校準周期到PLC,實現精密測量參數遠程設定
通訊響應平均<10ms,連續48小時高精度數據傳輸無偏差、無丟包,滿足精密測量室 1?秒級質量監控與數據溯源要求
測量數據超差或環境參數超出允許范圍時,系統自動記錄事件日志,關聯產品批次、檢測設備與操作員信息,支持測量數據歷史查詢、質量分析報表生成與產品全生命周期溯源
六、PLC 程序修改
捷米特JM-ETH-AB模塊對原精密測量PLC控制系統完全透明,僅在梯形圖中增加少量數據傳送與精度校準標志位指令,用于標記測量數據上傳與超差報警觸發,無需改動原有精密測量設備的運動控制、工序聯動與環境控制邏輯,設備停機改造時間僅1.5小時,且改造后無需重新進行設備精度校準,對精密測量工作無影響。

七、經驗總結
JM-ETH-AB模塊支持雙協議棧同時運行,兼顧EtherNet/IP本地高精度通訊與ModbusTCP遠程數據傳輸,完美適配MCGS觸摸屏現場監控與企業質量追溯平臺遠程數據采集的需求,且數據傳輸無精度損失
模塊直接接入原有DH485控制總線,不占用PLC槽位,不改變原精密測量系統的硬件連接與控制邏輯,適配精密測量室高穩定性、低改造風險的要求
模塊支持高精度數據傳輸與通訊抗干擾設置,適配精密測量室對環境與數據傳輸的高要求,且支持Web遠程診斷,可遠程排查通訊故障,不影響測量室潔凈環境
低成本、快部署的升級方案,完美解決老款SLC500 PLC無以太網口、無法接入企業質量追溯系統的痛點,實現精密測量數據的數字化、可溯源,大幅提升產品質量管控水平
審核編輯 黃宇
-
處理器
+關注
關注
68文章
20311瀏覽量
254167 -
以太網
+關注
關注
41文章
6116瀏覽量
181398 -
plc
+關注
關注
5053文章
14726瀏覽量
488077
發布評論請先 登錄
羅克韋爾 SLC500?系列 PLC?借助以太網通訊處理器實現與威綸觸摸屏通訊的配置案例(氫能生產場景)

羅克韋爾 SLC500 PLC 通過以太網通訊處理器與威綸觸摸屏氫能生產監控配置實例

歐姆龍 CJ2 PLC?借助以太網通訊模塊與上位機通訊實現威綸觸摸屏監控 AGV/AMR?搬運的應用配置案例

西門子 S7-300 PLC?借助于 MPI?以太網通訊模塊與上位機通訊實現觸摸屏監控快遞分揀中心的應用配置案例

羅克韋爾MicroLogix1000/SLC500/PLC-5系列PLC借助以太網模塊同時與上位機和觸摸屏、變頻器高效通訊案例


基于以太網模塊實現羅克韋爾MicroLogix1000/SLC500/PLC-5與上位機、觸摸屏及變頻器的高效通訊方案
羅克韋爾SLC500系列PLC借助AB以太網通訊處理器實現與AB觸摸屏通訊的配置案例
基恩士KV系列PLC借助于以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

施耐德M200 PLC借助于以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

三菱FX3S PLC借助于PLC以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

西門子PLC助力焊接生產線升級:S7-300與S7-1200以太網通訊及HMI集成方案

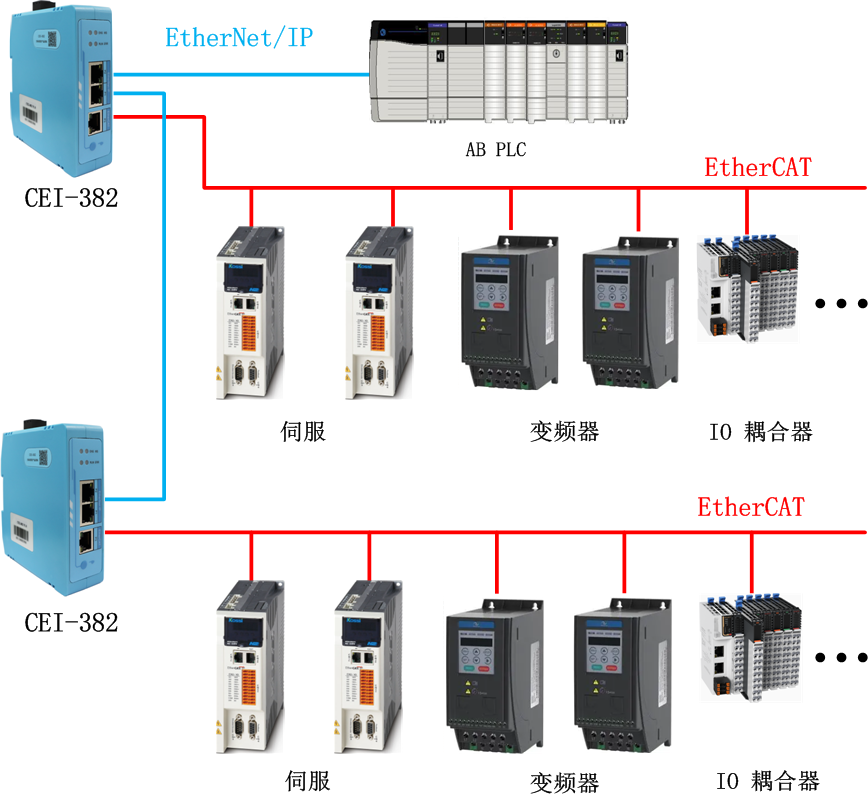
EtherCAT轉EtherNet/IP網關CEI-382實現羅克韋爾PLC與和利時伺服電機通訊



 工商網監
工商網監
評論