 羅克韋爾SLC500系列PLC借助AB以太網通訊處理器實現與AB觸摸屏通訊的配置案例
羅克韋爾SLC500系列PLC借助AB以太網通訊處理器實現與AB觸摸屏通訊的配置案例


一、改造背景
某國企電氣車間負責牽引變流柜出廠前6小時老化測試,測試臺架采用AB SLC 5/04 PLC(1747-L542)作邏輯核心,通過DH-485總線與1747-UIC適配器連接,上位僅有一臺PanelView 550(2711-B5A2)單色觸摸屏,用于設定電壓、電流及顯示溫度曲線。隨著產能提升,車間新增一條并行測試線,并計劃將測試數據實時接入MES,實現“無紙化”追溯。然而SLC 5/04本體只有9-Pin DH-485口,無以太網口,無法與新PV Plus 600(2711P-T6C20D)以及MES交換機直接互聯;若把整套PLC換為CompactLogix,不僅投資大,還需重新做CE認證,影響交貨節點。綜合比較后,車間決定采用“遠創智控”推出的YC8000-AB以太網通訊模塊,讓老PLC通過以太網與PV Plus及第三方MES同時通訊,實現“老設備+新網絡”的低成本升級。

二、方案設計
1. 硬件拓撲
·主控PLC:AB SLC 5/04(1747-L542)+ 1747-M13內存模塊,已帶DH-485口
·觸摸屏1:舊PanelView 550,保留作為本地備份
·觸摸屏2:新PV Plus 600(2711P-T6C20D),帶10/100M以太網口
·協議轉換器:遠創智控YC8000-AB工業以太網通訊模塊,導軌安裝,24VDC供電
·網絡設備:Hirschmann OCTOPUS 8M-EEC工業交換機,MES網段192.168.10.0/24
·上位機:Dell OptiPlex 7090,安裝FactoryTalk View SE,用于數據歸檔
2. 接口連接
·YC8000-AB工業以太網通訊模塊的“DH-485”端子直接并接在原有1747-UIC總線末端,波特率默認19.2kbps,站號設為3
·YC8000-AB的RJ45口接入交換機,IP設為192.168.10.38,子網掩碼255.255.255.0,網關指向192.168.10.1
·PV Plus 600 IP設為192.168.10.40,通過EtherNet/IP驅動訪問YC8000-AB工業以太網通訊模塊映射出的CIP實例
·MES工作站通過Modbus-TCP(YC8000-AB內置雙協議棧)讀取PLC寄存器,端口502
三、YC8000-AB工業以太網通訊處理器參數配置
1.上電后,用USB-C口連接YC8000-AB,打開“YC Configurator”軟件,選擇“SLC DH-485→EtherNet/IP+Modbus-TCP”模板
2.在“DH-485 Station”頁,填入SLC站號3,掃描長度32字,刷新周期10ms
3.在“EtherNet/IP”頁,新建Assembly Instance 101,映射PLC的N7:0–N7:31共32整數到CIP地址%I101
4.在“Modbus-TCP”頁,勾選“Zero Offset”,把N7:0–N7:31映射到40001–40032,保持寄存器類型03
5.點擊“Download”,模塊重啟后RUN燈常綠,COMM燈閃爍說明已和SLC完成數據交換
四、PV Plus 600畫面組態
1.打開FactoryTalk View Studio ME,新建項目“TestBench_2025”
2.在“Communication”下添加“EtherNet/IP”驅動,IP指向192.168.10.38,CIP實例填寫101,長度32字

3.建立標簽:
·Voltage_Set(%I101:0/0–%I101:0/15)→N7:0
·Current_Set(%I101:1)→N7:1
·Temp1(%I101:2)→N7:2
·Start_Test(%O101:0/0)→N7:10/0
4.畫面放置Numeric Input、Bar Graph及Trend,下載到PV Plus 600,重啟后數據刷新周期<200ms,滿足實時性要求
五、MES對接驗證
1.MES軟件采用C#開發,通過NModbus庫連接192.168.10.38:502
2.定時讀取40001–40008,獲取電壓、電流、溫度、運行狀態
3.寫入40020,下發“測試批號”,PLC程序中把N7:20轉存至ST10:0,供打印貼標
4.Wireshark抓包顯示,Modbus-TCP平均響應時間8ms,無丟包,滿足MES 1s周期采樣要求
六、PLC程序修改
由于YC8000-AB以太網通訊模塊對SLC側完全透明,僅需在原有梯形圖末尾增加一條MOV指令,把測試完成標志N7:11/0置位,即可同時被PV Plus與MES讀取,無需更改地址映射,減少停機風險。
七、經驗總結
1.遠創智控YC8000-AB以太網通訊模塊內置雙協議棧,讓SLC500一次升級即可支持EtherNet/IP與Modbus-TCP,兼顧HMI與MES兩種需求
2.模塊采用DH-485硬件接口,無需占用PLC槽位,對原系統零影響
3.通過Web即可遠程診斷,支持在線固件升級,后期維護方便
4.案例表明,對于預算有限、停機窗口短的電氣車間,采用協議轉換器實現“以太網最后一公里”是經濟、快速且可靠的解決方案
審核編輯 黃宇
-
處理器
+關注
關注
68文章
20255瀏覽量
252295 -
以太網
+關注
關注
41文章
5998瀏覽量
180848 -
羅克韋爾
+關注
關注
2文章
300瀏覽量
16244
發布評論請先 登錄
基于以太網模塊實現羅克韋爾MicroLogix1000/SLC500/PLC-5與上位機、觸摸屏及變頻器的高效通訊方案
三菱FX系列PLC+FX以太網通訊處理器:上位機通訊應用案例

三菱Q?03UDE PLC借助以太網通訊處理器與讀卡器通訊的配置案例

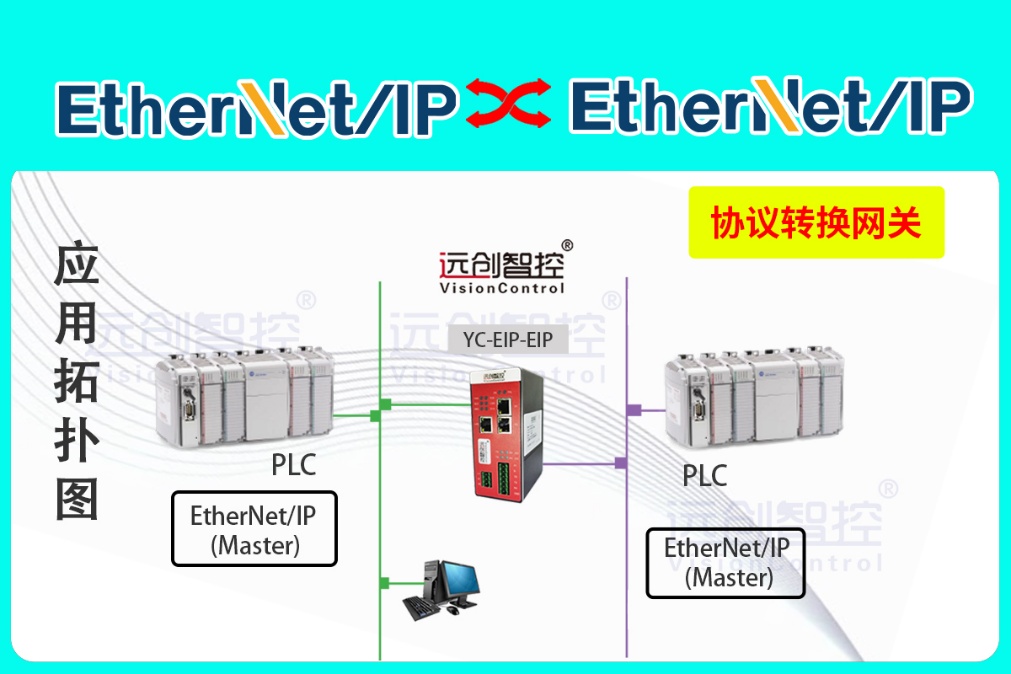
EtherNet/IP轉EtherNet/IP協議轉換網關實現羅克韋爾PLC與匯川PLC通訊的配置案例
西門子?S7-200 SMART PLC借助于PPI以太網通訊處理器與西門子觸摸屏通訊的應用配置案例

基恩士KV系列PLC借助于以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

基恩士KV系列PLC+以太網模塊:上位機與觸摸屏監控配置案例

施耐德M200 PLC借助于以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

三菱FX3S PLC借助于PLC以太網通訊模塊與上位機通訊實現觸摸屏監控的應用配置案例

plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

西門子PLC助力焊接生產線升級:S7-300與S7-1200以太網通訊及HMI集成方案

如何實現羅克韋爾PLC與和利時伺服電機通訊-EtherCAT轉EtherNet/IP
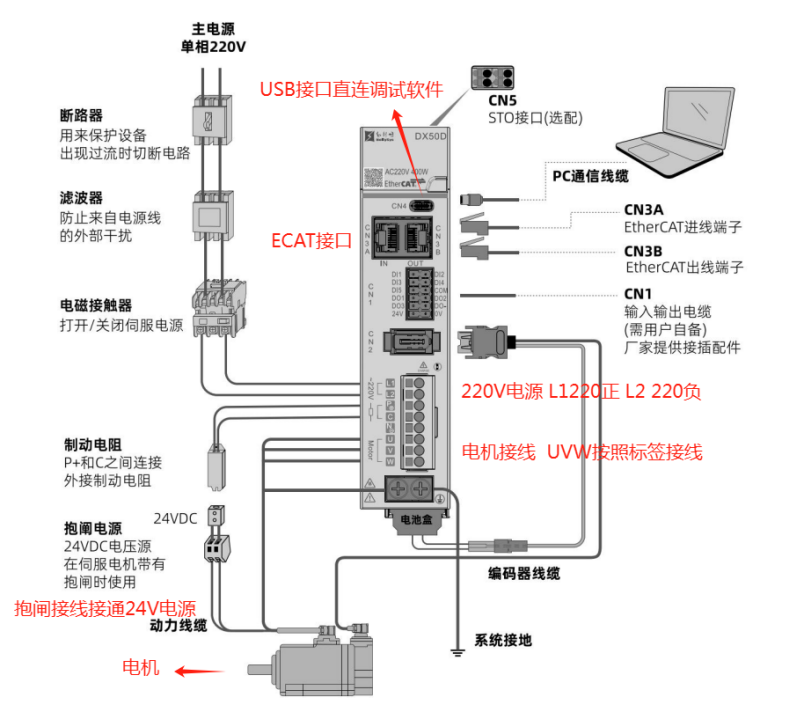
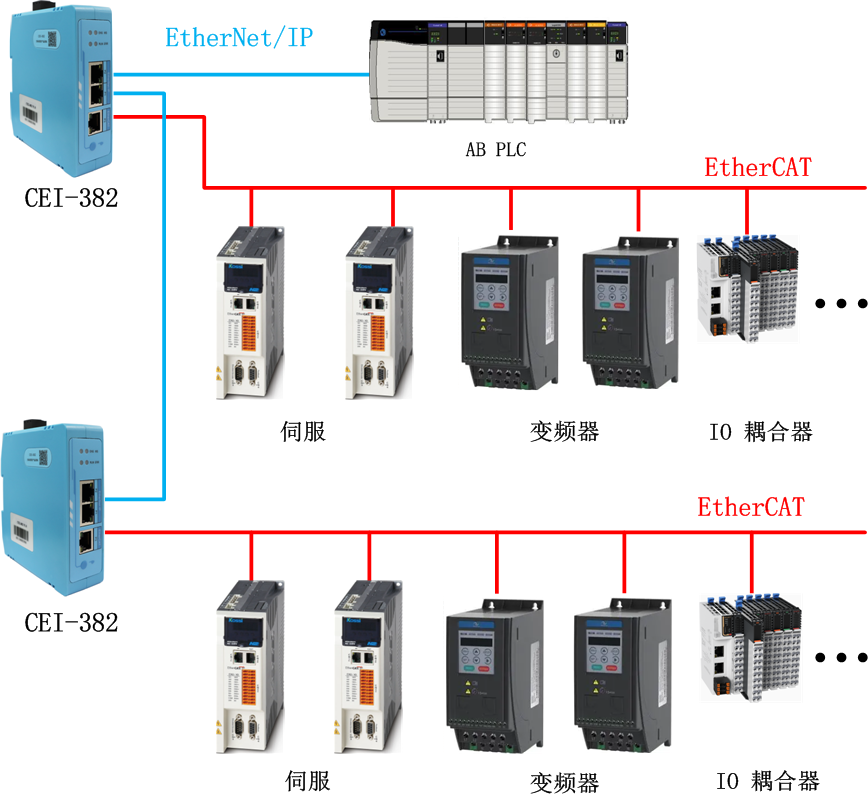
EtherCAT轉EtherNet/IP網關CEI-382實現羅克韋爾PLC與和利時伺服電機通訊
MCGS觸摸屏與西門子S7系列PLC以太網通信




 工商網監
工商網監
評論