 西門子 PLC 賦能 3D 打印產線:S7-300 與 S7-1500 以太網通訊及 HMI 集成落地
西門子 PLC 賦能 3D 打印產線:S7-300 與 S7-1500 以太網通訊及 HMI 集成落地

一、行業痛點
在 3D 打印(增材制造)生產線上,西門子 S7-300 系列 PLC 長期作為核心控制單元,負責打印原料上料、成型打印、后處理打磨、成品檢測等全流程的邏輯控制與工序聯動,但其原生僅配備 9 針 MPI/DP 口,無以太網通訊能力,且無標準化 485 拓展接口,在產線智能化升級過程中暴露出諸多問題:
1.無法與后期新增的 S7-1500 PLC 實現高速數據交互,打印參數校準、成型溫度監測、成品精度檢測等工序的核心數據無法實時同步,產線節拍受限于低速通訊,影響 3D 打印的成型效率與精度一致性;
2.上位機只能通過 CP5612 卡走 MPI 協議進行數據采集,通訊速率僅 187.5kbit/s,產線全天的打印工藝參數、設備運行數據備份耗時超 60 分鐘,產品工藝追溯與設備故障溯源效率低下;
二、解決方案
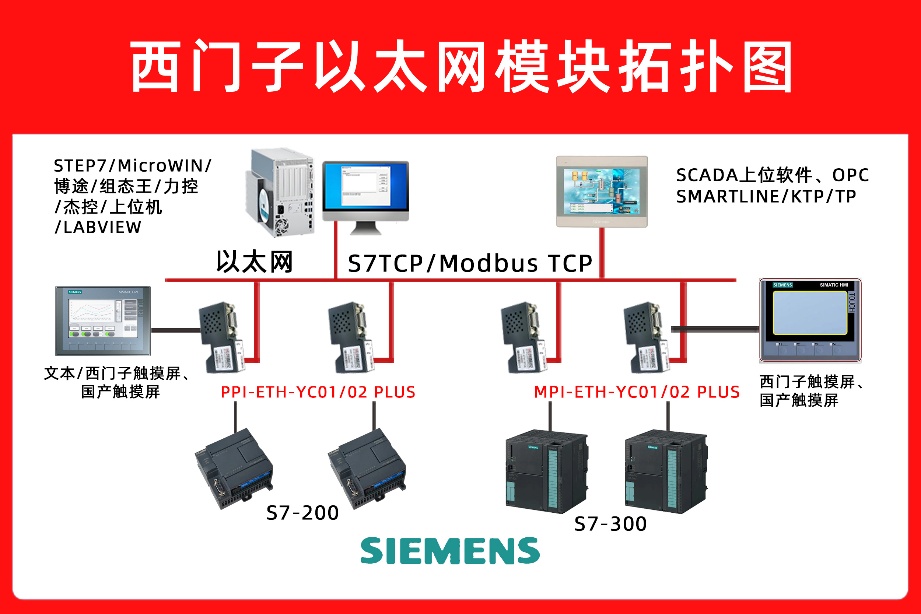
遠創智控推出的 MPI-ETH-YC02 Plus 以太網通訊處理器,以 0 改動、0 編程、0 停機的三零核心優勢,精準解決 3D 打印(增材制造)產線的通訊與設備拓展痛點。該模塊可直接將 S7-300 的 9 針 MPI/DP 口轉換為標準 10/100M 以太網口,同時集成標準 485 通訊拓展口,支持 Modbus-RTU 協議,可直接對接產線各類 485 接口外設,還保留 DB9 母口適配原有西門子觸摸屏,實現產線 “一網到底 + 485 外設無縫接入” 的通訊架構,打通 S7-300、S7-1500、上位機、現場 HMI 與 485 智能設備的高速數據通道。
三、硬件清單
·主控制器 1:西門子 S7-300CPU(負責 3D 打印產線總工序邏輯控制與多設備聯動)
·主控制器 2:西門子 S7-1500 CPU(負責打印成型精準控制、成品三維檢測等細分工序閉環控制)
·以太網模塊:遠創智控 MPI-ETH-YC02 Plus 以太網通訊模塊(帶 485 拓展接口)
·觸摸屏 1:西門子 KTP700 Basic,6AV2123-2GB03-0AX0(原料上料與送料工序,連接模塊 DB9 母口)
·觸摸屏 2:西門子 KTP900,6AV2123-2JB03-0AX0(3D 成型打印工序,通過以太網直連交換機)
·觸摸屏 3:西門子 TP1200 Comfort,6AV2124-0MC01-0AX0(后處理與成品檢測工序,以太網組網接入)
·485 接口設備:溫濕度傳感器(車間環境監測)、料位檢測儀(打印原料倉監測)、伺服送料器(原料精準輸送)、壓力變送器(打印平臺壓力監測)
·上位機:研華工控機 IPC-610L,WINCC V7.5+KepWareOPC6.9(產線數據采集、監控、歸檔與 485 設備參數遠程調控)
·網絡拓撲:工業環網 + RSTP 冗余協議,千兆匯聚層組網,保障以太網通訊穩定性;485 總線采用手拉手布線方式,適配 Modbus-RTU 協議,保障外設數據傳輸可靠

四、安裝與接線
1.產線停機斷電 5 分鐘后,將 MPI-ETH-YC02 Plus 以太網通訊模塊的 DB9精準插入 S7-300PLC 的 MPI/DP 口,旋緊固定螺釘,防止設備運行震動導致接觸不良;
2.采用屏蔽超五類工業網線,將模塊的 RJ45 以太網口連接至赫斯曼 OCTOPUS8M-POE 交換機的千兆端口,做好網線屏蔽接地處理,避免 3D 打印設備電磁干擾影響通訊;
3.西門子 KTP700 Basic 觸摸屏通過 Profibus 專用電纜連接至模塊的 DB9 母口,實現上料工序的本地控制;其余西門子 KTP900、TP1200 Comfort 觸摸屏通過以太網口直連工業交換機,組成分布式 HMI 控制網絡;
4.S7-1500 PLC 自帶的以太網口直接接入工業交換機,與 S7-300PLC 形成以太網高速通訊鏈路,實現打印工藝參數與檢測數據的實時交互;
5.將產線溫濕度傳感器、料位檢測儀等 485 接口設備,通過屏蔽雙絞線手拉手連接至 MPI-ETH-YC02 Plus 模塊的 485 拓展口,做好總線終端電阻匹配(120Ω),防止信號反射;
6.研華工控機配置雙網卡,一網卡接入產線內部監控環網,負責 PLC、HMI 與 485 設備的數據采集和參數調控,另一網卡接入工廠 MES 系統,實現 3D 打印產線生產數據、工藝參數與企業管理系統的安全隔離傳輸。
五、參數配置
步驟一:MPI-ETH-YC02 Plus 以太網通訊處理器側
·撥碼開關 SW1 按產線通訊需求設置:1-ON、2-ON、3-OFF,匹配 S7-300PLC 的 MPI 通訊波特率,同時撥碼開啟 485 通訊功能,設置波特率 9600bps、數據位 8、停止位 1、無校驗,適配 Modbus-RTU 協議標準;
·打開 NetDeviceV3.4 軟件,搜索并匹配以太網模塊,設置模塊固定 IP:192.168.3.30,子網掩碼 255.255.255.0,網關 192.168.3.1,與產線網絡段匹配;
·在 “S7-TCP 設置” 界面,配置本地 TSAP 為 05.02,遠程 TSAP 為 05.00,對應 S7-300CPU417 的槽號 2,保障 S7-TCP 協議通訊匹配;
步驟二:S7-1500 側
·在 TIAPortal V17 編程軟件中,對 S7-1500 CPU 進行參數配置,激活 “允許 PUT/GET” 功能,設置 CPU 固定 IP:192.168.3.20;
·進入 “設備與網絡” 配置界面,添加新的 S7-TCP 連接,伙伴類型選擇 “未指定”,本地 TSAP 設置為 05.00,遠程 TSAP 設置為 05.02,與以太網模塊參數精準匹配;
·調用 TSEND/TRCV 指令塊,編寫通訊程序,使能 S7-1500 與 MPI-ETH-YC02 Plus 模塊的 13 字節循環數據交換,保障 3D 打印核心工藝參數的實時同步,滿足成型精度控制要求;
·配置 HMI 畫面刷新周期為 200ms,適配 3D 打印高速生產的實時監控需求,實現打印參數、設備狀態、485 外設采集數據的即時顯示;歷史數據歸檔頻率設置為 1Hz,保障打印工藝參數、設備運行數據、環境監測數據的精準追溯,為工藝優化提供數據支撐。

六、結束語
借助遠創智控MPI-ETH-YC02 Plus 以太網通訊處理器,3D 打印(增材制造)生產線在保留原有西門子 S7-300PLC 核心控制架構的基礎上,不僅實現了與 S7-1500 PLC 的高速以太網通訊、多臺西門子觸摸屏的分布式 HMI 集成,更通過模塊 485 拓展口實現了產線各類智能外設的無縫對接,無需額外增加轉接設備。該方案以 “三零優勢” 實現了產線的無擾升級,打通了產線底層控制、現場監控、485 智能外設與企業上層管理的數據通道,構建了 “以太網 + 485 總線” 的復合型通訊架構,為 3D 打印(增材制造)生產線的智能化、數字化、精益化管理奠定了開放、穩定、可持續的通訊基礎,助力增材制造企業提升打印生產效率、保障產品成型精度、降低設備運維成本,推動 3D 打印從單件定制向規模化智能生產轉型。
審核編輯 黃宇
-
以太網
+關注
關注
41文章
6117瀏覽量
181403 -
plc
+關注
關注
5053文章
14727瀏覽量
488084 -
西門子
+關注
關注
98文章
3356瀏覽量
120616
發布評論請先 登錄
西門子 PLC 賦能橡膠硫化生產:S7-200 與 S7-1500 以太網通訊及 HMI 集成落地
西門子 S7-200 PLC?與 S7-1500 PLC?以太網通訊及 HMI?集成實現橡膠硫化產線的智能化升級

基于 PROFINET 的通訊優化:S7-1200 PLC 聯動 S7-300 PLC 賦能瓶裝水灌裝產線智能管控
西門子 PLC?跨代融合:S7-400 與 S7-1500?以太網通訊在生活用紙造紙線的實戰落地

西門子 S7-400?與 S7-1500 PLC?以太網通訊及 HMI 集成 實現板式家具生產線監控智能化升級

西門子S7-300與S7-1200 PLC以太網通訊及HMI集成 實現瓶裝飲用水灌裝生產線監控智能化升級

西門子 S7-200?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車涂裝車間監控智能化升級

西門子 S7-200 SMART?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車車身焊裝車間監控智能化升級
西門子S7-300系列PLC借助于以太網轉換模塊同時與S7-1200PLC和觸摸屏、通訊案例

MPI 轉以太網模塊賦能:S7-300PLC 與 S7-1200 / 觸摸屏 / ModbusRTU 變頻器多鏈路通訊實戰

西門子S7-1500 PLC和S7-300 PLC Profibus-DP通訊的組態實例

西門子S7-400 PLC與S7-1500 PLC以太網通訊及HMI集成實現涂裝車間監控的智能化升級

西門子PLC跨代整合:S7-400與S7-1500以太網通訊在涂裝車間的實戰應用

MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊




 工商網監
工商網監
評論