") 西門子S7-300與S7-1200 PLC以太網通訊及HMI集成 實現瓶裝飲用水灌裝生產線監(jiān)控智能化升級
西門子S7-300與S7-1200 PLC以太網通訊及HMI集成 實現瓶裝飲用水灌裝生產線監(jiān)控智能化升級


一、行業(yè)痛點
華東某大型飲品企業(yè)的瓶裝飲用水生產基地,擁有8條高速瓶裝水灌裝生產線,核心控制采用16套西門子S7-300 PLC。產線建設初期以MPI/DP總線為核心通訊方式,隨著瓶裝水市場多元化、高端化發(fā)展,小瓶水、大桶水定制化灌裝需求激增,原有通訊體系的弊端成為智能化改造的核心阻礙:
西門子S7-300 PLC無原生以太網口,無法與新引入的S7-1200 PLC實現協(xié)同控制,也無法直接接入工廠飲品專用MES系統(tǒng),灌裝速度、瓶身液位、封蓋壓力等核心工藝數據和灌裝機、洗瓶機、貼標機等設備運行狀態(tài)無法實現數字化上傳與分析,產線聯(lián)動性差、數據追溯困難,難以匹配高速灌裝的精細化管理需求。

二、解決方案
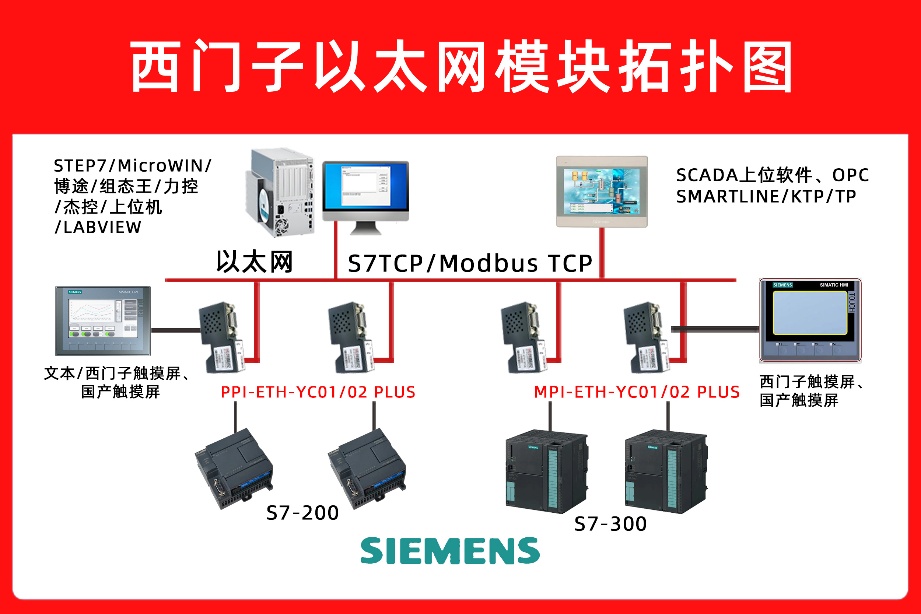
采用捷米特ETH-S7300-JM01 Plus以太網通訊模塊,該模塊專為西門子S7-300/400 PLC量身打造,機身尺寸僅 71mm×25mm×96mm,可直接插接在S7-300 CPU或DP口的9針母口,無需外接電源,不占用機架槽位,完美適配灌裝車間高濕、多水汽、空間緊湊的安裝環(huán)境和設備布局。其核心優(yōu)勢為瓶裝飲用水灌裝生產線定制化解決通訊難題:
串口轉以太網:將S7-300 PLC的MPI/DP信號透明轉換為標準TCP/IP協(xié)議,實現與以太網設備的無縫對接,打通老舊PLC與新系統(tǒng)的通訊壁壘,適配灌裝線高速流水式生產的數據傳輸需求;
9針母口擴展:可同時連接多臺昆侖通態(tài)觸摸屏(TPC系列、MCGS系列等),支持多主站并行通訊,滿足灌裝線洗瓶、灌裝、封蓋、貼標多工序的同步監(jiān)控需求;
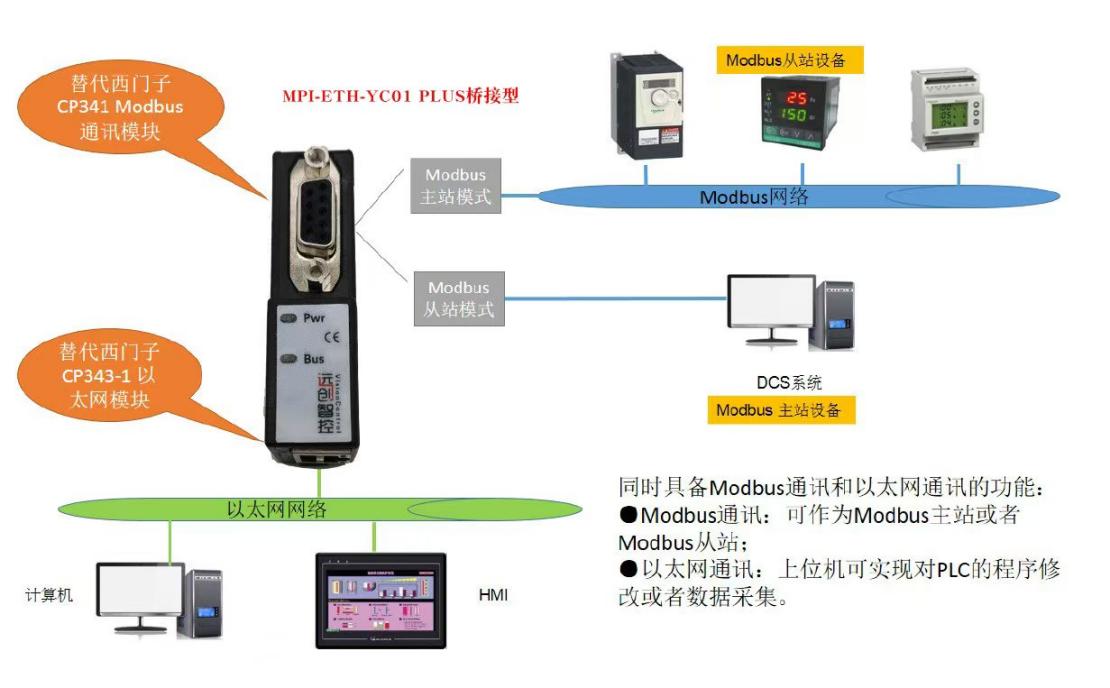
多協(xié)議兼容:完美支持S7原生通信、Modbus TCP、OPC UA數據模型,適配灌裝車間MES、SCADA等多系統(tǒng)的數據交互要求,兼容飲品行業(yè)工控系統(tǒng)協(xié)議標準;
即插即用免編程:無需修改S7-300原有PLC控制程序,保持原有MPI地址與波特率,灌裝產線的速度調節(jié)、液位控制、封蓋壓力調節(jié)等工藝邏輯無需重新調試,大幅降低改造技術門檻;
高速低延遲:10/100M自適應以太網速率,端到端數據傳輸延遲<5ms,匹配瓶裝水灌裝線36000瓶/小時的高速生產節(jié)拍;
工業(yè)級防護:搭載磁耦隔離+TVS管防護設計,通過現場2kV群脈沖測試零丟包,適應灌裝車間高濕、多水汽、強電磁干擾的惡劣工業(yè)環(huán)境。

三、系統(tǒng)架構與設備清單
1.現場層
灌裝產線:瓶裝飲用水洗瓶、灌裝、封蓋、貼標、裝箱自動化生產線8條
主控制器:西門子S7-300 CPU 414-2DP 16套
模擬量模塊:西門子6ES7431-7QH00-0AB0 32塊(采集灌裝液位、封蓋壓力、洗瓶水溫、貼標精度等工藝參數)
通訊模塊:捷米特ETH-S7300-JM01 Plus以太網通訊模塊16只
觸摸屏:昆侖通態(tài)TPC1071Gi 28臺(保留原有MPI口,無需更換,直接復用)
2.控制層
輔控 PLC:西門子S7-1200 CPU 1513-1PN 5套,負責灌裝線瓶身輸送速度、液位精準控制、封蓋壓力調節(jié)、貼標位置校準的聯(lián)動協(xié)調及工藝精準控制
3.信息層
上位機:研華工業(yè)服務器2臺
SCADA系統(tǒng):WinCC7.5 SP2+KepwareV6.9
MES系統(tǒng):飲品行業(yè)專用MES(基于Java+Oracle架構,實現工藝追溯、質量管控、設備管理、能耗統(tǒng)計)
4.網絡設備
工業(yè)交換機:赫思曼RS20-1600M4M4SDAP 4臺,組建千兆環(huán)網,RSTP<50ms快速自愈,保障灌裝車間24小時連續(xù)生產的通訊不間斷
四、實施步驟
Step1硬件安裝
灌裝產線單臺改造停機時間僅3min,最大限度減少生產損失和原料損耗:拔下S7-300 PLC原9針總線插頭→插入ETH-S7300-JM01 Plus以太網通訊模塊→將原插頭插接至模塊擴展母口→用CAT5e工業(yè)屏蔽網線將模塊RJ45口接入車間千兆工業(yè)交換機。昆侖通態(tài)TPC1071Gi觸摸屏仍連接至模塊擴展母口,MPI地址保持原有設定,無地址沖突,直接復用原有監(jiān)控組態(tài)。

Step2參數配置
通過捷米特NetDeviceV2.1.6專用配置軟件,自動掃描車間16個以太網模塊,進行批量參數設置:
模塊 IP:192.168.40.100-115/24(與S7-1200 PLC處于同一網段,適配灌裝車間網絡規(guī)劃);
S7-1200側:在TIA Portal V18中為每臺S7-300 PLC建立專屬“S7連接”,伙伴IP指向對應以太網模塊;
昆侖通態(tài)觸摸屏側:在MCGS組態(tài)軟件中將驅動更換為 “SIEMENS Ethernet (ISO-on-TCP)”,僅需填入對應模塊IP地址,原有變量表、灌裝工藝畫面、設備報警組態(tài)無需任何修改,直接上線使用。

五、經驗與展望
本次瓶裝飲用水灌裝生產線的智能化升級項目充分驗證,飲品行業(yè)的老舊PLC控制設備并非智能化改造的 “絆腳石”,通過適配的工業(yè)通訊模塊,可實現老舊設備的低成本、高效率以太網升級,既最大化保護企業(yè)既有設備投資,又能快速融入工廠數字化體系。
審核編輯 黃宇
-
以太網
+關注
關注
41文章
6117瀏覽量
181403 -
plc
+關注
關注
5053文章
14726瀏覽量
488081
發(fā)布評論請先 登錄
西門子 PLC 賦能 3D 打印產線:S7-300 與 S7-1500 以太網通訊及 HMI 集成落地
基于 PROFINET 的通訊優(yōu)化:S7-1200 PLC 聯(lián)動 S7-300 PLC 賦能瓶裝水灌裝產線智能管控
西門子 S7-400?與 S7-1500 PLC?以太網通訊及 HMI 集成 實現板式家具生產線監(jiān)控智能化升級

西門子 S7-200 PLC?與 S7-1200 PLC?以太網通訊及 HMI?集成實現風力發(fā)電場的智能化升級
西門子 S7-200?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車涂裝車間監(jiān)控智能化升級

西門子 S7-300 PLC?通過 MPI?以太網模塊與上位機通訊實現飲料生產線狀態(tài)監(jiān)控的應用配置案例

西門子S7-300系列PLC借助于以太網轉換模塊同時與S7-1200PLC和觸摸屏、通訊案例

S7-300通過以太網轉換模塊實現與S7-1200及觸摸屏的多設備通信方案

西門子S7-400 PLC與S7-1500 PLC以太網通訊及HMI集成實現涂裝車間監(jiān)控的智能化升級

PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

PLC 以太網通訊模塊:助力 S7-300 同時聯(lián)動 S7-1200、觸摸屏與 Modbus RTU 變頻器
MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

S7-300借MPI轉以太網聯(lián)控S7-1200、HMI及Modbus變頻器方案

西門子PLC助力焊接生產線升級:S7-300與S7-1200以太網通訊及HMI集成方案




 工商網監(jiān)
工商網監(jiān)
評論