 西門子 S7-200 SMART?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車車身焊裝車間監控智能化升級
西門子 S7-200 SMART?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車車身焊裝車間監控智能化升級

一、行業痛點
華北某大型汽車整車制造企業的車身焊裝車間,擁有16條自動化焊裝產線,核心控制采用24套西門子S7-200 SMART PLC。車間建設初期以 PPI/DP總線為主要通訊方式,隨著汽車車身輕量化工藝升級和智能化改造推進,原有通訊體系的弊端愈發凸顯,成為產線提效的核心阻礙:
西門子S7-200 SMART PLC以太網接口被占用,無法與新引入的S7-1500 PLC實現協同控制,也無法直接接入工廠焊裝車間專用MES系統,焊接電流、壓合壓力等核心工藝數據和機器人運行狀態無法實現數字化上傳與分析;
二、解決方案
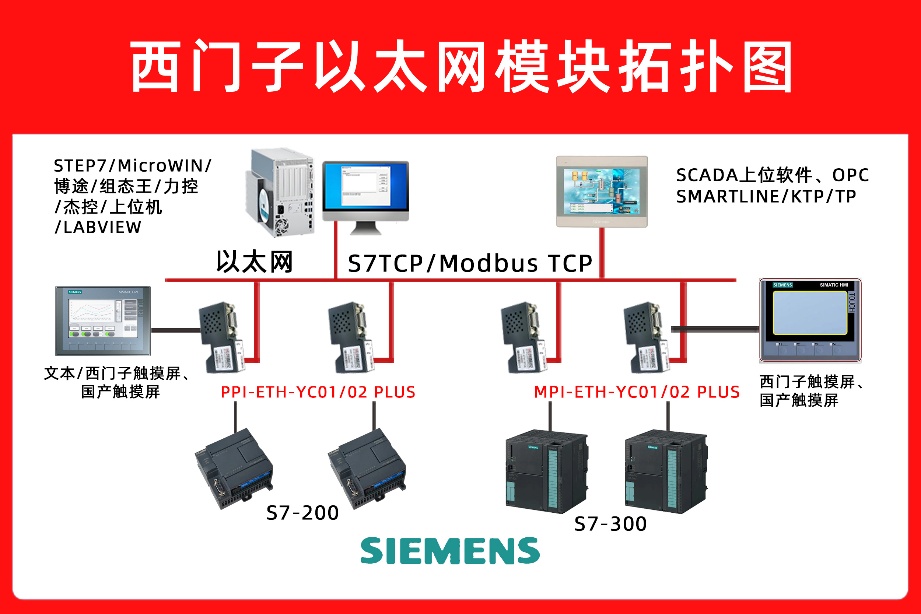
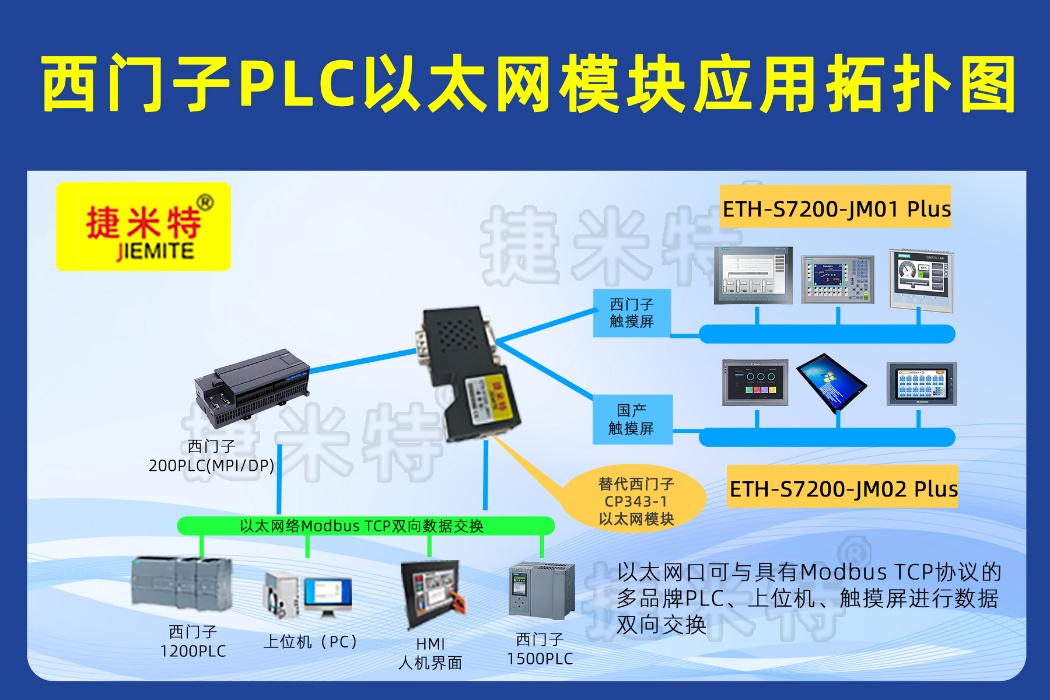
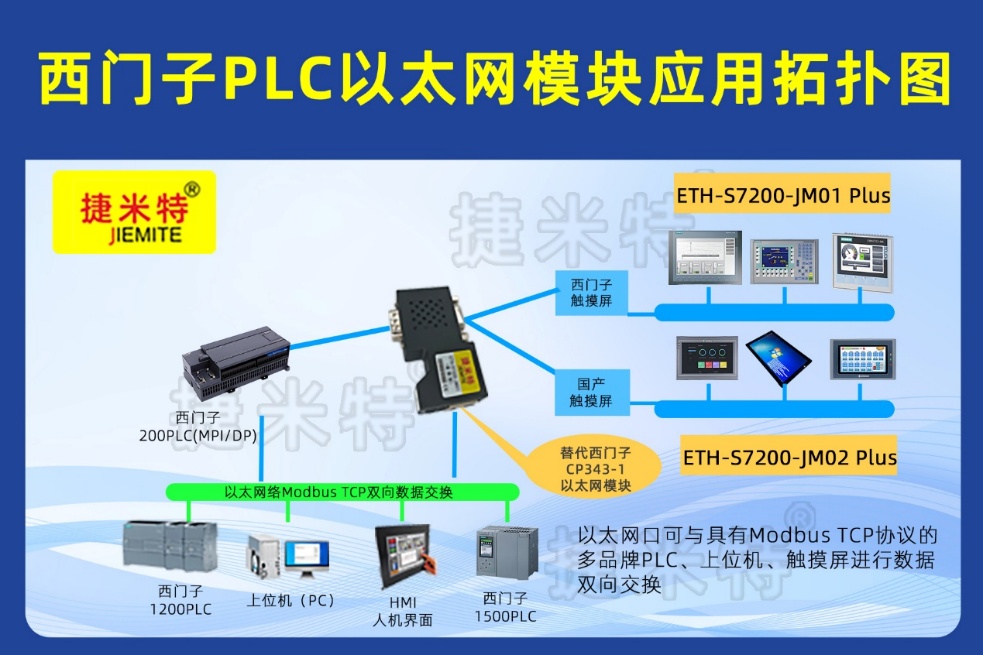
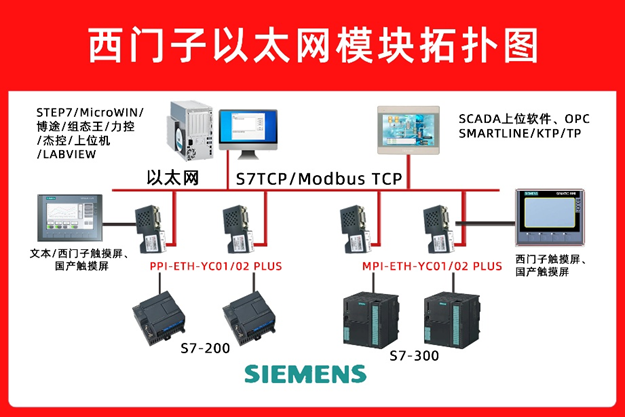
采用捷米特ETH-S7200-JM02 Plus以太網通訊模塊,該模塊專為西門子S7-200 SMART PLC量身打造,機身尺寸僅 71mm×25mm×96mm,可直接插接在S7-200 SMART CPU或DP口的9針母口,無需外接電源,不占用機架槽位,完美適配焊裝車間設備密集、安裝空間緊湊的現場環境。其核心優勢為汽車焊裝車間定制化解決通訊難題:
串口轉以太網:將 S7-200 SMART PLC的PPI/DP信號透明轉換為標準TCP/IP協議,實現與以太網設備的無縫對接,打通老舊PLC與新系統的通訊壁壘;
9針母口擴展:可同時連接多臺國產觸摸屏(昆侖通態、繁易等),支持多主站并行通訊,滿足焊裝車間多機器人、多工位的同步監控需求;
多協議兼容:完美支持 S7原生通信、Modbus TCP、OPC UA數據模型,適配焊裝車間 MES、SCADA等多系統的數據交互要求,兼容國產工控系統協議標準;
即插即用免編程:無需修改 S7-200 SMART原有 PLC控制程序,保持原有 PPI地址與波特率,焊裝產線的機器人軌跡、焊接參數等工藝邏輯無需重新調試,大幅降低改造技術門檻;
高速低延遲:10/100M自適應以太網速率,端到端數據傳輸延遲 < 5ms,匹配汽車焊裝車間 4.2s?的高速生產節拍;
工業級防護:搭載磁耦隔離 + TVS管防護設計,通過現場 2kV群脈沖測試零丟包,適應焊裝車間多粉塵、多電磁干擾、高頻次焊接火花的惡劣工業環境。
三、系統架構與設備清單
1.現場層
焊裝產線:汽車車身側圍、地板、頂蓋、車門自動化焊裝產線 16條
主控制器:西門子 S7-200 SMART CPU 414-2DP 24套
模擬量模塊:西門子 6ES7431-7QH00-0AB0 48塊(采集焊接電流、電壓、壓合壓力等工藝參數)
通訊模塊:捷米特 ETH-S7200-JM02 Plus以太網通訊模塊 24只
觸摸屏:昆侖通態 TPC7062Ti 40臺(保留原有 PPI口,無需更換,直接復用)
2.控制層
輔控 PLC:西門子 S7-1500 CPU 1513-1PN 7套,負責焊裝機器人、抓舉機械手、定位夾具的聯動協調及焊接工藝精準控制
3.信息層
上位機:研華工業服務器 3臺
SCADA系統:WinCC7.5 SP2+KepwareV6.9
MES系統:汽車焊裝專用 MES(基于 Java+Oracle架構,實現工藝追溯、質量管控、設備管理)
4.網絡設備
工業交換機:赫思曼 RS20-1600M4M4SDAP 5臺,組建千兆環網,RSTP<50ms?快速自愈,保障焊裝車間通訊不間斷
四、實施步驟
Step1硬件安裝
焊裝產線單臺改造停機時間僅 3min,最大限度減少生產損失:拔下 S7-200 SMART PLC原 9針總線插頭→插入 ETH-S7200-JM02 Plus以太網通訊模塊→將原插頭插接至模塊擴展母口→用 CAT5e工業屏蔽網線將模塊 RJ45口接入車間千兆工業交換機。昆侖通態觸摸屏仍連接至模塊擴展母口,PPI地址保持原有設定,無地址沖突,直接復用原有監控組態。
Step2參數配置
通過捷米特 NetDeviceV2.1.6專用配置軟件,自動掃描車間 24個以太網模塊,進行批量參數設置:
模塊 IP:192.168.15.100-123/24(與 S7-1500 PLC處于同一網段,適配焊裝車間網絡規劃);
S7-1500側:在 TIA Portal V18中為每臺 S7-200 SMART PLC建立專屬 “S7連接”,伙伴 IP指向對應以太網模塊;
國產觸摸屏側:在昆侖通態 MCGS Pro中將驅動更換為 “SIEMENS Ethernet (ISO-on-TCP)”,僅需填入對應模塊 IP地址,原有變量表、焊裝工藝畫面、設備報警組態無需任何修改,直接上線使用。
五、經驗與展望
本次汽車車身焊裝車間的智能化升級項目充分驗證,工業產線的老舊控制設備并非智能化改造的 “絆腳石”,通過適配的工業通訊模塊,可實現老舊設備的低成本、高效率以太網升級,既最大化保護企業既有設備投資,又能快速融入工廠數字化體系。
(其他內容配置過程及其他相關咨詢可聯系楊工。)
審核編輯 黃宇
-
以太網
+關注
關注
41文章
6097瀏覽量
181335 -
plc
+關注
關注
5051文章
14694瀏覽量
487900 -
西門子
+關注
關注
98文章
3354瀏覽量
120587
發布評論請先 登錄
橡膠硫化控制系統優化:西門子 S7-200 與 S7-1500 以太網通訊及國產觸摸屏集成實踐
西門子 PLC 賦能橡膠硫化生產:S7-200 與 S7-1500 以太網通訊及 HMI 集成落地
西門子 PLC 賦能風電場運維:S7-200 與 S7-1200 以太網通訊及 HMI 集成落地
西門子 S7-200 PLC?與 S7-1500 PLC?以太網通訊及 HMI?集成實現橡膠硫化產線的智能化升級

無需修改 PLC 程序 實現 S7-200 Smart 與 1500 PLC 以太網實時通訊
西門子 S7-400?與 S7-1500 PLC?以太網通訊及 HMI 集成 實現板式家具生產線監控智能化升級

西門子 S7-200 PLC?與 S7-1200 PLC?以太網通訊及 HMI?集成實現風力發電場的智能化升級
西門子 S7-200?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車涂裝車間監控智能化升級

西門子S7-400 PLC與S7-1500 PLC以太網通訊及HMI集成實現涂裝車間監控的智能化升級

西門子PLC跨代通訊:SMARTS7-200與S7-1500以太網模塊組網控制數控機床
西門子S7-200與S7-1500PLC以太網通訊在智能倉儲系統的集成應用
西門子SMARTS7-200PLC與S7-1500PLC以太網通訊及PPI集成實現分布式IO控制

西門子PLC跨代整合:S7-400與S7-1500以太網通訊在涂裝車間的實戰應用

西門子PLC系統集成:S7-200與S7-1500通訊,結合觸摸屏實現智能監控
西門子S7-200PLC與S7-1500PLC以太網通訊及PPI集成實現能源管理與遠程監控



 工商網監
工商網監
評論