") 歐姆龍 PLC CP1H 以太網(wǎng)模塊與上位機(jī)、MCGS 觸摸屏通訊配置案例
歐姆龍 PLC CP1H 以太網(wǎng)模塊與上位機(jī)、MCGS 觸摸屏通訊配置案例


一、行業(yè)痛點(diǎn)與需求
在精密機(jī)械制造領(lǐng)域,精密 CNC 加工設(shè)備是實(shí)現(xiàn)高精度零部件生產(chǎn)的核心,其加工精度、運(yùn)行穩(wěn)定性和生產(chǎn)數(shù)據(jù)的實(shí)時性直接決定產(chǎn)品品質(zhì)。傳統(tǒng)歐姆龍 CP1H PLC 因無以太網(wǎng)接口,與上位機(jī)的通信僅能依靠串行方式,不僅數(shù)據(jù)傳輸速率低,還存在數(shù)據(jù)延遲、丟包問題,無法滿足 CNC 加工中對主軸轉(zhuǎn)速、進(jìn)給量、加工坐標(biāo)等關(guān)鍵參數(shù)的實(shí)時采集與監(jiān)控需求。同時,串行通信難以實(shí)現(xiàn)遠(yuǎn)程程序調(diào)試和設(shè)備故障診斷,設(shè)備出現(xiàn)異常時技術(shù)人員需現(xiàn)場排查,延長停機(jī)時間;生產(chǎn)數(shù)據(jù)無法自動上傳匯總,也導(dǎo)致生產(chǎn)過程的數(shù)字化追溯和工藝優(yōu)化難以落地。
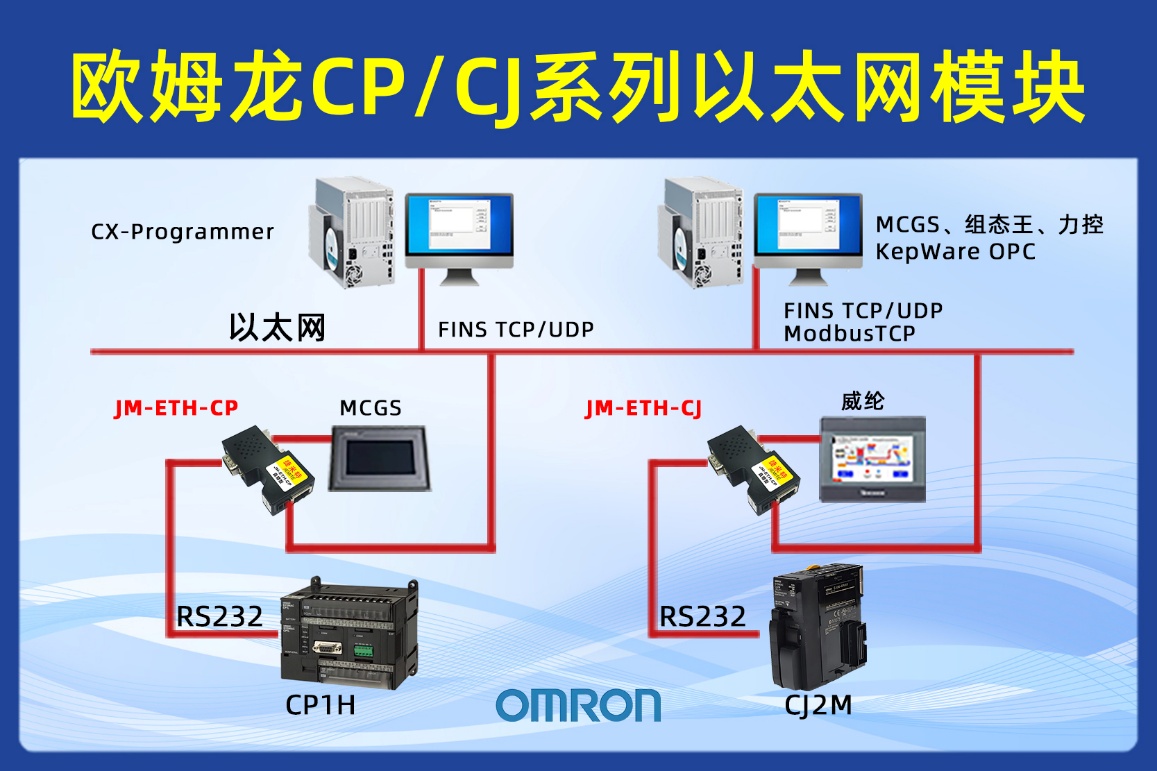
為解決這一行業(yè)痛點(diǎn),遠(yuǎn)創(chuàng)智控推出 YC8000-CP 歐姆龍 PLC 以太網(wǎng)模塊,專為歐姆龍 CP1H 系列 PLC 量身設(shè)計(jì),可實(shí)現(xiàn) PLC 與以太網(wǎng)的無縫對接,讓精密 CNC 加工設(shè)備的網(wǎng)絡(luò)監(jiān)控、數(shù)據(jù)交互和遠(yuǎn)程管理成為可能。
二、項(xiàng)目背景
某高端精密零部件制造企業(yè)擁有多條精密 CNC 加工生產(chǎn)線,核心控制系統(tǒng)均采用歐姆龍 CP1H PLC。隨著企業(yè)數(shù)字化升級需求提升,原有串行通信模式已無法匹配高精度加工的實(shí)時監(jiān)控要求,且難以融入企業(yè)智能制造管理平臺。為實(shí)現(xiàn) CNC 加工設(shè)備的智能化管控、關(guān)鍵加工參數(shù)的實(shí)時采集和遠(yuǎn)程故障診斷,企業(yè)引入遠(yuǎn)創(chuàng)智控 YC8000-CP 歐姆龍 PLC 以太網(wǎng)模塊,彌補(bǔ) CP1H PLC 無以太網(wǎng)接口的短板,打造一體化的設(shè)備監(jiān)控體系。
三、設(shè)備選型與配置
1. 設(shè)備選型
·PLC 型號:歐姆龍 CP1H
·以太網(wǎng)模塊型號:遠(yuǎn)創(chuàng)智控 YC8000-CP PLC 以太網(wǎng)模塊
·觸摸屏型號:MCGS TPC1071Gi(HMI)
2. 硬件連接
·將 YC8000-CP PLC 以太網(wǎng)模塊直接插入歐姆龍 CP1H PLC 的 DB9 通訊口,采用 PLC 供電模式,無需外接獨(dú)立電源。
·利用超五類網(wǎng)線將 YC8000-CP 的 RJ45 以太網(wǎng)口連接至工廠生產(chǎn)區(qū)域的工業(yè)級局域網(wǎng)交換機(jī),保障數(shù)據(jù)傳輸?shù)姆€(wěn)定性。
·將 MCGS TPC1071Gi 觸摸屏的通訊線纜接入 YC8000-CP 以太網(wǎng)模塊的專用擴(kuò)展通訊口,實(shí)現(xiàn)觸摸屏與 PLC 的高效數(shù)據(jù)交互。

3. 軟件配置
·上位機(jī)編程軟件:歐姆龍 CX-Programmer
·觸摸屏組態(tài)軟件:MCGS 組態(tài)環(huán)境(嵌入版)
·以太網(wǎng)模塊配置工具:遠(yuǎn)創(chuàng)智控調(diào)試軟件
四、實(shí)施過程
1. 現(xiàn)場勘查與規(guī)劃
項(xiàng)目實(shí)施前,技術(shù)團(tuán)隊(duì)對企業(yè) CNC 加工車間的設(shè)備布局、網(wǎng)絡(luò)架構(gòu)、加工工藝要求進(jìn)行全面勘查,重點(diǎn)確認(rèn)各 CNC 設(shè)備的運(yùn)行參數(shù)采集點(diǎn)、監(jiān)控中心的網(wǎng)絡(luò)接入位置以及觸摸屏的現(xiàn)場安裝點(diǎn)位。根據(jù)精密加工的實(shí)時性要求和企業(yè)智能制造平臺的對接標(biāo)準(zhǔn),制定了針對性的硬件安裝、網(wǎng)絡(luò)配置和軟件調(diào)試方案,確保系統(tǒng)與現(xiàn)有生產(chǎn)體系無縫融合。
2. 模塊安裝與調(diào)試
·硬件安裝:選擇 CNC 設(shè)備非生產(chǎn)時段進(jìn)行施工,將 YC8000-CP 以太網(wǎng)模塊精準(zhǔn)安裝至歐姆龍 CP1H PLC 的 DB9 通訊口,完成以太網(wǎng)線、觸摸屏通訊線的連接,做好線路固定和防護(hù),避免加工車間的振動、油污對線路造成影響。
·模塊配置:通過遠(yuǎn)創(chuàng)智控調(diào)試軟件對 YC8000-CP 模塊進(jìn)行核心參數(shù)設(shè)置,包括靜態(tài) IP 地址、子網(wǎng)掩碼、網(wǎng)關(guān)等網(wǎng)絡(luò)參數(shù),匹配工廠工業(yè)局域網(wǎng)段;同時通過模塊內(nèi)置的 Web 服務(wù)器界面,實(shí)時檢測模塊與 PLC 的通信鏈路狀態(tài),確保通信無中斷。
·軟件調(diào)試:在上位機(jī)端安裝并配置歐姆龍 CX-Programmer 軟件,通過以太網(wǎng)與 YC8000-CP 模塊建立穩(wěn)定連接,實(shí)現(xiàn) PLC 加工程序的遠(yuǎn)程上傳、下載和在線調(diào)試;在 MCGS 觸摸屏上進(jìn)行組態(tài)編程,搭建包含設(shè)備運(yùn)行狀態(tài)、加工參數(shù)實(shí)時顯示、工藝參數(shù)手動設(shè)置、故障報(bào)警提示的操作界面,確保觸摸屏可精準(zhǔn)讀寫 PLC 內(nèi)的核心數(shù)據(jù)。
3. 系統(tǒng)測試與優(yōu)化
完成硬件安裝和軟件調(diào)試后,開展全流程系統(tǒng)測試,針對精密 CNC 加工的行業(yè)特性,重點(diǎn)測試以下內(nèi)容:
·高精度數(shù)據(jù)傳輸測試:通過上位機(jī)和 MCGS 觸摸屏,實(shí)時采集 CNC 設(shè)備的主軸轉(zhuǎn)速、進(jìn)給速度、加工坐標(biāo)、刀具補(bǔ)償?shù)汝P(guān)鍵參數(shù),驗(yàn)證數(shù)據(jù)傳輸?shù)臏?zhǔn)確性、實(shí)時性,確保參數(shù)顯示誤差控制在工藝允許范圍內(nèi)。
·遠(yuǎn)程監(jiān)控與調(diào)試測試:在企業(yè)技術(shù)中心的監(jiān)控終端,通過以太網(wǎng)連接 YC8000-CP 模塊,實(shí)現(xiàn)對車間 CNC 設(shè)備的遠(yuǎn)程實(shí)時監(jiān)控,并進(jìn)行遠(yuǎn)程程序微調(diào),驗(yàn)證遠(yuǎn)程操作的響應(yīng)速度和穩(wěn)定性。
·故障模擬與報(bào)警測試:模擬 CNC 設(shè)備常見故障(如主軸過載、刀具斷裂、坐標(biāo)超程),驗(yàn)證系統(tǒng)是否能快速捕捉故障信號,在上位機(jī)和觸摸屏同步發(fā)出聲光報(bào)警,并準(zhǔn)確顯示故障類型和位置。
根據(jù)測試結(jié)果,對網(wǎng)絡(luò)參數(shù)、數(shù)據(jù)采集頻率進(jìn)行優(yōu)化調(diào)整,確保系統(tǒng)完全匹配精密 CNC 加工的生產(chǎn)需求。
五、項(xiàng)目效果
1. 提升加工精度與生產(chǎn)效率
通過 YC8000-CP 模塊實(shí)現(xiàn)以太網(wǎng)高速數(shù)據(jù)傳輸,主軸轉(zhuǎn)速、進(jìn)給量等關(guān)鍵加工參數(shù)實(shí)現(xiàn)毫秒級采集與監(jiān)控,有效避免因參數(shù)漂移導(dǎo)致的加工精度偏差,產(chǎn)品良品率提升約 8%。設(shè)備故障可被實(shí)時發(fā)現(xiàn)并遠(yuǎn)程初步診斷,故障排查時間縮短 60% 以上,大幅減少設(shè)備非計(jì)劃停機(jī)時間,單條 CNC 生產(chǎn)線的產(chǎn)能提升約 15%。
2. 實(shí)現(xiàn)加工過程數(shù)字化與智能化管理
YC8000-CP 模塊完美支持 ModbusTCP、FINS 等主流工控協(xié)議,可無縫接入企業(yè)智能制造管理平臺,實(shí)現(xiàn) CNC 加工設(shè)備生產(chǎn)數(shù)據(jù)的自動匯總、分析和追溯。管理人員可通過上位機(jī)隨時查看生產(chǎn)進(jìn)度、加工工藝參數(shù)、設(shè)備運(yùn)行時長等數(shù)據(jù),為工藝優(yōu)化、生產(chǎn)計(jì)劃調(diào)整提供精準(zhǔn)的數(shù)據(jù)支撐,實(shí)現(xiàn)從 “人工管理” 向 “數(shù)據(jù)化管理” 的轉(zhuǎn)變。
六、總結(jié)
遠(yuǎn)創(chuàng)智控 YC8000-CP 歐姆龍 PLC 以太網(wǎng)模塊在精密 CNC 加工設(shè)備中的成功應(yīng)用,有效解決了傳統(tǒng)歐姆龍 CP1H PLC 無以太網(wǎng)接口、數(shù)據(jù)傳輸效率低、遠(yuǎn)程管理難的行業(yè)痛點(diǎn)。通過模塊與 MCGS 觸摸屏、上位機(jī)的協(xié)同配合,實(shí)現(xiàn)了精密 CNC 加工過程中關(guān)鍵參數(shù)的實(shí)時監(jiān)控、遠(yuǎn)程程序調(diào)試和故障智能報(bào)警,不僅提升了產(chǎn)品加工精度和生產(chǎn)效率,還推動了企業(yè)生產(chǎn)管理的數(shù)字化、智能化升級,為企業(yè)打造智能制造生產(chǎn)線奠定了堅(jiān)實(shí)的硬件和數(shù)據(jù)基礎(chǔ)。
(具體內(nèi)容配置過程及其他相關(guān)咨詢可聯(lián)系楊工。)
審核編輯 黃宇
-
plc
+關(guān)注
關(guān)注
5053文章
14726瀏覽量
488081 -
觸摸屏
+關(guān)注
關(guān)注
42文章
2492瀏覽量
122389 -
MCGS
+關(guān)注
關(guān)注
11文章
92瀏覽量
36836
發(fā)布評論請先 登錄
歐姆龍 PLC CP1H?以太網(wǎng)模塊與上位機(jī)、MCGS?觸摸屏通訊精密加工配置指南

歐姆龍 CP1H PLC?借助以太網(wǎng)通訊模塊與上位機(jī)通訊實(shí)現(xiàn)觸摸屏監(jiān)控精密 CNC?加工設(shè)備的應(yīng)用配置案例

歐姆龍 CJ2 PLC?借助以太網(wǎng)通訊模塊與上位機(jī)通訊實(shí)現(xiàn)威綸觸摸屏監(jiān)控 AGV/AMR?搬運(yùn)的應(yīng)用配置案例

歐姆龍 PLC CPM1A 以太網(wǎng)模塊與上位機(jī)、MCGS 觸摸屏水切割監(jiān)控配置案例
歐姆龍 CP1H PLC?借助以太網(wǎng)模塊與上位機(jī)編程軟件通訊實(shí)現(xiàn) MCGS?觸摸屏監(jiān)控的激光切割應(yīng)用配置案例

歐姆龍CP系列以太網(wǎng)模塊配置實(shí)現(xiàn)上位機(jī)與觸摸屏監(jiān)控方案

歐姆龍CPM1A系列PLC借助以太網(wǎng)模塊同時與上位機(jī)和觸摸屏,變頻器高效通訊案例

歐姆龍C200H以太網(wǎng)模塊連接上位機(jī)與觸摸屏的配置案例

歐姆龍C200H系列PLC以太網(wǎng)模塊應(yīng)用案例
歐姆龍PLC CP1H搭配以太網(wǎng)模塊實(shí)現(xiàn)上位機(jī)與觸摸屏雙通道檢測生產(chǎn)線監(jiān)控案例

沖壓車間生產(chǎn)優(yōu)化:歐姆龍CP1E PLC配合以太網(wǎng)模塊,助力上位機(jī)與觸摸屏協(xié)同工作

以歐姆龍CP1H PLC以太網(wǎng)模塊構(gòu)建紡織機(jī)械上位機(jī)和觸摸屏控制網(wǎng)絡(luò)的案例?
PLC以太網(wǎng)通訊模塊:歐姆龍 CP1H PLC在紡織機(jī)械上的應(yīng)用案例
歐姆龍PLC CP1E以太網(wǎng)模塊與上位機(jī)、觸摸屏通訊配置案例
歐姆龍PLC CP1L通過以太網(wǎng)模塊與上位機(jī)通訊配置案例



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論