") 歐姆龍PLC CP1H搭配以太網(wǎng)模塊實(shí)現(xiàn)上位機(jī)與觸摸屏雙通道檢測(cè)生產(chǎn)線(xiàn)監(jiān)控案例
歐姆龍PLC CP1H搭配以太網(wǎng)模塊實(shí)現(xiàn)上位機(jī)與觸摸屏雙通道檢測(cè)生產(chǎn)線(xiàn)監(jiān)控案例


一、行業(yè)痛點(diǎn)與解決方案概述
以某汽車(chē)零部件制造企業(yè)的生產(chǎn)線(xiàn)檢測(cè)系統(tǒng)為例,該企業(yè)原本使用歐姆龍CP1H PLC作為主控制器。由于CP1H PLC本身不具備以太網(wǎng)接口,只能通過(guò)串口(如RS232或RS485)進(jìn)行通訊。這種通訊方式存在傳輸距離短、傳輸速率低、抗干擾能力弱等問(wèn)題,嚴(yán)重影響了生產(chǎn)線(xiàn)檢測(cè)系統(tǒng)的穩(wěn)定性和效率。此外,串口通訊還限制了系統(tǒng)的擴(kuò)展性,無(wú)法滿(mǎn)足企業(yè)對(duì)生產(chǎn)線(xiàn)進(jìn)行遠(yuǎn)程監(jiān)控和數(shù)據(jù)共享的需求。
為了解決這一痛點(diǎn),企業(yè)決定引入捷米特品牌的JM-ETH-CP以太網(wǎng)通訊處理器。該模塊專(zhuān)為歐姆龍CP1H PLC設(shè)計(jì),能夠?qū)LC的串口通訊轉(zhuǎn)換為以太網(wǎng)通訊,使PLC具備標(biāo)準(zhǔn)的以太網(wǎng)接口,從而實(shí)現(xiàn)與上位機(jī)編程軟件和觸摸屏的高效通訊。
二、系統(tǒng)架構(gòu)設(shè)計(jì)
整體架構(gòu)
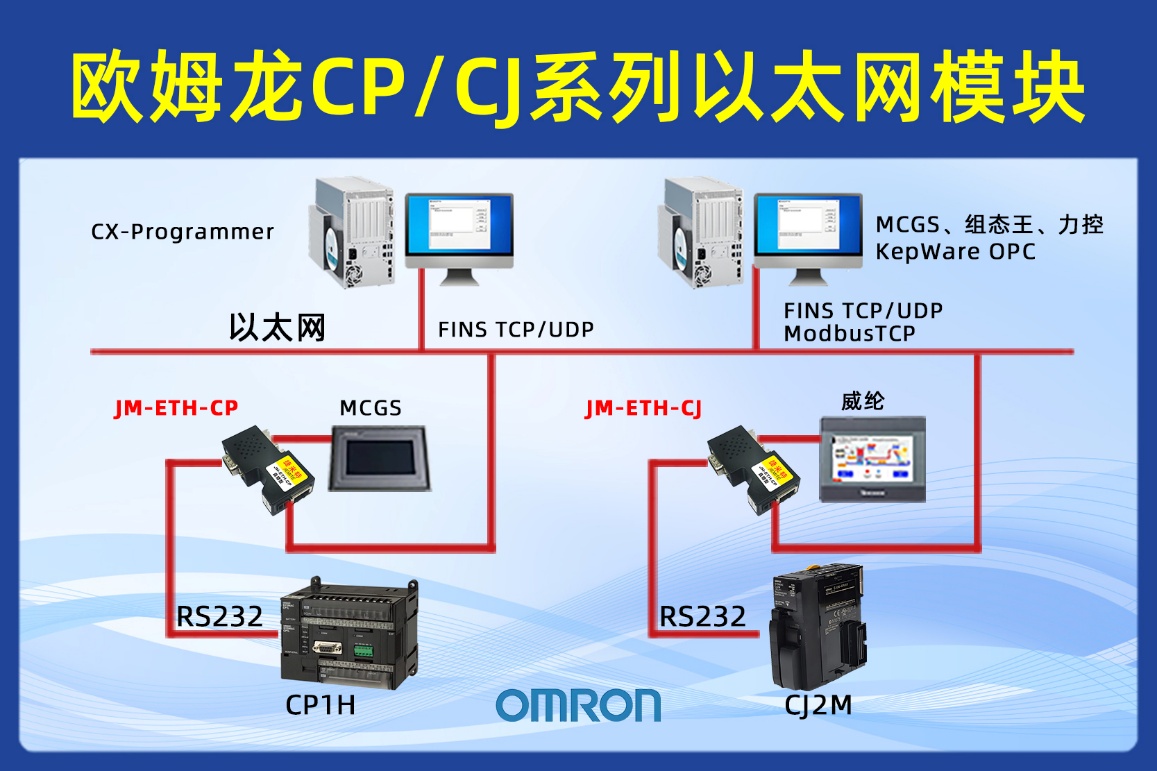
改造后的生產(chǎn)線(xiàn)檢測(cè)系統(tǒng)采用三層架構(gòu)設(shè)計(jì):設(shè)備層、控制層和監(jiān)控層。設(shè)備層包括各類(lèi)傳感器、執(zhí)行器和檢測(cè)設(shè)備,負(fù)責(zé)采集生產(chǎn)過(guò)程中的各種數(shù)據(jù)和執(zhí)行控制指令;控制層以歐姆龍CP1H PLC為核心,通過(guò)捷米特JM-ETH-CP以太網(wǎng)通訊模塊實(shí)現(xiàn)數(shù)據(jù)的處理和傳輸;監(jiān)控層由上位機(jī)編程軟件和觸摸屏組成,負(fù)責(zé)對(duì)生產(chǎn)線(xiàn)進(jìn)行實(shí)時(shí)監(jiān)控和操作。
設(shè)備選型與連接
1.PLC:歐姆龍CP1H-XA40DT-D,該型號(hào)PLC具有豐富的I/O點(diǎn)數(shù)和強(qiáng)大的邏輯控制能力,適用于中小型自動(dòng)化控制系統(tǒng)。
2.以太網(wǎng)模塊:捷米特JM-ETH-CP以太網(wǎng)模塊,專(zhuān)為歐姆龍CP1H PLC設(shè)計(jì),支持ModbusTCP協(xié)議,能夠?qū)LC的串口通訊轉(zhuǎn)換為以太網(wǎng)通訊。
3.上位機(jī)編程軟件:歐姆龍CX-Programmer,用于對(duì)CP1H PLC進(jìn)行編程和調(diào)試,通過(guò)以太網(wǎng)與JM-ETH-CP以太網(wǎng)通訊模塊連接。
4.觸摸屏:威綸通MT8102iE,10.1英寸彩色觸摸屏,支持以太網(wǎng)通訊,用于對(duì)生產(chǎn)線(xiàn)進(jìn)行實(shí)時(shí)監(jiān)控和操作。
系統(tǒng)連接方式為:JM-ETH-CP以太網(wǎng)通訊處理器串口端通過(guò)RS232/RS485線(xiàn)纜與歐姆龍CP1H PLC的串口連接,以太網(wǎng)端通過(guò)網(wǎng)線(xiàn)分別與上位機(jī)和觸摸屏連接,形成一個(gè)完整的通訊網(wǎng)絡(luò)。
三、通訊配置與實(shí)現(xiàn)
以太網(wǎng)模塊配置
JM-ETH-CP以太網(wǎng)通訊處理器的配置主要通過(guò)其自帶的配置軟件進(jìn)行。具體步驟如下:
1.將模塊通過(guò)USB轉(zhuǎn)串口線(xiàn)與配置計(jì)算機(jī)連接,打開(kāi)配置軟件。
2.設(shè)置模塊的IP地址、子網(wǎng)掩碼和網(wǎng)關(guān),確保與上位機(jī)和觸摸屏在同一網(wǎng)段。
3.配置通訊參數(shù),包括通訊協(xié)議(選擇ModbusTCP)、串口參數(shù)(波特率、數(shù)據(jù)位、停止位、校驗(yàn)位等),確保與PLC的串口參數(shù)一致。
4.設(shè)置Modbus地址映射表,將PLC的內(nèi)部寄存器地址映射為Modbus地址,以便上位機(jī)和觸摸屏能夠正確訪(fǎng)問(wèn)PLC的數(shù)據(jù)。
上位機(jī)編程軟件配置
歐姆龍CX-Programmer的配置主要包括以下步驟:
1.創(chuàng)建新工程,選擇PLC型號(hào)為CP1H-XA40DT-D。
2.在工程中添加以太網(wǎng)通訊驅(qū)動(dòng),設(shè)置通訊參數(shù),包括模塊的IP地址和端口號(hào)。
3.編寫(xiě)PLC程序,實(shí)現(xiàn)對(duì)生產(chǎn)線(xiàn)檢測(cè)設(shè)備的控制和數(shù)據(jù)采集。
4.在程序中設(shè)置數(shù)據(jù)寄存器,用于存儲(chǔ)生產(chǎn)線(xiàn)的狀態(tài)數(shù)據(jù)和檢測(cè)結(jié)果,以便上位機(jī)和觸摸屏讀取。
觸摸屏配置
威綸通MT8102iE觸摸屏的配置主要通過(guò)EasyBuilderPro軟件進(jìn)行,具體步驟如下:
1.創(chuàng)建新工程,選擇觸摸屏型號(hào)為MT8102iE。
2.在工程中添加ModbusTCP通訊驅(qū)動(dòng),設(shè)置通訊參數(shù),包括模塊的IP地址和端口號(hào)。
3.設(shè)計(jì)觸摸屏界面,包括生產(chǎn)線(xiàn)狀態(tài)顯示、參數(shù)設(shè)置、報(bào)警信息顯示等功能模塊。
4.創(chuàng)建變量,將觸摸屏的變量與PLC的數(shù)據(jù)寄存器進(jìn)行關(guān)聯(lián),實(shí)現(xiàn)數(shù)據(jù)的實(shí)時(shí)交換。

四、功能實(shí)現(xiàn)與應(yīng)用效果
主要功能
1.實(shí)時(shí)監(jiān)控:通過(guò)觸摸屏和上位機(jī)編程軟件,操作人員可以實(shí)時(shí)監(jiān)控生產(chǎn)線(xiàn)的運(yùn)行狀態(tài),包括設(shè)備的啟停狀態(tài)、工藝參數(shù)、檢測(cè)結(jié)果等。
2.參數(shù)設(shè)置:操作人員可以通過(guò)觸摸屏方便地設(shè)置生產(chǎn)線(xiàn)的各種工藝參數(shù),如檢測(cè)閾值、運(yùn)行速度等,設(shè)置參數(shù)會(huì)實(shí)時(shí)傳送到PLC中。
3.數(shù)據(jù)記錄與分析:上位機(jī)編程軟件可以記錄生產(chǎn)線(xiàn)的運(yùn)行數(shù)據(jù)和檢測(cè)結(jié)果,生成報(bào)表和趨勢(shì)圖,為生產(chǎn)管理和質(zhì)量控制提供數(shù)據(jù)支持。
4.報(bào)警功能:當(dāng)生產(chǎn)線(xiàn)出現(xiàn)異常情況時(shí),如檢測(cè)結(jié)果超差、設(shè)備故障等,系統(tǒng)會(huì)及時(shí)發(fā)出報(bào)警信號(hào),并在觸摸屏和上位機(jī)上顯示報(bào)警信息,提醒操作人員及時(shí)處理。
5.遠(yuǎn)程監(jiān)控:通過(guò)以太網(wǎng),管理人員可以在辦公室或其他遠(yuǎn)程地點(diǎn)通過(guò)上位機(jī)軟件實(shí)時(shí)監(jiān)控生產(chǎn)線(xiàn)的運(yùn)行情況,提高管理效率。
五、應(yīng)用效果
捷米特JM-ETH-CP以太網(wǎng)通訊處理器的應(yīng)用,為該汽車(chē)零部件制造企業(yè)的生產(chǎn)線(xiàn)檢測(cè)系統(tǒng)帶來(lái)了顯著的改善:
1.通訊穩(wěn)定性提高:以太網(wǎng)通訊相比串口通訊具有更高的穩(wěn)定性和抗干擾能力,減少了通訊故障的發(fā)生,提高了生產(chǎn)線(xiàn)的運(yùn)行效率。
2.數(shù)據(jù)傳輸速率提升:以太網(wǎng)通訊的傳輸速率遠(yuǎn)高于串口通訊,能夠?qū)崟r(shí)傳輸大量的生產(chǎn)數(shù)據(jù)和檢測(cè)結(jié)果,滿(mǎn)足了生產(chǎn)線(xiàn)對(duì)數(shù)據(jù)實(shí)時(shí)性的要求。
3.系統(tǒng)擴(kuò)展性增強(qiáng):通過(guò)以太網(wǎng)接口,系統(tǒng)可以方便地連接其他設(shè)備,如工業(yè)計(jì)算機(jī)、MES系統(tǒng)等,為企業(yè)的信息化建設(shè)奠定了基礎(chǔ)。
4.操作便捷性改善:觸摸屏的應(yīng)用使得操作人員可以直觀地監(jiān)控和操作生產(chǎn)線(xiàn),降低了操作難度,提高了工作效率。
5.維護(hù)成本降低:以太網(wǎng)模塊的可靠性高,維護(hù)簡(jiǎn)單,減少了系統(tǒng)的維護(hù)成本和停機(jī)時(shí)間。

六、總結(jié)與展望
捷米特JM-ETH-CP以太網(wǎng)通訊處理器成功解決了歐姆龍CP1H PLC沒(méi)有網(wǎng)口的痛點(diǎn),實(shí)現(xiàn)了PLC與上位機(jī)編程軟件和觸摸屏的高效通訊,顯著提升了生產(chǎn)線(xiàn)檢測(cè)系統(tǒng)的性能和可靠性。在實(shí)際應(yīng)用中,該模塊表現(xiàn)出了良好的穩(wěn)定性和兼容性,為企業(yè)帶來(lái)了顯著的經(jīng)濟(jì)效益。
(具體內(nèi)容配置過(guò)程及其他相關(guān)咨詢(xún)可聯(lián)系楊工。)
審核編輯 黃宇
-
數(shù)據(jù)采集
+關(guān)注
關(guān)注
42文章
8219瀏覽量
121159 -
以太網(wǎng)通訊
+關(guān)注
關(guān)注
0文章
30瀏覽量
7552 -
歐姆龍PLC
+關(guān)注
關(guān)注
2文章
47瀏覽量
4317
發(fā)布評(píng)論請(qǐng)先 登錄
歐姆龍 PLC CP1H 以太網(wǎng)模塊與上位機(jī)、MCGS 觸摸屏通訊配置案例

歐姆龍 CP1H PLC?借助以太網(wǎng)模塊與上位機(jī)編程軟件通訊實(shí)現(xiàn) MCGS?觸摸屏監(jiān)控的激光切割應(yīng)用配置案例

歐姆龍 CP1H PLC借助以太網(wǎng)通訊處理器實(shí)現(xiàn)在檢測(cè)生產(chǎn)線(xiàn)上的應(yīng)用案例

歐姆龍CP系列以太網(wǎng)模塊配置實(shí)現(xiàn)上位機(jī)與觸摸屏監(jiān)控方案

歐姆龍CPM1A系列PLC借助以太網(wǎng)模塊同時(shí)與上位機(jī)和觸摸屏,變頻器高效通訊案例

歐姆龍C200H以太網(wǎng)模塊連接上位機(jī)與觸摸屏的配置案例

歐姆龍C200H系列PLC以太網(wǎng)模塊應(yīng)用案例
歐姆龍CP1L PLC借助于歐姆龍以太網(wǎng)模塊與上位機(jī)編程軟件通訊實(shí)現(xiàn)觸摸屏監(jiān)控的應(yīng)用配置案例

沖壓車(chē)間生產(chǎn)優(yōu)化:歐姆龍CP1E PLC配合以太網(wǎng)模塊,助力上位機(jī)與觸摸屏協(xié)同工作

以歐姆龍CP1H PLC以太網(wǎng)模塊構(gòu)建紡織機(jī)械上位機(jī)和觸摸屏控制網(wǎng)絡(luò)的案例?
PLC以太網(wǎng)通訊模塊:歐姆龍 CP1H PLC在紡織機(jī)械上的應(yīng)用案例
歐姆龍PLC CP1E以太網(wǎng)模塊與上位機(jī)、觸摸屏通訊配置案例
歐姆龍CPM1APLC以太網(wǎng)模塊:實(shí)現(xiàn)上位機(jī)、觸摸屏及變頻器的高效通信

歐姆龍PLC CP1L通過(guò)以太網(wǎng)模塊與上位機(jī)通訊配置案例



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論