 淺析助焊劑在功率器件封裝焊接中的應用匹配要求
淺析助焊劑在功率器件封裝焊接中的應用匹配要求

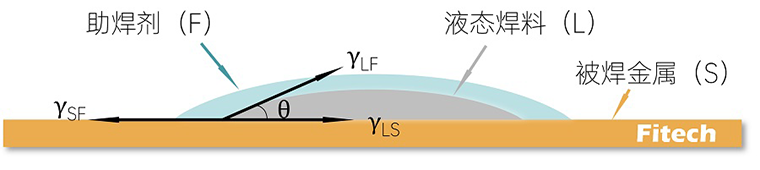
助焊劑是功率器件封裝焊接的“隱形功臣”,其核心作用是清除焊接表面氧化層、降低焊料表面張力、促進焊料潤濕鋪展,同時保護焊點免受二次氧化。其應用環節與匹配要求,直接隨功率器件的類型、焊接工藝及應用場景變化而調整,精準匹配是保障焊接質量與器件可靠性的關鍵。
一、助焊劑在功率器件封裝焊接中的核心應用環節
無論功率等級高低,助焊劑的應用均圍繞“焊接前活化、焊接中潤濕、焊接后保護”三個核心階段展開,具體環節如下:
焊接前預處理環節:主要用于清除焊盤(如銅焊盤、鎳鈀焊盤)和焊料表面的氧化層。對于存放時間較長(超過72小時)的功率器件或焊材,表面易形成氧化膜(如CuO、SnO?),需通過助焊劑預處理(如噴霧、刷涂或浸泡)提前活化表面,為后續焊接奠定基礎。
焊料成型與焊接環節:這是助焊劑的核心應用場景。在焊料印刷(如錫膏印刷)、植球(如預成型焊球焊接)或燒結(如銀漿燒結)過程中,助焊劑與焊料同步作用——加熱時助焊劑快速活化,持續清除氧化層,降低焊料流動性阻力,確保焊料均勻鋪展并與焊盤形成冶金結合;同時,助焊劑揮發產生的氣體可隔絕空氣,避免焊接過程中焊料與焊盤二次氧化。
焊接后輔助環節:焊接完成后,助焊劑殘留會形成一層保護膜覆蓋焊點表面,可有效防止焊點在后續存儲或工作環境中氧化腐蝕。對于免清洗助焊劑,此環節無需額外處理;若為普通助焊劑,需根據器件可靠性要求,通過清洗液去除殘留(如高可靠場景的航天、汽車電子)。
二、不同功率器件對助焊劑的使用與匹配要求
功率器件按功率等級可分為小功率(如消費電子MOSFET)、中功率(如工業 IGBT)、大功率(如SiC模塊、高壓晶閘管),其焊接工藝、應用場景差異顯著,對助焊劑的性能要求也呈現明顯分層。
(一)小功率器件:側重工藝性與成本,兼顧合規性
典型器件:消費電子中的MOSFET(如手機快充芯片)、小功率IGBT(如家電控制芯片)、整流二極管。
焊接工藝:以焊料印刷法為主,采用回流焊工藝,錫膏(如SAC305)中預混助焊劑,無需單獨涂覆。
應用場景:工作溫度低(通常≤125℃)、溫循波動小,對焊點可靠性要求中等,側重批量生產效率與成本控制。
助焊劑匹配要求:
活性適中:無需高強度活化(避免腐蝕焊盤),助焊劑含量控制在8%-12%,確保錫膏印刷時無坍塌、無橋連。
合規性達標:無鉛(Pb<0.1%)、零鹵素(Cl?+Br?<0.1%),符合 RoHS 2.0 標準,適配消費電子環保要求。
工藝適配性:觸變性良好(觸變指數1.4-1.6),適配鋼網印刷工藝,印刷后錫膏圖形完整,回流后焊點飽滿、空洞率低(≤5%)。
(二)中功率器件:平衡可靠性與工藝性,適配溫循場景
典型器件:工業變頻器IGBT模塊、光伏逆變器輔助功率板、充電樁控制模塊。
焊接工藝:以焊料印刷法或植球法為主,部分采用SnSb10Ni焊片焊接,助焊劑可預混于錫膏或單獨涂覆(如植球時的助焊劑打底)。
應用場景:工作溫度較高(125℃-150℃)、存在一定溫循波動(如工業環境晝夜溫差),對焊點抗熱疲勞性要求提升。
助焊劑匹配要求:
活性提升:需有效清除鎳鈀焊盤或焊片表面的氧化層,有機酸含量可適當提高(5%-8%),確保焊接時潤濕性良好(鋪展率≥85%)。
抗熱疲勞性強:助焊劑殘留膜需具備良好的柔韌性與絕緣性(絕緣電阻≥1012Ω),可緩解溫循過程中焊點的熱應力,避免焊點開裂。
兼容性廣:既能適配SAC305、SnSb10Ni等不同焊料,也能兼容鋼網印刷、植球等不同工藝,無需頻繁更換助焊劑類型。
(三)大功率器件:聚焦高溫穩定性與可靠性,滿足極端場景
典型器件:新能源汽車主驅SiC模塊、高壓晶閘管(35kV以上)、風電變流器IGBT模塊。
焊接工藝:以燒結法(如納米銀漿燒結)或釬焊法(如銀銅釬料焊接)為主,助焊劑需單獨涂覆,且需與燒結/釬焊工藝精準匹配。
應用場景:工作溫度極高(150℃-200℃)、溫循劇烈(-40℃-150℃)、承受大電流沖擊,對焊點的高溫穩定性、剪切強度與絕緣性要求嚴苛。
助焊劑匹配要求:
高溫活性穩定:活性溫度窗口需適配燒結/釬焊溫度(如銀漿燒結溫度200℃-250℃),在高溫下仍能持續清除氧化層,不產生大量揮發物(避免形成空洞)。
殘留特性優異:助焊劑殘留需無腐蝕性、耐高溫(≥200℃),且殘留量極低(≤0.5mg/cm2),避免高溫下殘留膜分解導致焊點失效;高可靠場景需選用免清洗助焊劑,或清洗后殘留離子含量≤10μg/cm2。
特殊性能適配:對于SiC模塊的銀漿燒結,助焊劑需具備良好的潤濕分散性,促進銀粉致密化,降低燒結層空洞率(≤1%);對于高壓晶閘管的釬焊,助焊劑需具備高絕緣性,避免焊點漏電(絕緣電阻≥1013Ω)。
三、助焊劑匹配的核心原則與常見誤區
(一)核心匹配原則
工藝適配原則:根據焊接工藝選擇助焊劑類型——印刷法選預混型助焊劑(適配錫膏),植球法選高粘性助焊劑(固定焊球),燒結法選高溫型助焊劑(適配燒結溫度)。
器件適配原則:功率越高、工作溫度越高,助焊劑的活性、高溫穩定性與殘留性能要求越高,需避免用小功率助焊劑替代大功率場景助焊劑。
合規適配原則:消費電子需滿足零鹵素、無鉛要求,汽車電子需額外符合 AEC-Q101標準,航天軍工需滿足高溫、低揮發物要求。
(二)常見誤區
盲目追求高活性:高活性助焊劑雖能提升潤濕性,但易腐蝕焊盤(尤其鎳鈀焊盤),且殘留量較高,僅適用于大功率器件的特殊場景,小功率器件使用易導致可靠性下降。
忽視工藝兼容性:如將適配電鍍法的助焊劑用于燒結法,會因活性溫度不匹配導致焊接失效;將普通助焊劑用于細間距印刷,會因觸變性不足導致錫膏坍塌、橋連。
忽略殘留影響:焊接后未及時清洗普通助焊劑,或選用殘留量高的助焊劑,會導致焊點長期使用后氧化、漏電,尤其在高溫、潮濕環境下,失效風險顯著提升。
-
IGBT
+關注
關注
1289文章
4349瀏覽量
263517 -
功率器件
+關注
關注
43文章
2131瀏覽量
95273 -
錫膏
+關注
關注
1文章
993瀏覽量
18302 -
SiC
+關注
關注
32文章
3768瀏覽量
69647 -
助焊劑
+關注
關注
3文章
150瀏覽量
12372
發布評論請先 登錄
smt無鉛助焊劑的特點、問題與對策
免清洗助焊劑好用嗎_免清洗助焊劑如何使用
助焊劑在波峰焊接過程中的作用、原理及工作模式

使用免清洗助焊劑有必要清洗嗎?
微電子封裝中助焊劑的分析及激光焊錫技術的應用

一文帶您看懂如何避免因助焊劑使用不當導致的焊接不良?




 工商網監
工商網監
評論