") 微電子封裝中助焊劑的分析及激光焊錫技術(shù)的應(yīng)用
微電子封裝中助焊劑的分析及激光焊錫技術(shù)的應(yīng)用

0 引言
在微電子封裝領(lǐng)域,助焊劑扮演著不可或缺的角色,它直接影響焊接過程的效率和最終產(chǎn)品的質(zhì)量。本文深入探討了助焊劑的來源、功能及其在焊接中的關(guān)鍵作用,并對當前備受關(guān)注的“綠色”助焊劑進行了全面概述,包括無鉛、低殘留、低毒性、無鹵素和無揮發(fā)性有機化合物(VOC)的特性。我們還將分析全球助焊劑的使用趨勢,從傳統(tǒng)的松香基助焊劑到現(xiàn)代的水溶性、免清洗和低固含量助焊劑。文章最后強調(diào),盡管助焊劑對微電子封裝至關(guān)重要,但目前尚無一種助焊劑能夠滿足所有應(yīng)用需求,這要求我們在選擇和應(yīng)用助焊劑時必須考慮其特定環(huán)境和要求。
接下來的章節(jié)將詳細討論助焊劑在軟釬焊中的作用機理、環(huán)保要求、全球市場概況以及激光錫焊技術(shù)的最新進展,為微電子封裝行業(yè)的專業(yè)人士提供寶貴的參考和指導。
1 研究背景
在軟釬焊中,助焊劑的作用不僅限于幫助流動,還包括輔助熱傳遞、去除氧化物、降低表面張力和防止再氧化。這些作用可以概括為四個方面:輔助熱傳遞、去除氧化物、降低表面張力和防止再氧化。助焊劑在化學反應(yīng)中起到催化劑的作用,雖然不進入焊點,但對完成釬焊接頭的速率和程度有著重要的影響。
助焊劑的常見組成包括活性劑(2%~5%)、溶劑(97%)(水+助溶劑)、表面活性劑(0.3%)、成膜劑(0.25%)和緩蝕劑(0.1%~0.2%)等。在工業(yè)應(yīng)用中,助焊劑的性能需滿足去除氧化物、防止再氧化、降低表面張力、促進焊料的潤濕和擴展等要求,并具有適當?shù)幕钚詼囟确秶⒘己玫臒岱€(wěn)定性、較小的表面張力、黏度和比重,以及易去除的殘渣。此外,助焊劑的基本組分應(yīng)符合環(huán)保要求,在常溫下儲存性質(zhì)穩(wěn)定,并達到或超過相關(guān)標準、行業(yè)標準或其他標準的要求。
2 環(huán)保助焊劑要點
2.1 無鉛
在歐盟的RoHS和WEEE認證中正式提出了對六種物質(zhì)(鉛Pb、鎘Cd、汞Hg、六價鉻(Cr(VI))、多溴聯(lián)苯(PBBs)、多溴二苯醚(PBDEs))的禁令。2011年12月1日在我國正式推廣的國推RoHS認證也規(guī)定了這六種物質(zhì)在中國的禁令。國推RoHS認證規(guī)定“無鉛”的標準是含鉛不大于0.1%。

與傳統(tǒng)的錫鉛焊料相比,無鉛焊料由于熔點高,易氧化,潤濕性差,要想獲得與錫鉛焊料質(zhì)量相當?shù)暮更c,必須使用活性更高,熱穩(wěn)定性更好的新型助焊劑,因此需要對相應(yīng)的助焊劑組成和焊接工藝進行重新設(shè)計。在工業(yè)生產(chǎn)中,可焊性和可靠性是評估無鉛焊料的重要指標。現(xiàn)今常見的無鉛焊料有SnAgCu等。
2.2 低殘留、低毒性
免清洗助焊劑避免了使用CFC溶劑,減少了對大氣臭氧層的破壞。這類助焊劑要求助焊劑殘留物不腐蝕、不吸濕和不導電。
2.3 無鹵
鹵素化合物的使用會逐步引起電氣絕緣性能下降和短路等問題,因此在2008.12起生效的IPC/J-STD-004B中,按不同物質(zhì)和含鹵素含量的多少將助焊劑分為十二類,其中小于0.05%(萬分之五)視為無鹵(不含鹵素化合物),0.05%2.0%為高活性。這個標準可以將目前市售的所有助焊劑都涵蓋其中,證明其分類的科學性。
2.4 無VOC
揮發(fā)性有機物(VOC)的使用不僅會導致氣候變化,還會影響產(chǎn)品安全。限制VOC在助焊劑中的使用已經(jīng)成為業(yè)界的共識,預計未來會有新的環(huán)保法規(guī)來規(guī)范VOC的使用。
除了以上四類物質(zhì),“綠色”助焊劑還要求無松香、高效、水性基體等方面,這里不一一展開。總的來說,“綠色環(huán)保,節(jié)能低碳”是助焊劑開發(fā)的總要求。具體來說,無松香,無鹵素,無VOC,水基,免清洗助焊劑的開發(fā)與應(yīng)用是當今微電子封裝材料研究領(lǐng)域的一項重要任務(wù)。
3 全球范圍內(nèi)助焊劑使用的概況
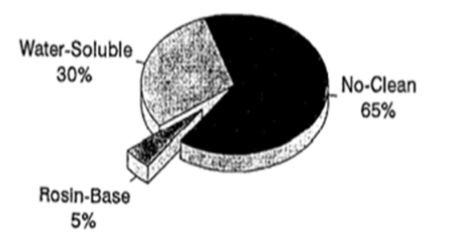
圖1 全球范圍內(nèi)助焊劑使用的概況
圖1所示為1990年代全球范圍內(nèi)助焊劑使用的概況,其中:松香基助焊劑(Rosin-Base)僅占5%,而水溶性助焊劑(Water-Soluble)的比例占30%,免清洗助焊劑(No-Clean)的比例高達65%。
3.1 松香基助焊劑

松香在是傳統(tǒng)的電子工業(yè)中是作為助焊劑的關(guān)鍵組分。松香基助焊劑的主要組分為:松香酸含量80%~90%,海松酸含量10%~15%。但松香基助焊劑有無法忽視的缺點:松香是一種天然產(chǎn)品,起到助焊作用的主要是松香酸,但其酸值不確定;松香在焊接時會放出大量焊接煙塵,污染環(huán)境;其殘留物不易除去,清洗用到的CFC會對大氣臭氧層造成破壞。此外,美國的松香生產(chǎn)已從1962年的12.5萬t下降至現(xiàn)今的1.5萬t,松香的供應(yīng)無法保證。因此有必要尋找松香型助焊劑的替代產(chǎn)品。
3.2 水溶性助焊劑

水溶性助焊劑主要有水溶性有機酸助焊劑(OA)和水溶性樹脂助焊劑(SA)。水溶性助焊劑顯著的特點是沒有CFC和其他溶劑。相比于松香型助焊劑,其具有更加優(yōu)良的焊接強度和熔融能力,且殘留物可溶于水,易于除去。然而,水溶性助焊劑的殘留物具有化學活性和腐蝕性,因此要徹底清洗。當水溶性助焊劑的殘留物未能完全從線路板上除去時,會損害線路板長期運行的可靠性,且比松香型助焊劑的殘留物損害更大。使用水溶性助焊劑時,要注意以下幾點:焊接過程中應(yīng)控制溫度曲線;印刷過程中要保證間隔的時間最短;清洗過程應(yīng)避免助焊劑卷入及殘留物未能完全除去;如使用皂化劑或其他添加劑,須控制其質(zhì)量和數(shù)量。此外,如需要可用中和、沉淀、分離控制來處理廢水。
3.3 免清洗助焊劑和低固含量助焊劑

免清洗助焊劑是Montreal議定書頒布后開發(fā)出來的新型助焊劑。這類助焊劑有充足的活性來保證焊接質(zhì)量,并且讓焊接中沒有焊球形成。其殘留物量最少,且無黏性,因此不影響焊件檢驗。除此以外,殘留物在溫度、濕度下保持惰性,且無腐蝕性。免清洗助焊劑的例子有英國Multicore公司的X-32無渣助焊劑,其不含鹵化物,無腐蝕性,可達到軍用標準的清潔度要求,固含量約為3%。德國Stannol焊劑制造廠生產(chǎn)的Stannol “900-6”低固含量助焊劑是一種無鹵素,無松香活化的水白色助焊劑,其固含量為6%,比重0.796,閃點13℃。
4 激光錫焊技術(shù)
在軟釬焊工藝中,助焊劑發(fā)揮著至關(guān)重要的作用,它通過去除焊點表面的氧化層、增強材料表面的潤濕性、降低合金層的形成溫度以及增加熔錫的鋪展面積,從而確保焊接過程的質(zhì)量和效率。傳統(tǒng)釬焊工藝通常涉及助焊劑的添加和焊后清洗工序,以去除殘留的助焊劑。然而,激光錫球焊接工藝采用無助焊劑的錫球作為焊接填充料,在保護氣體的環(huán)境下進行焊接加熱,確保釬料在焊接過程中無氧化,從而在材料表面實現(xiàn)良好的潤濕。這種工藝不僅實現(xiàn)了產(chǎn)品焊后無殘留助焊劑,還省去了焊后清洗工序,顯著降低了生產(chǎn)成本。

激光錫球焊接作為一種精密加工技術(shù),其優(yōu)勢在于單次焊接的釬料量穩(wěn)定,焊點一致性高,每個焊點的釬料量偏差最小。結(jié)合CCD高精度定位和自動化生產(chǎn)方式,可以顯著提高產(chǎn)品的生產(chǎn)良率和效率。此外,激光錫球焊接作為一種非接觸式熱源,能夠?qū)崿F(xiàn)傳統(tǒng)方式難以達到的工藝要求,如非接觸式加熱、精確可控的工藝參數(shù)和良好的重復操作穩(wěn)定性。激光的聚集效應(yīng)使得熱量集中,同時對焊點周邊區(qū)域的熱影響很小,有利于防止產(chǎn)品焊點周圍結(jié)構(gòu)的變形和損傷。
相較于傳統(tǒng)的軟釬焊工藝,激光軟釬焊能夠適應(yīng)更廣泛的焊點結(jié)構(gòu),減少人力消耗,并更好地適應(yīng)不同類型產(chǎn)品的生產(chǎn)要求。激光軟釬焊系統(tǒng)易于與不同類型的生產(chǎn)線結(jié)合,實現(xiàn)自動化生產(chǎn),且能耗相對較低,更加符合智能制造的理念。





5結(jié)語
在微電子封裝領(lǐng)域,助焊劑是確保焊接質(zhì)量和效率的關(guān)鍵。隨著環(huán)保和技術(shù)進步,行業(yè)趨向使用無鹵素、低殘留、免清洗、無/低VOC的“綠色”助焊劑,這些助焊劑既環(huán)保又提高了生產(chǎn)效率。選擇合適的助焊劑時,必須平衡環(huán)保性能和成本效益。本文分析了助焊劑的多個方面,包括其來源、作用、環(huán)保要求,并綜述了全球使用情況,指出沒有一種助焊劑能滿足所有需求,因此提供多樣化的助焊劑選擇是行業(yè)發(fā)展的關(guān)鍵。激光錫焊技術(shù)作為一種新興技術(shù),通過使用無助焊劑的錫球和保護氣體,實現(xiàn)了焊接過程中釬料無氧化,提高了生產(chǎn)效率并降低了成本。助焊劑作為微電子封裝行業(yè)的“催化劑”,其研發(fā)將繼續(xù)朝著環(huán)保、高效、經(jīng)濟的方向發(fā)展,未來的研究將更加注重性能優(yōu)化和環(huán)保標準的提升,以滿足嚴格的工業(yè)要求,推動微電子封裝技術(shù)的進步。
本文由大研智造撰寫,專注于提供智能制造精密焊接領(lǐng)域的最新技術(shù)資訊和深度分析。大研智造是集研發(fā)生產(chǎn)銷售服務(wù)為一體的激光焊錫機技術(shù)廠家,擁有20年+的行業(yè)經(jīng)驗。想要了解更多關(guān)于激光焊錫機在智能制造精密焊接領(lǐng)域中的應(yīng)用,或是有特定的技術(shù)需求,請通過大研智造官網(wǎng)與我們聯(lián)系。歡迎來我司參觀、試機、免費打樣。
審核編輯 黃宇
-
激光
+關(guān)注
關(guān)注
21文章
3691瀏覽量
69776 -
焊錫
+關(guān)注
關(guān)注
0文章
329瀏覽量
19993 -
助焊劑
+關(guān)注
關(guān)注
3文章
150瀏覽量
12382 -
微電子封裝
+關(guān)注
關(guān)注
1文章
32瀏覽量
7275
發(fā)布評論請先 登錄
DW-181水溶性助焊劑:面向先進封裝工藝的高性能解決方案
晶圓級封裝良率提升方案:DW185半導體級低黏度晶圓助焊劑
高低溫環(huán)境對激光焊錫應(yīng)用的影響機理

一文帶您看懂如何避免因助焊劑使用不當導致的焊接不良?

淺析助焊劑在功率器件封裝焊接中的應(yīng)用匹配要求

晶圓級封裝Bump制作中錫膏和助焊劑的應(yīng)用解析

激光焊錫三大核心工藝助力PCB電子工業(yè)發(fā)展

如何調(diào)試激光焊錫機工藝實現(xiàn)自動化加工
焊錫膏的成分組成以及各自起到的作用

助焊劑與焊錫膏有什么區(qū)別
淺談藍光激光焊錫技術(shù)的優(yōu)勢:賦能精密電子制造升級
激光焊錫在電子元件制造中的應(yīng)用

電路板激光焊錫助焊劑殘留清洗全方案:從危害到源頭控制解析
激光錫球焊錫機為MEMS微機電產(chǎn)品焊接帶來新突破



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論