 CC-Link IE FB轉EtherCAT協議轉換網關實現臺達伺服與三菱PLC通訊的配置案例
CC-Link IE FB轉EtherCAT協議轉換網關實現臺達伺服與三菱PLC通訊的配置案例


一、項目背景
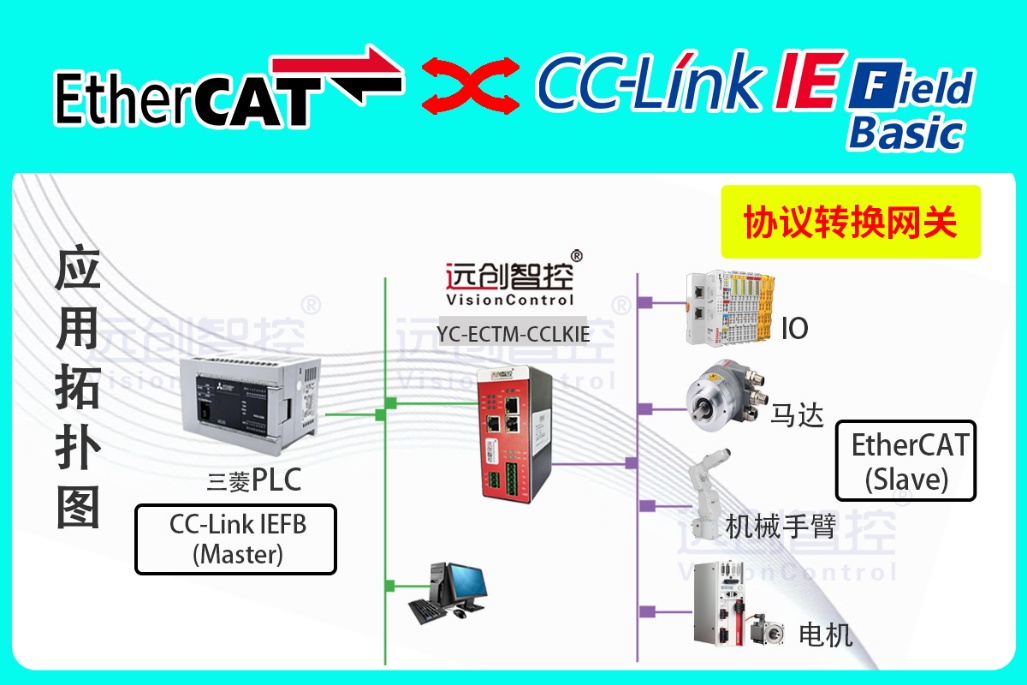
華南某上市玻璃集團 2024 年新建一條 950 t/d 大型浮法玻璃生產線,主控系統沿用成熟穩定的三菱 MELSEC iQ-R 系列 PLC(R08CPU,固件 47J),現場層采用 CC-Link IE Field Basic 總線,周期 4 ms,中央控制室通過光纖環網連接 18 臺遠程 I/O 子站、6 臺變頻器及冷端取片機器人。2025 年工藝升級,錫槽出口增設“在線橫切+優化掰邊”單元,要求 32 根伺服軸(臺達 ASD-A3-E 系列)在 1 ms 內完成高同步定位,確保玻璃帶以 1.8 m/s 速度運行時橫向切割誤差 ≤±0.2 mm。臺達伺服僅支持 EtherCAT,而原三菱 PLC 僅支持 CC-Link IE FB,若整體更換主站,造價超 120 萬元且需重新驗證全部工藝模塊,風險巨大。經多輪論證,集團最終采用“協議轉換網關”方案,選定遠創智控 YC-ECTM-CCLKIE工業級協議轉換網關EtherCAT 主站,實現異構網絡無縫銜接。

二、關鍵設備清單
1.主控 PLC:三菱電機 MELSEC iQ-R R08CPU,固件 47J
2.協議網關:遠創智控 YC-ECTM-CCLKIE協議轉換網關
3.伺服驅動:臺達 ASD-A3-1521-E 15A EtherCAT 伺服,32 套
4.伺服電機:臺達 ECMA-EA1315RS 1.5 kW,32 套
5.遠程 I/O:三菱 NZ2GF2B1-16D 數字量輸入模塊,12 套
6.交換機:赫斯曼 OCTOPUS 8M-EEC 工業環網交換機
7.軟件平臺:GX Works3(PLC 編程)、YC-GateConfig V2.3.7(網關配置)、Delta ASD-Soft(伺服調諧)
三、網絡拓撲與連接方式
1.CC-Link IE FB 側
R08CPU 本體以太網口 → 赫斯曼交換機 → YC-ECTM-CCLKIE工業智能網關的“CCLKIE”端口;網關作為 CC-Link IE FB 從站,站號 21,占用 768 字節輸入/768 字節輸出,映射到 R08CPU 軟元件 D5000-D5383(輸入)與 D6000-D6383(輸出)。
1.EtherCAT 側
網關“EtherCAT OUT1” → 1# 橫切機組(16 軸)→ 環回“IN1”形成線型拓撲;“EtherCAT OUT2” → 2# 掰邊機組(16 軸)→ 環回“IN2”。全部 32 軸站號自動掃描分配,主站周期 1 ms,采用 DC-Synchronous 模式,分布式時鐘抖動實測 22 ns,遠優于工藝要求的 50 ns。

四、網關參數配置步驟
1.硬件安裝
導軌 TS35×7.5 安裝,24 VDC±5% 供電,最大功耗 3.8 W;工作溫度-25~+55 ℃,濕度 ≤95%,符合玻璃熔窯三防噴涂要求。
2.軟件配置(YC-GateConfig V2.3.7)
a) CC-Link IE FB 從站設置
IP:192.168.1.21/24;輸入/輸出長度:768 字節;協議版本:CC-Link IE FB Basic V1.10。
b) EtherCAT 主站設置
同步周期:1 ms;同步抖動容限:±50 ns;PDO 映射:
– RxPDO:6040h(控制字)、607Ah(目標位置)、60FFh(目標速度)、6071h(目標轉矩);
– TxPDO:6041h(狀態字)、6064h(實際位置)、606Ch(實際速度)、6077h(實際電流)。
c) 數據映射表(以第 1 軸為例)
D5000-D5003:目標位置;D5004-D5005:目標速度;D6000-D6003:實際位置;D6004-D6005:實際電流。配置完成后點擊“Download”,網關重啟,RUN 燈常綠,EtherCAT 側 32 軸全部進入 OP 狀態。
五、PLC 程序設計(GX Works3)
1.在“以太網配置”里添加 CC-Link IE FB 從站,站號 21,長度 768 字節;
2.創建 FB 塊“MC_Group_Glass”,周期 2 ms 調用:
· 將工藝算法生成的 32 軸目標位置、速度寫入 D5000-D5375;
· 讀取 D6000-D6375 獲取實際位置、電流及報警碼;
3.報警處理:若網關狀態字 D6000.0 bit0=0,判定 CC-Link IE FB 斷線;若 bit1=0,判定 EtherCAT 斷線,立即觸發 R08CPU 的“EMSTOP”子程序,所有伺服進入 Quick-Stop 狀態,橫切刀 25 ms 內抬升,避免劃傷玻璃帶表面。

六、現場調試與性能驗證
1.空載測試
32 軸同時回零,采用 CiA 402 回零方式 17(原點+Z 脈沖),回零速度 30 mm/s,爬行 3 mm/s,全部回零完成耗時 3.2 s;單軸往復定位測試,行程 800 mm,加減速 0.6 g,定位誤差 ≤±0.015 mm,遠優于 ±0.2 mm 工藝要求。
2.滿載測試
玻璃原板 3.3 m 寬、1.8 m/s 線速度,連續運行 168 h,PLC 側抓包統計:CC-Link IE FB 網絡丟包率 0%,EtherCAT 同步抖動最大 22 ns;與未改造前(臨時脈沖模塊控制)對比,平均切割節拍提升 21%,優等品率由 96.8% 提升到 99.5%
3.抗干擾測試
在距離網關 0.8 m 處啟動 160 kW 錫槽調功柜,重復升降溫,EtherCAT 零丟包;靜電放電 ±8 kV 接觸、±15 kV 空氣放電,通信未中斷,符合 IEC 61000-4-2 要求。

七、運維與診斷
網關內置 Web 服務器,現場工程師用手機通過 Wi-Fi 登錄 192.168.1.21,可實時查看 32 軸的 PDO 曲線、同步抖動、報警履歷;支持 HTTP POST,每 3 s 將關鍵數據(節拍、電流、溫度)以 JSON 推送至集團 MES(華為 Atlas 800),整體延遲 <150 ms;設備 OEE 數據自動入庫,故障定位時間由之前 2.5 h 縮短至 10 min,大幅節省維護成本。
八、經驗總結
1.協議轉換網關是玻璃等傳統行業升級高速伺服的高效捷徑;
2.選型時必須確認網關的 EtherCAT 主站能力(軸數、周期、抖動)與伺服驅動兼容性,遠創智控 YC-ECTM-CCLKIE協議轉換網關在 32 軸 1 ms 場景下表現穩定;
3.映射表與診斷字必須提前規劃,方便 PLC 直接復用現有工藝算法;
4.現場布線要遠離動力電纜,EtherCAT 采用屏蔽雙絞線,接地電阻 <1 Ω,可有效抑制調功柜干擾;
5.玻璃生產線 24 h 連續運行,建議網關與伺服均采用冗余電源,確保“零停機”持續生產。
審核編輯 黃宇
-
網關
+關注
關注
9文章
6767瀏覽量
56254 -
ethercat
+關注
關注
19文章
1507瀏覽量
45175 -
CC-Link
+關注
關注
0文章
268瀏覽量
14127
發布評論請先 登錄
EtherNet/IP轉CC-Link IE FB協議轉換網關實現三菱PLC與機械臂通訊在焊裝車間的應用案例

ProfiNet轉CC-Link IE FB協議轉換網關實現三菱PLC與西門子變頻器通訊在風機調節的應用案例

CC-LINK IE FB轉CAN協議轉換網關實現三菱PLC與儀表通訊在農業機械的應用案例

CC-Link IE FB轉Modbus TCP協議轉換網關實現三菱PLC與變頻器通訊在現代農業溫室的應用案例

協議不通?CC-Link IE轉Ethernet/IP網關來當“端水大師”

CC-Link IE FB轉EtherNet/IP協議轉換網關實現AB PLC與三菱PLC通訊的配置案例

ProfiNet轉CC-Link IE FB協議轉換網關實現西門子1500 PLC與三菱伺服通訊的配置案例

Profinet轉CC-Link IE總線協議轉換網關建議點贊收藏
CC-Link IE FB轉EtherCAT協議轉換網關實現匯川PLC與三菱PLC通訊在機械設備制造廠的應用案例

CC-Link IE轉PROFINET網關:破解“剛柔并濟”的工業協作戰

CC-Link IEFB 轉 EtherCAT:總線協議轉換三菱FX驅動匯川伺服封裝前移送案例
EtherCAT轉CC-Link IE FB協議轉換網關實現三菱PLC與匯川伺服驅動器通訊的配置案例

EtherCAT轉CC-Link IE FB協議轉換網關:三菱PLC與匯川伺服驅動器通訊實戰配置案例
CCLink IE轉ModbusRTU網關與臺達變頻器及三菱PLC的集成





 工商網監
工商網監
評論