 ProfiNet轉CC-Link IE FB協議轉換網關實現西門子1500 PLC與三菱伺服通訊的配置案例
ProfiNet轉CC-Link IE FB協議轉換網關實現西門子1500 PLC與三菱伺服通訊的配置案例


一、項目背景與痛點
項目現場原有一條 2018 年投產的“開卷-校平-送料-沖裁-碼垛”線體,上位控制器為西門子 S7-1516-3 PN/DP,現場 I/O 與 15 臺 G120 變頻器走 PROFINET IRT,節拍 28 SPM(沖次/分鐘)。設備部門選型的結果是:三菱 HG-KR 系列小慣量電機 + MR-J4-B 伺服驅動,驅動器自帶 CC-Link IE FB Ver.2,最高 4 Mbps,最小站周期 1.7 ms,電子凸輪曲線由 MR Configurator2 直接生成。
矛盾點就此出現——西門子 PLC 只能發 PROFINET,而三菱伺服只認 CC-Link IE FB,二者物理層、數據層、應用層完全異構;若把整套 PLC 換成三菱 iQ-R 系列,停機周期至少 3 周,成本 46 萬元,被生產部直接否決。于是“協議轉換網關”成為唯一可行路線。

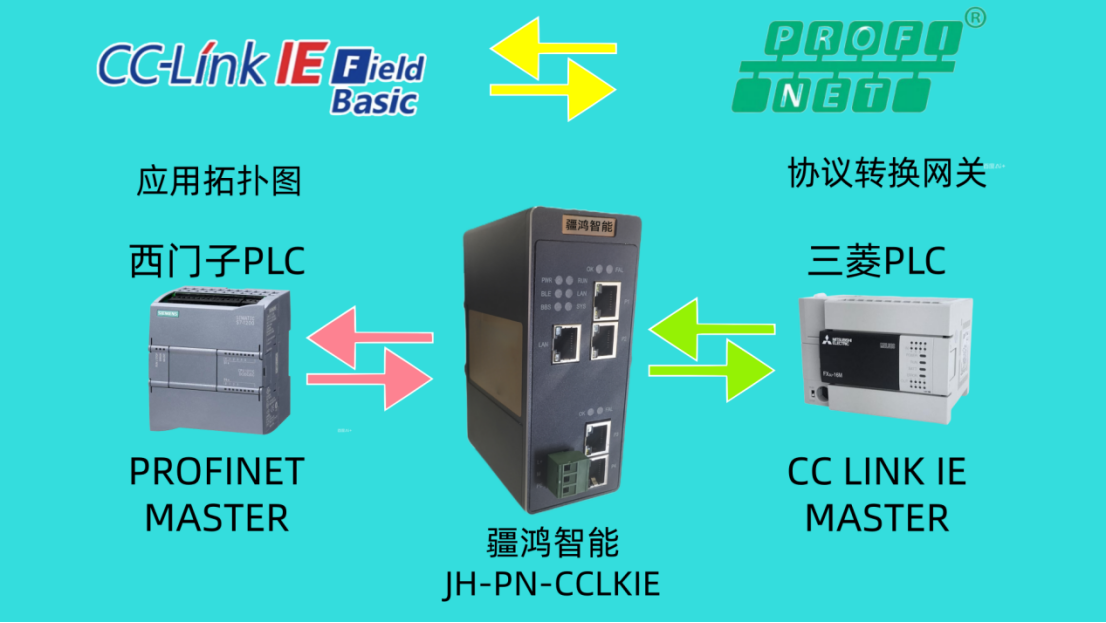
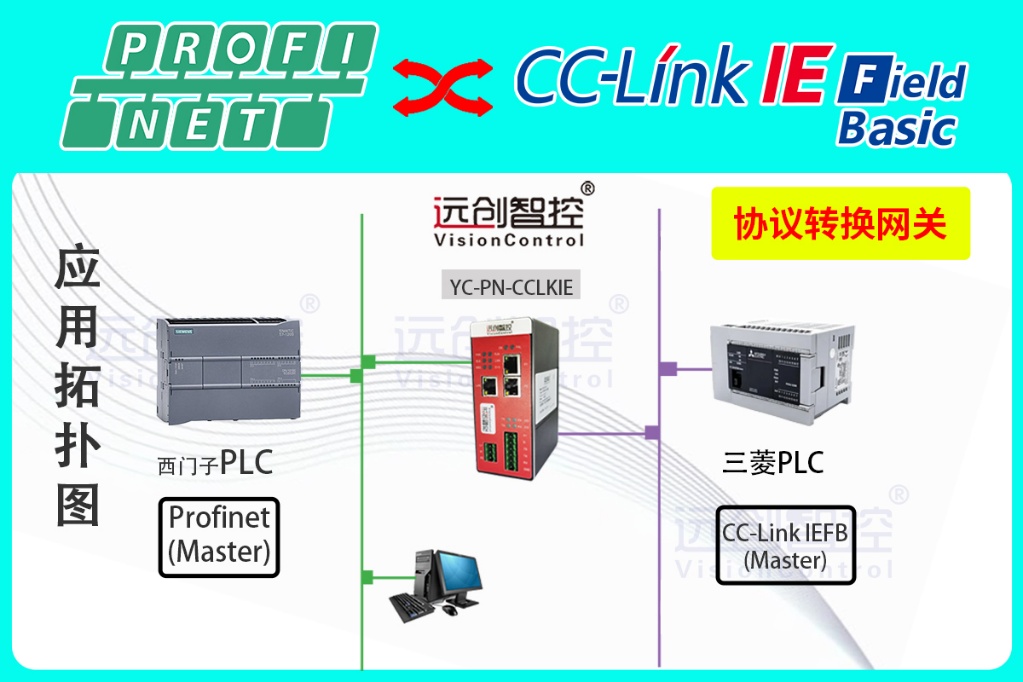
二、方案選型與拓撲
經 4 家網關廠商對比,遠創智控 YC-CCLKIEM-PN工業級協議轉換網關在 2025 年 9 月剛剛拿到 CC-Link IE FB 一致性測試 A 級報告(編號 CLPA-2025-09-18-07),支持 PROFINET IRT 從站、CC-Link IE FB Ver.2 主站,最小轉發延遲 250 μs,自帶雙口以太網支持 MRP 環網,且提供 TIA Portal GSDML 文件,可像普通 IO 設備一樣直接拖曳組態,因此敲定該型號。拓撲如下:
·S7-1516-3 PN/DP(6ES7 516-3AN01-0AB0)→ 交換機 X204-2IRT(6GK5 204-2BB00-2AA3)→ YC-CCLKIEM-PN Port1(環網冗余)
·YC-CCLKIEM-PN協議轉換網關正面 8 位撥碼,站號 1,波特率 4 Mbps,占用 4 站×32 RW 字節
·MR-J4-B 共 6 軸,站號 2-7,每軸 8 RW 字節(位置 4 字節 + 速度 2 字節 + 扭矩 2 字節)
·24 VDC 電源采用普爾世 QT40.241,網關功耗 3.2 W,每軸伺服通訊口功耗 0.3 W,總電流預算 < 2 A,原柜內電源剛好富裕。
三、硬件接線與接地
1.PROFINET 側:YC-CCLKIEM-PN工業智能網關自帶兩個 RJ45,支持 MRP。項目現場把 Port2 與交換機 X204-2IRT 環回,構成 < 50 m 單模光纖環,任何一根網線被沖床振動碰斷,自愈時間 < 200 ms,對 4 ms 伺服周期零影響。
·CC-Link IE FB 側:網關 Port1(RJ45)→赫斯曼交換機→MR-J5 驅動器 CN11 口;
·拓撲:總線型,站號 1~24,每站 256 Byte 輸入/256 Byte 輸出,總計 6 kB 循環數據;
·刷新周期:1 ms,網關自動廣播"Refresh"幀,保證伺服 16 kHz 電流環與 4 kHz 速度環實時跟隨。
2.接地:網關金屬殼體與柜內 PE 排一點接地,避免 PROFINET 與 CC-Link IE FB 出現地電位差;同時用 6 mm2 黃綠線把 6 臺伺服驅動器 PE 串成“日”字形,最終與沖床機身接地極 < 1 Ω。

四、軟件配置步驟
1.TIA Portal 側:
a. 導入 GSDML-V2.4-YC-CCLKIEM-PN-20250915.xml,拖曳到 PROFINET 網絡,設設備名“CCLK-Master”,IP 192.168.1.20,更新時間 2 ms,數據長度 64 字節輸入 / 64 字節輸出。
b. 在“設備視圖”中建立 6 個槽,對應 6 軸映射:槽 1 為軸 1(8 Byte I / 8 Byte Q),槽 2 為軸 2 … 槽 6 為軸 6,這樣 PLC 側邏輯地址連續,方便后續 FOR 循環。
c. 下載完成后,用在線診斷確認 2 ms 周期無丟包,網絡負載 11%。
2.MR Configurator2 側:
a. 逐臺設置站號 2-7,波特率 4 Mbps,模式“絕對位置 + 速度前饋”,電子齒輪 1048576 pulse/rev,絲桿螺距 10 mm,換算后 1 μm = 0.104 pulse。
b. 把站 2 設為“電子凸輪主軸”,站 3-7 為“從軸”,凸輪曲線 360° 分 4096 點,由沖床編碼器 720 ppr 經 1:2 同步帶提供。
3.YC-CCLKIEM-PN 配置工具:
a. 用 USB-C 線連接網關,打開 YC_Config_V1.7.2,讀取固件,確認硬件版本 V2.3。
b. 在“PN→CCLK 映射表”中,把 PLC 輸出字節 QW0-QW63 對應到 CC-Link IE FB 主站 RWw0-RWw31;把 CC-Link IE FB 主站 RWr0-RWr31 對應到 PLC 輸入字節 IW0-IW63。
c. 啟用“時鐘同步”選項,讓網關把 PROFINET 的 2 ms 節拍倍頻后生成 1 ms 的 CC-Link IE FB 同步中斷,保證兩網 jitter < 50 μs。
d. 寫入參數后重啟,綠色 RUN 燈常亮,LNK 燈 100 ms 閃爍,代表主站已輪詢到 6 臺從站。

五、PLC 程序開發要點
1.采用西門子官方 LAcyc 庫,用 “ReadWriteRecord” 一次性把 64 字節用戶數據搬移到 DB100,減少 IO 訪問次數;
2.電子凸輪計算放在 2 ms 等時中斷 OB61,主軸角度由高速輸入 TM PosInput 2 × 24 V 差分讀取,分辨率 0.088°;
3.伺服命令先寫目標位置 4 字節,再寫控制字 6040h(啟動、使能、急停),最后統一觸發“同步寫”位,保證 6 軸同時更新;
4.故障位 1 ms 輪詢,一旦任何軸報警,PLC 在 10 ms 內把沖床離合器氣壓切斷,同時把凸輪曲線切換到“安全回零”段,確保模具不撞車。

六、項目總結
YC-CCLKIEM-PN工業級協議轉換網關在本次“德系-日系”協議混搭場景中,以 250 μs 級轉發延遲、零丟包、即插即用的表現,讓西門子 PLC 與三菱伺服像“同一品牌”一樣協同工作,既保護了用戶原有 PROFINET 資產,又享受了日系伺服高性價比的電子凸輪詢功能。
審核編輯 黃宇
-
網關
+關注
關注
9文章
6878瀏覽量
56473 -
協議轉換
+關注
關注
1文章
313瀏覽量
10240 -
Profinet
+關注
關注
9文章
2317瀏覽量
28286 -
CC-Link
+關注
關注
0文章
299瀏覽量
14238
發布評論請先 登錄
嘎嘎好用!耐達訊自動化CC-Link IE轉Profinet網關破解物流AGV協議壁壘實戰解析

ProfiNet轉CC-Link IE FB協議轉換網關實現三菱PLC與西門子變頻器通訊在風機調節的應用案例

"網關”成頂流!PROFINET轉CC-LINK,汽車產線的“翻譯官”出圈記

CC-Link IE FB轉Modbus TCP協議轉換網關實現三菱PLC與變頻器通訊在現代農業溫室的應用案例

CC-Link IE FB轉EtherNet/IP協議轉換網關實現AB PLC與三菱PLC通訊的配置案例


一場協議轉換的“破壁”之旅:CC-Link IE轉PROFINET網關實戰手記

CC-Link IE FB轉EtherCAT協議轉換網關實現匯川PLC與三菱PLC通訊在機械設備制造廠的應用案例

CC-Link IE轉PROFINET網關:破解“剛柔并濟”的工業協作戰

工業通信“破壁者”:CC-Link IE轉PROFINET網關在服務機器人領域的創新實踐

ProfiNet轉CC-Link IE FB協議轉換網關實現西門子1200 PLC與三菱FX 5U PLC通訊的配置案例
鍋爐廠房里西門子PLC使用Profinet轉CCLKIE智能網關與三菱PLC進行通訊解決方案案例

CCLKIE轉智能網關實現鍋爐房西門子PLC與三菱PLC通訊案例





 工商網監
工商網監
評論