 西門子 S7-300 PLC?通過 MPI?以太網模塊與上位機通訊實現飲料生產線狀態監控的應用配置案例
西門子 S7-300 PLC?通過 MPI?以太網模塊與上位機通訊實現飲料生產線狀態監控的應用配置案例


一、行業痛點與需求
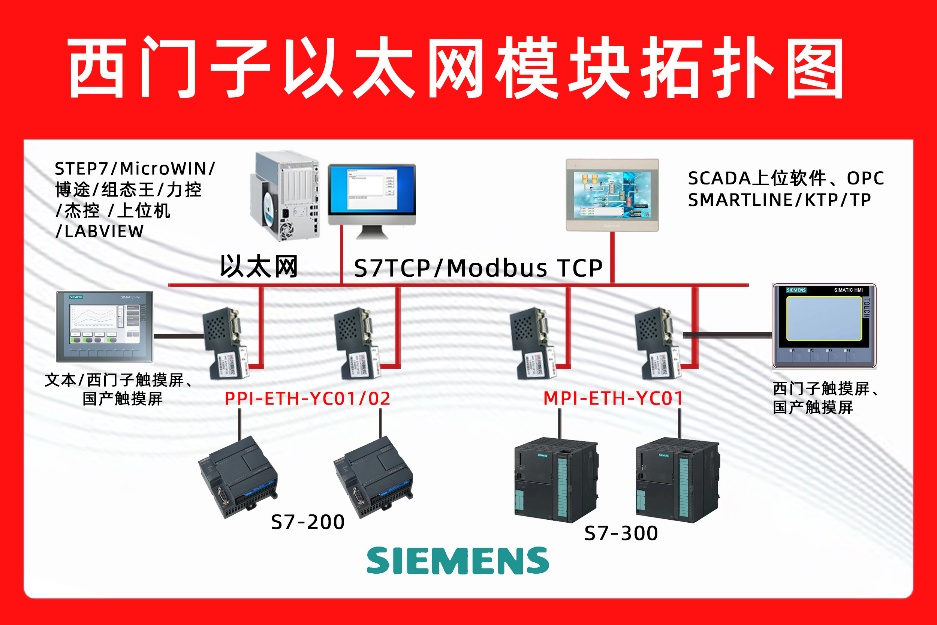
在飲料加工行業,生產線的自動化程度直接決定生產效率和產品質量穩定性,西門子 S7-300 PLC憑借其快速的運算速度、靈活的擴展能力和適應食品加工車間的工業環境,被廣泛應用于飲料生產線的配料、灌裝、封蓋、貼標等核心工序的自動化控制。但傳統西門子 S7-300 PLC僅支持 MPI協議,無以太網接口,無法實現與上位機的遠程數據采集和集中監控,難以滿足飲料企業規模化生產中對生產線實時監控、質量追溯和高效管理的需求,PLC的網絡通信局限成為制約企業數字化發展的重要因素。為破解這一痛點,捷米特 ETH-S7300-JM01 MPI以太網模塊應運而生。該模塊可實現西門子 S7-300 PLC MPI接口到以太網接口的專業轉換,讓 PLC順利接入企業工業網絡,與上位機編程軟件和監控系統建立穩定的以太網通信,打通生產數據傳輸的 “最后一公里”。
二、項目背景
某大型飲料生產企業主營瓶裝果汁、碳酸飲料等產品,擁有 4條自動化飲料生產線,核心控制系統均采用西門子 S7-300 PLC。隨著企業擴大生產規模并推進數字化工廠建設,需要搭建一體化生產監控平臺,實現對所有生產線的集中監控、生產數據實時匯總、產品質量數據追溯以及設備的遠程運維。但原有 PLC系統因無以太網接口,只能通過本地操作終端進行現場控制,生產數據無法實現遠程傳輸和集中管理,各生產線數據相互獨立,給企業生產調度和質量管控帶來極大不便,成為企業數字化工廠建設的核心障礙。

三、解決方案
1.硬件選型
結合飲料生產線的生產工況、通信需求以及與西門子 S7-300 PLC的兼容性,企業經過多輪測試和對比,最終選用捷米特 ETH-S7300-JM01 MPI以太網模塊作為通信升級核心硬件。該模塊是針對西門子 S7系列 PLC打造的專業 MPI 轉以太網產品,完美適配 S7-300 PLC,其核心優勢如下:
支持 100Mbps自適應以太網連接,滿足飲料生產線多參數、高頻次的數據傳輸需求,保障數據傳輸的高速和穩定;
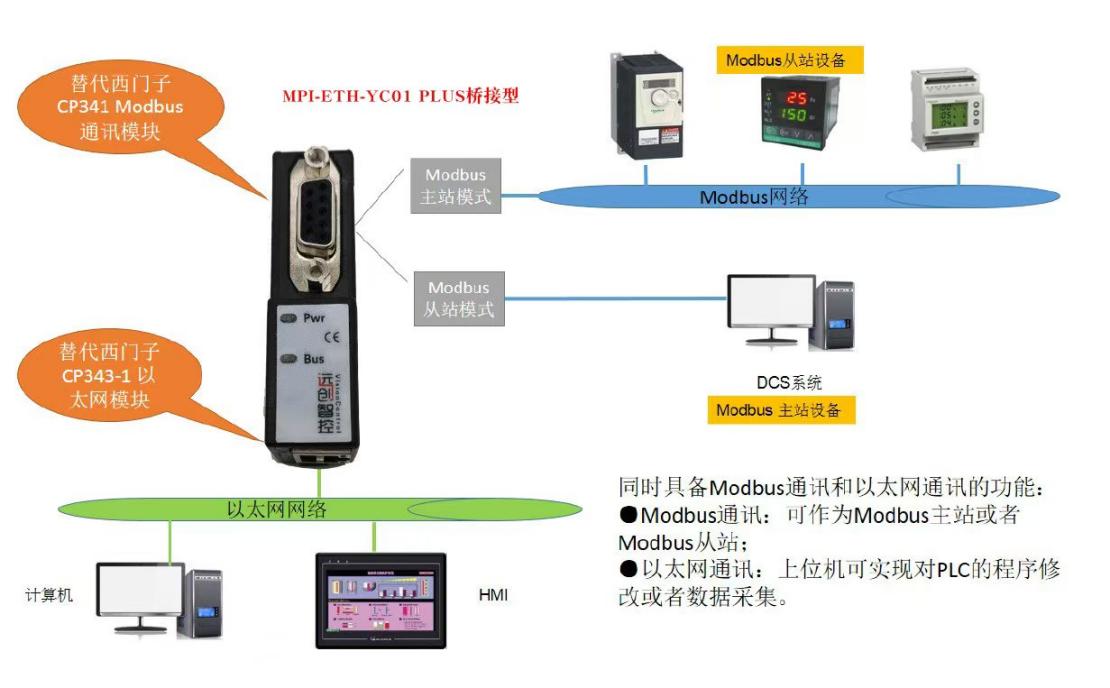
采用獨立的 MPI接口連接設計,不占用 PLC的編程口,可同時進行 PLC的在線編程調試和生產數據的實時采集,不干擾生產線的正常生產節奏;
支持 S7TCP、ModbusTCP等主流工業通信協議,可靈活對接組態王、力控、杰控等各類上位機監控軟件,適配企業現有數字化系統。

2.硬件安裝
在飲料生產線的現場控制箱和中央控制室的 PLC控制柜內,分別為各條生產線的西門子 S7-300 PLC安裝捷米特 ETH-S7300-JM01 MPI以太網模塊,將模塊直接插接在 PLC的 MPI接口上,完成模塊與 PLC的硬件對接;隨后使用屏蔽型工業以太網線,將所有模塊統一接入企業工業局域網的核心交換機,實現模塊與上位機監控中心的網絡連接,安裝過程簡單便捷,無需對原有生產線的控制線路進行大幅改造,確保生產線正常生產。
3.軟件配置
模塊參數配置:利用捷米特提供的專用模塊配置軟件,在現場調試終端對每臺 ETH-S7300-JM01模塊進行獨立的網絡參數設置,根據企業工業局域網的地址規劃,為各模塊分配唯一的 IP地址,同時配置對應的子網掩碼和網關,確保所有模塊與上位機處于同一通信網段,實現網絡互通;
上位機軟件配置:在上位機監控中心的服務器和操作終端上,安裝西門子 STEP7編程軟件和組態王監控軟件,完成軟件的安裝授權和基礎設置后,在軟件中配置以太網通信參數,選擇 S7TCP通信協議,逐一添加各生產線的 PLC設備,并將設備與對應的 ETH-S7300-JM01模塊網絡地址進行關聯,完成上位機與所有 PLC 的通信配置。
四、實施過程
1.網絡連接測試
所有硬件安裝和軟件參數配置完成后,首先開展全網通信連接測試。通過上位機的網絡管理工具,對每臺 ETH-S7300-JM01模塊的網絡連通性、傳輸穩定性進行持續檢測,同時通過 ping命令對模塊 IP地址進行多輪測試。測試結果顯示,所有模塊與上位機之間的通信鏈路均成功建立,網絡延遲低、無丟包,完全滿足飲料生產線實時監控的通信要求。

2.數據采集與監控
網絡連通性驗證通過后,啟動生產數據采集和遠程監控功能測試。通過上位機的組態王監控軟件和 STEP7編程軟件,實時讀取各生產線 PLC中的核心生產數據,包括配料比例、灌裝液位、生產速度、設備運行狀態、產品計數等關鍵參數,并在上位機監控界面進行可視化展示,按生產線劃分監控區域,實現參數的實時刷新和狀態的動態監控;同時,通過上位機向 PLC發送生產速度調節、設備啟停等控制指令,驗證遠程控制的及時性和準確性,測試結果顯示數據采集精準無誤,控制指令響應迅速。
3.生產管理系統集成
將通過 ETH-S7300-JM01模塊采集到的 4條生產線的實時生產數據,無縫對接至企業的生產管理系統和產品質量追溯系統,實現生產數據的集中匯總、分析和存儲。在生產管理系統中搭建綜合監控大屏,實現生產線運行狀態的全局展示,同時設置異常數據報警功能,當生產參數超出設定范圍或設備出現運行異常時,系統自動發出聲光報警;將生產數據與產品批次信息綁定,實現產品從配料到成品的全流程質量追溯。

五、實施效果
1.提升通信效率
通過捷米特 ETH-S7300-JM01 MPI以太網模塊的升級改造,西門子 S7-300 PLC與上位機的通信協議從 MPI升級為以太網,數據傳輸速率從 12Mbps提升至 100Mbps,實現了生產數據的高速、實時傳輸,大幅縮短了數據采集和控制指令的響應時間,解決了原有通信方式效率低、數據滯后的問題,讓各生產線的生產數據能夠實時匯聚到上位機監控中心。
2.優化生產管理
一體化的遠程監控平臺讓管理人員能夠實時掌握所有生產線的運行狀況,通過對集中采集的生產數據進行分析,可及時發現生產線的工藝瓶頸和生產效率短板,針對性地調整生產參數和生產計劃,實現各生產線的負荷均衡分配。改造后,企業的生產調度效率提升約 15%,生產線的平均生產速度提高約 10%,同時因參數精準控制,產品合格率提升至 99.8%以上。
3.提高設備可靠性
遠程監控和實時數據采集功能,讓設備維護人員能夠隨時掌握灌裝機、貼標機、封蓋機等關鍵設備的運行參數,及時發現設備的微小運行異常,通過數據分析提前判斷設備故障隱患,實現設備的預防性維護和精準維修。改造后,飲料生產線關鍵設備的故障停機時間減少 70%以上,設備的維護成本降低約 20%,不僅提高了設備的可靠性和使用壽命,還保障了生產線的連續、穩定運行,有效避免了因設備突發故障造成的生產損失。
六、總結
捷米特 ETH-S7300-JM01 MPI轉以太網模塊在飲料生產線的成功應用,精準解決了西門子 S7-300 PLC缺乏以太網接口的實際問題,實現了 PLC與上位機的高效、穩定以太網通信。此次升級改造不僅幫助企業搭建了一體化的生產監控平臺,實現了飲料生產線的遠程監控、集中管理、質量追溯和智能運維,大幅提升了企業的生產效率和管理水平,還為企業后續推進數字化工廠、智能制造建設奠定了堅實的網絡通信基礎,為飲料加工行業傳統自動化控制系統的數字化升級提供了切實可行的實踐方案。
(其他內容配置過程及其他相關咨詢可聯系楊工。)
審核編輯 黃宇
-
以太網
+關注
關注
41文章
6089瀏覽量
181300 -
plc
+關注
關注
5051文章
14679瀏覽量
487776 -
西門子
+關注
關注
98文章
3350瀏覽量
120564
發布評論請先 登錄
S7-300 通過以太網模塊連接上位機快遞分揀系統
西門子 S7-300 PLC?借助于 MPI?以太網通訊模塊與上位機通訊實現觸摸屏監控快遞分揀中心的應用配置案例

西門子S7-300與S7-1200 PLC以太網通訊及HMI集成 實現瓶裝飲用水灌裝生產線監控智能化升級

西門子S7-300系列PLC借助于MPI轉以太網模塊同時與S7-1200PLC和觸摸屏、變頻器通訊案例

西門子S7-300系列PLC借助于以太網轉換模塊同時與S7-1200PLC和觸摸屏、通訊案例

S7-300通過以太網轉換模塊實現與S7-1200及觸摸屏的多設備通信方案

MPI 轉以太網模塊賦能:S7-300PLC 與 S7-1200 / 觸摸屏 / ModbusRTU 變頻器多鏈路通訊實戰

基于以太網模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操

西門子S7-400 PLC與S7-1500 PLC以太網通訊及HMI集成實現涂裝車間監控的智能化升級

S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC及觸摸屏的協同通信案例

西門子S7-300PLC MPI轉以太網通訊模塊在840DSL數控系統中的應用案例

PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

PLC 以太網通訊模塊:助力 S7-300 同時聯動 S7-1200、觸摸屏與 Modbus RTU 變頻器
MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊

西門子S7-200PLC借助于以太網模塊與STEP7上位機通訊應用配置案例




 工商網監
工商網監
評論