") 以太網(wǎng)模塊實現(xiàn)CP1L PLC借通訊處理器賦能食品加工機械運行
以太網(wǎng)模塊實現(xiàn)CP1L PLC借通訊處理器賦能食品加工機械運行

一、行業(yè)痛點:PLC無網(wǎng)口制約智能化轉(zhuǎn)型
在食品加工機械領域(如面包自動成型生產(chǎn)線),歐姆龍CP1L系列PLC因穩(wěn)定性高、成本適中而被廣泛采用。然而,其原生僅配備串行通訊口(RS232/RS485),無法直接接入以太網(wǎng),導致三大核心問題:
1.數(shù)據(jù)監(jiān)控滯后:生產(chǎn)線參數(shù)(如面團溫度、發(fā)酵時間、烘烤溫度)需通過觸摸屏本地查看,管理人員無法遠程實時監(jiān)控,故障響應延遲超30分鐘。
2.多設備協(xié)同困難:串口帶寬僅115.2Kbps,無法同時支持上位機組態(tài)軟件(如組態(tài)王)和觸摸屏(如麥斯克威MT6102IE)高速通信,觸摸屏刷新率低至2秒/次,操作員無法及時調(diào)整工藝參數(shù)。
3.系統(tǒng)擴展受限:新增MES系統(tǒng)需改造硬件鏈路,停機改造成本高達每日5萬元,且抗電磁干擾弱(車間變頻器導致誤碼率>1%)
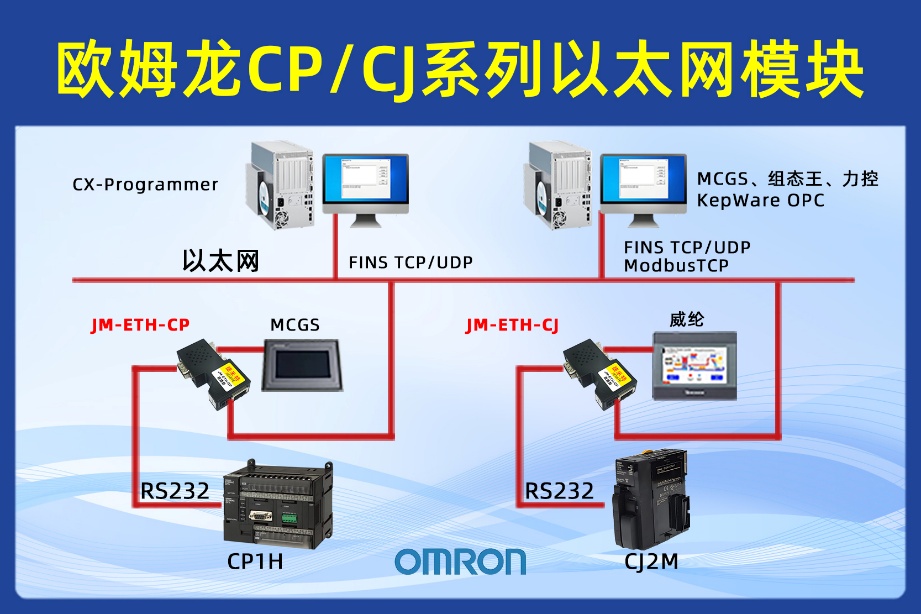
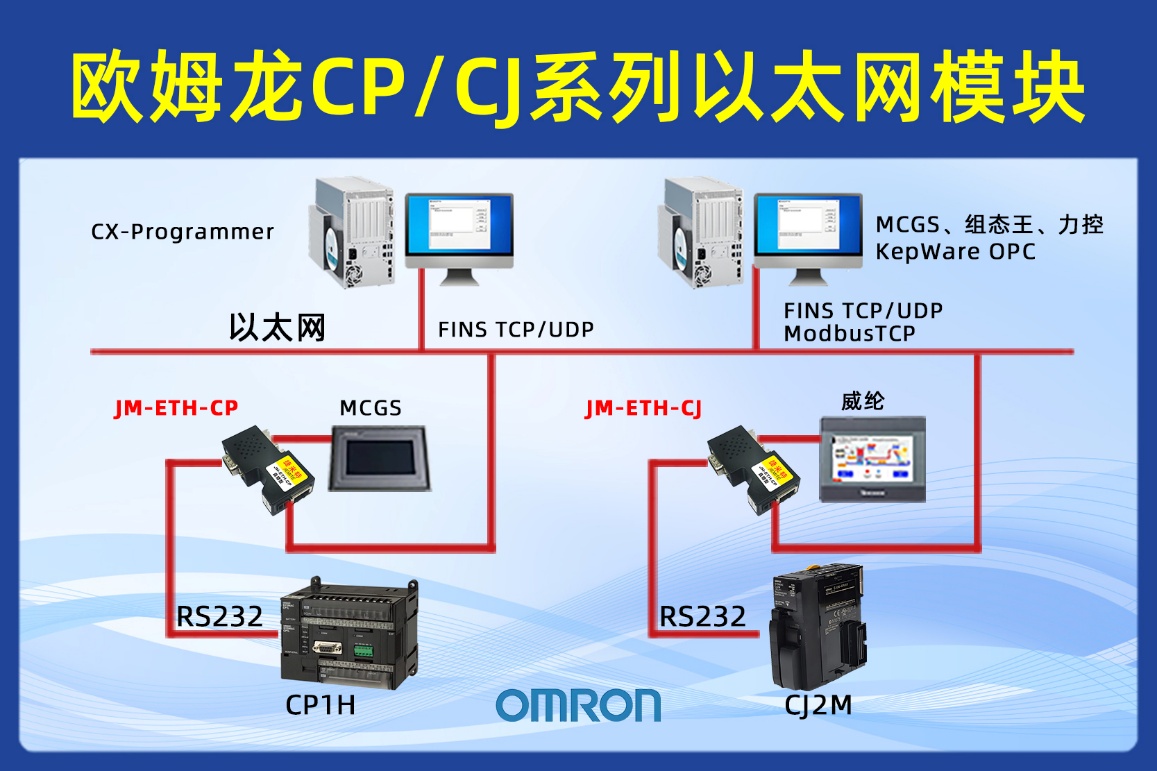
二、解決方案:捷米特JM-ETH-CP以太網(wǎng)通訊處理器的核心價值
針對上述痛點,某食品機械制造商在豐尚智能面包成型生產(chǎn)線中引入捷米特JM-ETH-CP以太網(wǎng)通訊模塊,通過雙協(xié)議轉(zhuǎn)換實現(xiàn)“PLC-觸摸屏-上位機”無縫集成:
·硬件拓撲
oPLC層:歐姆龍CP1L-EM30DR-D(主控制器),通過DB9編程口連接JM-ETH-CP以太網(wǎng)通訊模塊的X1接口。
o觸摸屏層:麥斯克威MT6102IE人機界面通過RS232電纜接入模塊X2接口,實時監(jiān)控面團攪拌速度、成型壓力等參數(shù)。
o上位機層:研華工控機IPC-610(安裝組態(tài)王6.55)通過RJ45網(wǎng)口(X3)連接車間交換機,IP地址設為192.168.1.10。
·協(xié)議支持
o支持FINS/TCP協(xié)議與歐姆龍CX-Programmer編程軟件通信,實現(xiàn)PLC程序遠程調(diào)試。
o內(nèi)置ModbusTCP服務器,將PLC的DM區(qū)映射至Modbus保持寄存器(如DM100→40001),供組態(tài)王直接讀取。

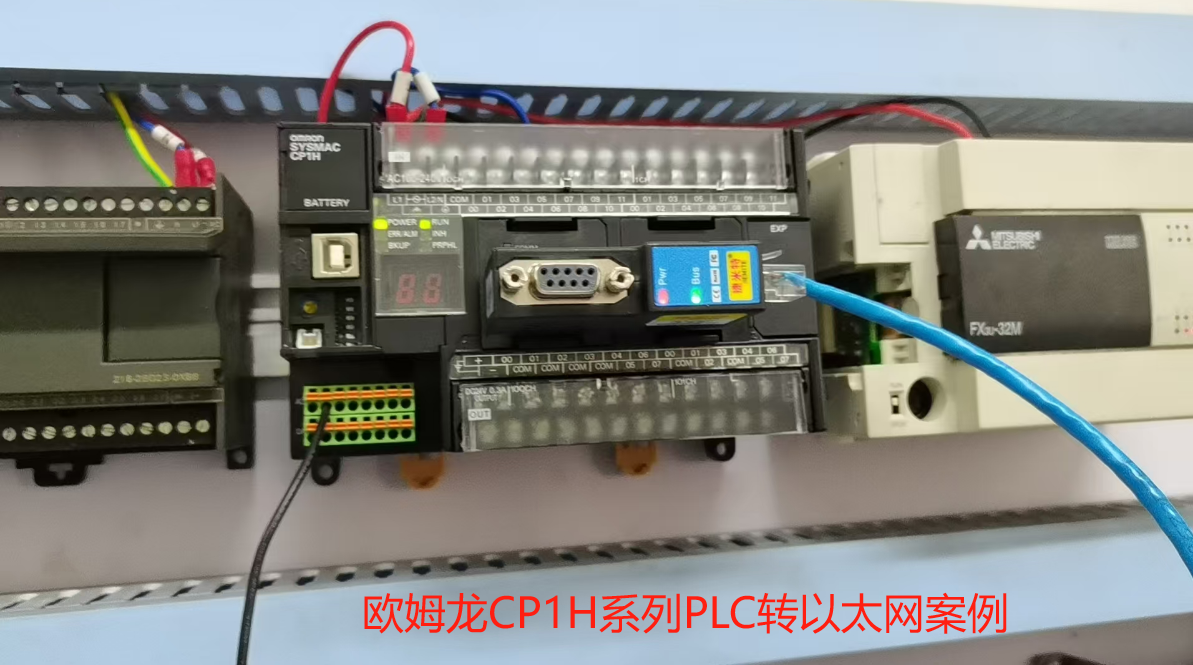
三、實施過程:從硬件安裝到系統(tǒng)優(yōu)化
1.模塊安裝與電氣連接
o電源配置:JM-ETH-CP以太網(wǎng)通訊處理器采用PLC通訊口取電(5V/50mA),同時外接明緯LRS-35-24電源(24VDC)提升穩(wěn)定性1。
o接線細節(jié):
§X1(DB9母口)直插CP1L的編程口,引腳定義:2腳(RXD)接PLC-TXD,3腳(TXD)接PLC-RXD,5腳(GND)共地。
§X2連接觸摸屏時,波特率自動匹配為19.2kbps(8數(shù)據(jù)位/偶校驗)59。
2.網(wǎng)絡參數(shù)與協(xié)議配置
oIP設置:登錄模塊Web管理頁(默認IP:192.168.1.178),修改為靜態(tài)IP 192.168.1.150,子網(wǎng)掩碼255.255.255.0。
o數(shù)據(jù)映射:在ModbusTCP配置頁,將PLC的DM區(qū)(DM100-DM199)映射至Modbus地址40001-40100,功能碼FC3/FC16支持讀寫610。
o多設備兼容:
§組態(tài)王驅(qū)動選擇“Omron FINS Ethernet”,目標IP設為192.168.1.150,端口9600。
§觸摸屏協(xié)議選擇“歐姆龍HostLink”,PLC類型CP1L,與模塊波特率一致18。
3.系統(tǒng)調(diào)試與性能優(yōu)化
o通信測試:
§使用CX-Programmer通過以太網(wǎng)在線監(jiān)測PLC,程序下載速度提升至500ms(原串口需5秒)。
§組態(tài)王畫面刷新率優(yōu)化至200ms,實時顯示烘烤箱溫度曲線(數(shù)據(jù)源DM150)12。
o抗干擾設計:
§采用超六類屏蔽網(wǎng)線連接交換機,在變頻器旁測試誤碼率<0.001%(原RS485誤碼率>1.2%)6。
o故障診斷機制:
§在PLC中編寫心跳檢測程序(DM0循環(huán)+1),當上位機2秒未收到變化值即觸發(fā)“通訊中斷”報警8。
四、應用效果:效率與管理雙提升
1.生產(chǎn)效率提升
o數(shù)據(jù)延遲從1.5秒降至150ms,面團成型工序故障響應時間縮短至10秒內(nèi),廢品率降低40%。
o通過組態(tài)王遠程修改發(fā)酵參數(shù)(DM120-DM125),工藝調(diào)整效率提高80%。
2.管理智能化升級
o觸摸屏與上位機數(shù)據(jù)同步顯示,操作員可在麥斯克威MT6102IE界面本地急停設備,管理人員通過組態(tài)王生成產(chǎn)量日報(自動統(tǒng)計DM200的計數(shù)寄存器)。
o支持Kepware OPC服務器接入,實現(xiàn)與企業(yè)MES系統(tǒng)(用友U9)集成,生產(chǎn)指令下發(fā)耗時從小時級降至分鐘級。
3.維護與擴展性優(yōu)化
o模塊Web界面提供通信狀態(tài)診斷(如FINS報文錯誤計數(shù)),故障定位時間從4小時縮短至15分鐘。
o新增視覺檢測系統(tǒng)(基恩士CV-X200)時,僅需擴展交換機端口并添加OPC標簽,無需PLC停機改造。

五、總結(jié):老舊設備智能化的典范
捷米特JM-ETH-CP以太網(wǎng)通訊模塊在食品機械領域的成功應用,印證了“協(xié)議轉(zhuǎn)換+硬件橋接”是破解老舊PLC聯(lián)網(wǎng)難題的高效路徑。其價值不僅體現(xiàn)于。
(具體內(nèi)容配置過程及其他相關咨詢可聯(lián)系楊工。)
審核編輯 黃宇
-
以太網(wǎng)
+關注
關注
41文章
5997瀏覽量
180800 -
plc
+關注
關注
5051文章
14592瀏覽量
486879
發(fā)布評論請先 登錄
基于以太網(wǎng)模塊:S7-200PLC 與 MicroWIN 上位機通訊配置實操

基于以太網(wǎng)模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操
三菱FX系列PLC+FX以太網(wǎng)通訊處理器:上位機通訊應用案例

歐姆龍 CP1H PLC借助以太網(wǎng)通訊處理器實現(xiàn)在檢測生產(chǎn)線上的應用案例

基恩士KV系列PLC借助于以太網(wǎng)通訊模塊與上位機通訊實現(xiàn)觸摸屏監(jiān)控的應用配置案例

歐姆龍PLC CP1H搭配以太網(wǎng)模塊實現(xiàn)上位機與觸摸屏雙通道檢測生產(chǎn)線監(jiān)控案例

歐姆龍CP1L PLC借助于歐姆龍以太網(wǎng)模塊與上位機編程軟件通訊實現(xiàn)觸摸屏監(jiān)控的應用配置案例

沖壓車間生產(chǎn)優(yōu)化:歐姆龍CP1E PLC配合以太網(wǎng)模塊,助力上位機與觸摸屏協(xié)同工作

plc 以太網(wǎng)通訊模塊實現(xiàn):歐姆龍 CP1E PLC 在沖壓車間的應用案例

以歐姆龍CP1H PLC以太網(wǎng)模塊構(gòu)建紡織機械上位機和觸摸屏控制網(wǎng)絡的案例?
PLC以太網(wǎng)通訊模塊:歐姆龍 CP1H PLC在紡織機械上的應用案例

西門子PLC助力焊接生產(chǎn)線升級:S7-300與S7-1200以太網(wǎng)通訊及HMI集成方案

歐姆龍PLC CP1L通過以太網(wǎng)模塊與上位機通訊配置案例
依托PPI以太網(wǎng)模塊,西門子S7-200與S7-1200通訊助力食品加工行業(yè)進步

PLC 以太網(wǎng)通訊模塊助力歐姆龍PLC突破傳統(tǒng),邁向以太網(wǎng)



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論