") 基于S7-300PLC、S7-1200 PLC的焊接生產(chǎn)線智能化:以太網(wǎng)模塊與上位機(jī)協(xié)同應(yīng)用?
基于S7-300PLC、S7-1200 PLC的焊接生產(chǎn)線智能化:以太網(wǎng)模塊與上位機(jī)協(xié)同應(yīng)用?

一、行業(yè)痛點(diǎn)
在汽車白車身焊接生產(chǎn)線上,西門子S7-300系列PLC長期承擔(dān)著邏輯與運(yùn)動(dòng)控制的核心任務(wù),但其唯一的9針MPI/DP口沒有以太網(wǎng)能力,導(dǎo)致:
無法直接與后來上線的S7-1200PLC做高速數(shù)據(jù)耦合;
上位機(jī)只能通過CP5612卡走M(jìn)PI,速率187.5kbit/s,一條產(chǎn)線完整備份需要40分鐘;
現(xiàn)場人機(jī)界面只能使用西門子品牌,一旦改用國產(chǎn)觸摸屏,就要額外加DP/485轉(zhuǎn)換器,布線凌亂、故障點(diǎn)多。
二、解決方案
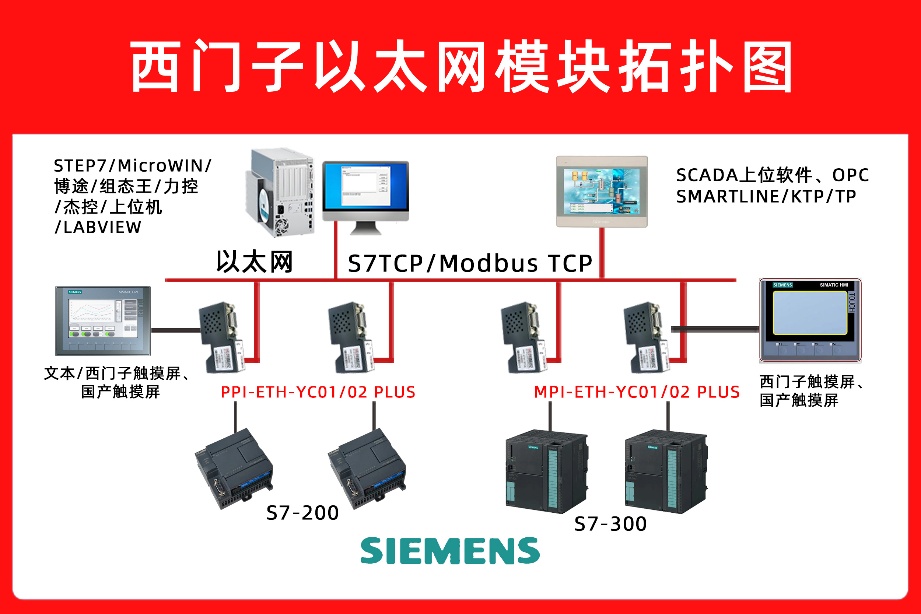
遠(yuǎn)創(chuàng)智控推出的MPI-ETH-YC01 Plus以太網(wǎng)通訊處理器,以“0改動(dòng)、0編程、0停機(jī)”三零優(yōu)勢,一次性化解以上痛點(diǎn)。模塊把S7-300的9針MPI/DP口轉(zhuǎn)換為標(biāo)準(zhǔn)10/100M以太網(wǎng),同時(shí)保留DB9母口給觸摸屏,做到“一網(wǎng)到底”。
三、硬件清單
主控制器1:西門子S7-300 CPU
主控制器2:西門子S7-1200 CPU
以太網(wǎng)模塊:遠(yuǎn)創(chuàng)智控MPI-ETH-YC01 Plus以太網(wǎng)通訊模塊
觸摸屏1:西門子KTP900,6AV2123-2GB03-0AX0(連MPI-ETH-YC01 Plus以太網(wǎng)模塊的DB9母口)
觸摸屏2:威綸通MT 8102 iE(通過模塊自帶的擴(kuò)展RS485口,橋接型撥碼即可)
上位機(jī):研華工控機(jī)IPC-7132,WINCC V7.5+KepWareOPC6.9
網(wǎng)絡(luò)拓?fù)洌涵h(huán)網(wǎng)+RSTP,千兆匯聚
四、安裝與接線
斷電5分鐘后,將MPI-ETH-YC01 Plus西門子以太網(wǎng)模塊的DB9公頭插入S7-300的MPI/DP口,旋緊螺釘;
用標(biāo)準(zhǔn)超五類網(wǎng)線把模塊RJ45口連到OCTOPUS交換機(jī);
從模塊的DB9母口再用Profibus電纜引至KTP900;威綸通MT 8102 iE則通過RS485端子A/B接入模塊的X2端子;
S7-1200自帶網(wǎng)口同樣接入交換機(jī);
研華工控機(jī)雙網(wǎng)卡,一網(wǎng)卡接內(nèi)部監(jiān)控環(huán)網(wǎng),另一網(wǎng)卡接MES系統(tǒng),實(shí)現(xiàn)安全隔離。
五、參數(shù)配置
步驟一:MPI-ETH-YC01 Plus以太網(wǎng)通訊處理器側(cè)
撥碼開關(guān)SW1設(shè)為“”:1-OFF、2-ON、3-OFF;
用NetDeviceV3.4搜索模塊,設(shè)置IP:192.168.1.30,子網(wǎng)掩碼255.255.255.0,網(wǎng)關(guān)192.168.1.1;
在“S7-TCP設(shè)置”中,本地TSAP03.02,遠(yuǎn)程TSAP03.00(對應(yīng)CPU315槽號2);
打開“數(shù)據(jù)交換”向?qū)В砑觾蓷l命令:
①S7-1200→S7-300:讀取DB100.DBW0-DBW18(焊接配方號、電流、電壓共10個(gè)參數(shù));
②S7-300→S7-1200:寫入DB50.DBW0-DBW8(實(shí)際電流、氣壓、焊縫計(jì)數(shù))。

步驟二:S7-1200側(cè)
TIAPortalV17中,激活“允許PUT/GET”,設(shè)置CPUIP192.168.1.20;
在“設(shè)備與網(wǎng)絡(luò)”里添加新連接:伙伴選“未指定”,本地TSAP03.00,遠(yuǎn)程TSAP03.02;
用TSEND/TRCV指令塊,使能與MPI-ETH-YC01 Plus模塊的10字節(jié)循環(huán)交換。
步驟三:WINCC側(cè)
新建通道“TCP/IP(RFC1006)”,填入模塊IP192.168.1.30,機(jī)架號0,槽號2;
建立變量表:WeldCurrent、WeldVoltage、FaultCode等,全部與DB100/DB50映射;
畫面刷新周期500ms,歷史歸檔1Hz。
通訊驗(yàn)證
在TIAPortal在線與診斷中,S7-1200與S7-300通訊狀態(tài)燈持續(xù)綠色;
WINCC趨勢圖實(shí)時(shí)顯示焊接電流曲線,與福祿克287C鉗形表實(shí)測值誤差<0.5%;
威綸通MT 8102 iE斷線重連測試:拔掉RS485端子3秒,10秒內(nèi)自動(dòng)恢復(fù),無數(shù)據(jù)跳變;
用Wireshark抓包,以太網(wǎng)幀往返平均3.2ms,遠(yuǎn)低于工藝節(jié)拍200ms的要求。
擴(kuò)展功能
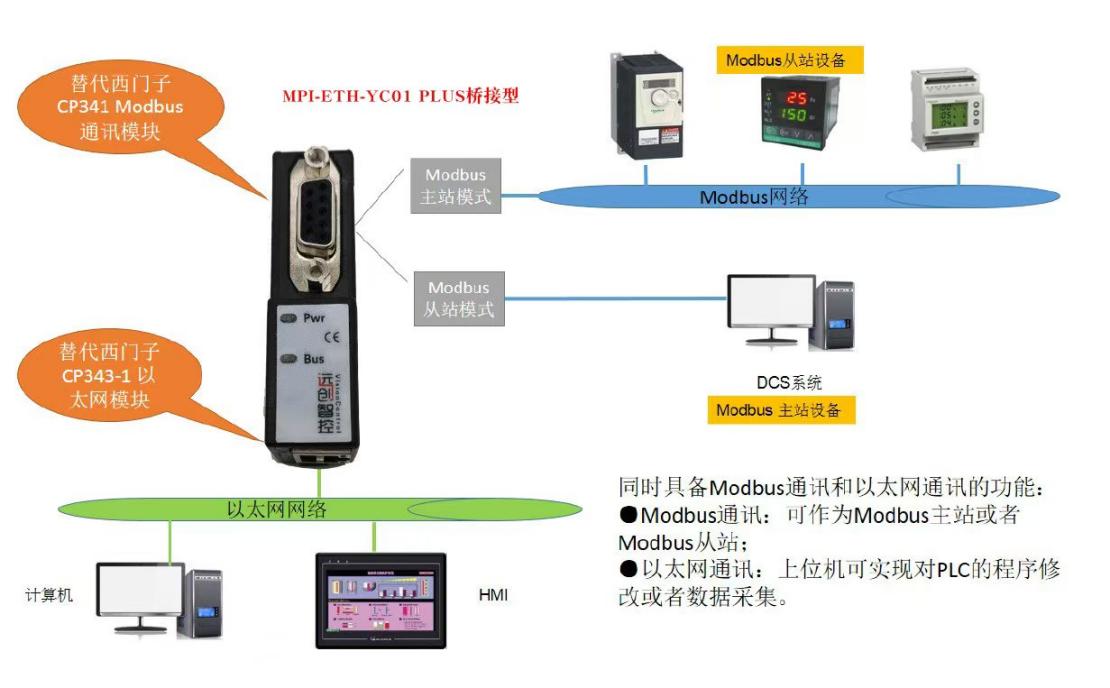
ModbusTCP服務(wù)器:第三方安川機(jī)器人通過ModbusTCP讀取焊點(diǎn)編號,實(shí)現(xiàn)機(jī)器人與PLC的柔性協(xié)同;
OPCUA:KepWare6.9把數(shù)據(jù)映射到OPCUA,MES系統(tǒng)可直接拉取產(chǎn)量、能耗、OEE;

六、結(jié)束語
借助遠(yuǎn)創(chuàng)智控MPI-ETH-YC01 Plus以太網(wǎng)通訊處理器,焊接生產(chǎn)線在“老樹開新花”的同時(shí),實(shí)現(xiàn)了西門子S7-300、S7-1200與任何品牌觸摸屏的無縫整合,為后續(xù)數(shù)字化升級奠定了堅(jiān)實(shí)、開放、可持續(xù)的通訊基礎(chǔ)。
(具體內(nèi)容配置過程及其他相關(guān)咨詢可聯(lián)系楊工。)
審核編輯 黃宇
-
以太網(wǎng)
+關(guān)注
關(guān)注
41文章
6110瀏覽量
181384 -
plc
+關(guān)注
關(guān)注
5052文章
14717瀏覽量
488021 -
焊接
+關(guān)注
關(guān)注
38文章
3579瀏覽量
63391 -
MPI
+關(guān)注
關(guān)注
2文章
126瀏覽量
20571
發(fā)布評論請先 登錄
PLC以太網(wǎng)模塊助力老舊S7-200直連上位機(jī)系統(tǒng)實(shí)現(xiàn)實(shí)時(shí)數(shù)據(jù)監(jiān)控降本90%
基于 PROFINET 的通訊優(yōu)化:S7-1200 PLC 聯(lián)動(dòng) S7-300 PLC 賦能瓶裝水灌裝產(chǎn)線智能管控
西門子S7-300與S7-1200 PLC以太網(wǎng)通訊及HMI集成 實(shí)現(xiàn)瓶裝飲用水灌裝生產(chǎn)線監(jiān)控智能化升級

西門子 S7-300 PLC?通過 MPI?以太網(wǎng)模塊與上位機(jī)通訊實(shí)現(xiàn)飲料生產(chǎn)線狀態(tài)監(jiān)控的應(yīng)用配置案例

西門子S7-300系列PLC借助于以太網(wǎng)轉(zhuǎn)換模塊同時(shí)與S7-1200PLC和觸摸屏、通訊案例

MPI 轉(zhuǎn)以太網(wǎng)模塊賦能:S7-300PLC 與 S7-1200 / 觸摸屏 / ModbusRTU 變頻器多鏈路通訊實(shí)戰(zhàn)

基于以太網(wǎng)模塊:西門子 S7-300PLC 與 LABVIEW 上位機(jī)通訊配置實(shí)操

西門子S7-400 PLC與S7-1500 PLC以太網(wǎng)通訊及HMI集成實(shí)現(xiàn)涂裝車間監(jiān)控的智能化升級

S7-300PLC通過MPI轉(zhuǎn)以太網(wǎng)模塊實(shí)現(xiàn)與S7-1500PLC及觸摸屏的協(xié)同通信案例

老舊PLC逆襲:S7-300用網(wǎng)口模塊牽手S7-1200與KTP1200實(shí)現(xiàn)工業(yè)4.0
西門子S7-300PLC借助于MPI轉(zhuǎn)以太網(wǎng)模塊同時(shí)和S7-1200PLC、觸摸屏以及ModbusRTU協(xié)議的變頻器通訊案例

PLC 以太網(wǎng)通訊模塊:助力 S7-300 同時(shí)聯(lián)動(dòng) S7-1200、觸摸屏與 Modbus RTU 變頻器
MPI 轉(zhuǎn)以太網(wǎng)模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊
西門子S7-300PLC通過MPI轉(zhuǎn)以太網(wǎng)模塊實(shí)現(xiàn)與S7-1500PLC通信的實(shí)操案例




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論