") 晶圓切割振動監(jiān)測系統(tǒng)與進給參數(shù)的協(xié)同優(yōu)化模型
晶圓切割振動監(jiān)測系統(tǒng)與進給參數(shù)的協(xié)同優(yōu)化模型

一、引言
晶圓切割是半導體制造的關(guān)鍵環(huán)節(jié),切割過程中的振動會影響晶圓表面質(zhì)量與尺寸精度,而進給參數(shù)的設置對振動產(chǎn)生及切割效率有著重要影響。將振動監(jiān)測系統(tǒng)與進給參數(shù)協(xié)同優(yōu)化,能有效提升晶圓切割質(zhì)量。但目前二者常被獨立研究,難以實現(xiàn)最佳切割效果,構(gòu)建協(xié)同優(yōu)化模型迫在眉睫。
二、振動監(jiān)測系統(tǒng)與進給參數(shù)協(xié)同優(yōu)化的必要性
2.1 振動對進給參數(shù)的影響
晶圓切割時,振動會使刀具與晶圓的接觸狀態(tài)改變,導致切削力波動。若進給參數(shù)設置不當,如進給速度過快,振動會進一步加劇,可能引發(fā)刀具磨損加劇、晶圓崩邊等問題,影響切割精度與效率 。
2.2 進給參數(shù)對振動的作用
進給參數(shù)直接影響切割過程的穩(wěn)定性。進給速度、進給量等參數(shù)的變化,會改變切削力大小與方向,進而影響振動的產(chǎn)生與傳播。不合理的進給參數(shù)設置,可能激發(fā)刀具或晶圓的共振,產(chǎn)生強烈振動 。
三、協(xié)同優(yōu)化模型構(gòu)建
3.1 模型框架搭建
以晶圓切割質(zhì)量(表面粗糙度、尺寸精度等)為優(yōu)化目標,將振動監(jiān)測系統(tǒng)獲取的振動幅值、頻率等數(shù)據(jù),與進給速度、進給量等進給參數(shù)作為輸入變量。基于切削力學理論,建立輸入變量與優(yōu)化目標之間的數(shù)學關(guān)系模型,描述振動與進給參數(shù)對切割質(zhì)量的綜合影響 。
3.2 數(shù)據(jù)驅(qū)動建模
利用振動監(jiān)測系統(tǒng)采集大量不同進給參數(shù)下的切割振動數(shù)據(jù),結(jié)合實際切割質(zhì)量檢測結(jié)果。運用機器學習算法,如神經(jīng)網(wǎng)絡,對數(shù)據(jù)進行訓練,挖掘振動特征、進給參數(shù)與切割質(zhì)量之間的潛在聯(lián)系,實現(xiàn)模型參數(shù)的動態(tài)優(yōu)化,提高模型預測準確性 。
四、協(xié)同優(yōu)化策略
4.1 實時監(jiān)測與反饋優(yōu)化
振動監(jiān)測系統(tǒng)實時采集切割過程中的振動數(shù)據(jù),并將數(shù)據(jù)傳輸至協(xié)同優(yōu)化模型。模型根據(jù)預設規(guī)則與算法,分析振動數(shù)據(jù)與當前進給參數(shù),若發(fā)現(xiàn)振動異常或切割質(zhì)量下降趨勢,自動調(diào)整進給參數(shù),實現(xiàn)實時動態(tài)優(yōu)化 。
4.2 多目標優(yōu)化算法應用
采用粒子群優(yōu)化算法、遺傳算法等多目標優(yōu)化算法,在滿足切割效率要求的前提下,綜合考慮振動幅值最小化、切割質(zhì)量最優(yōu)化等目標,求解最佳進給參數(shù)組合。通過多次迭代計算,確定在不同振動狀態(tài)下的最優(yōu)進給參數(shù) 。
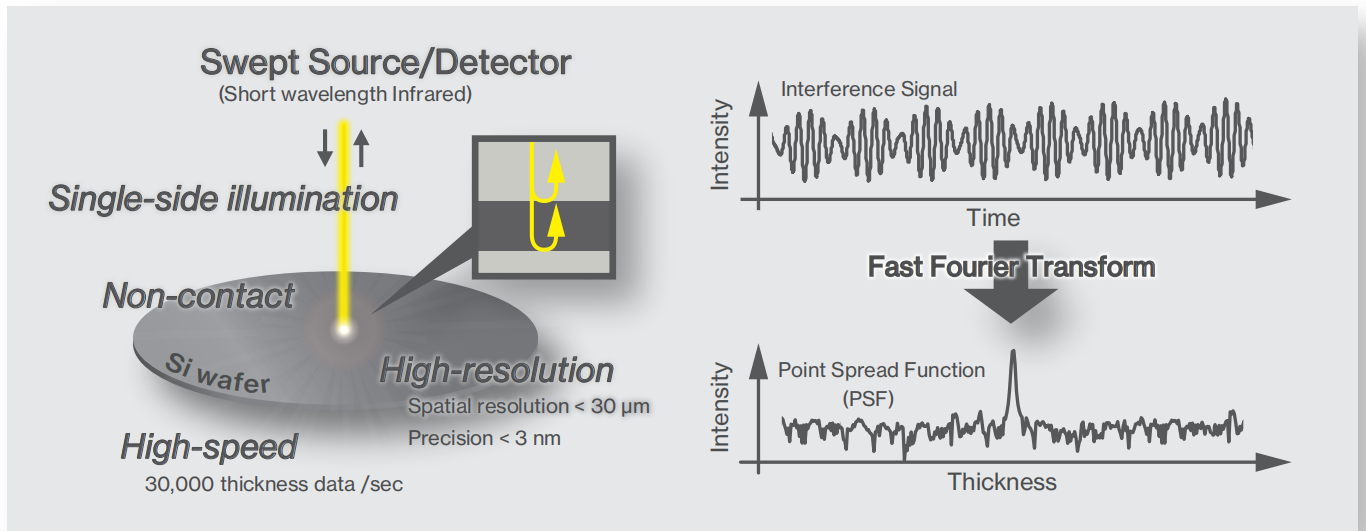
高通量晶圓測厚系統(tǒng)運用第三代掃頻OCT技術(shù),精準攻克晶圓/晶片厚度TTV重復精度不穩(wěn)定難題,重復精度達3nm以下。針對行業(yè)厚度測量結(jié)果不一致的痛點,經(jīng)不同時段測量驗證,保障再現(xiàn)精度可靠。?
我們的數(shù)據(jù)和WAFERSIGHT2的數(shù)據(jù)測量對比,進一步驗證了真值的再現(xiàn)性:
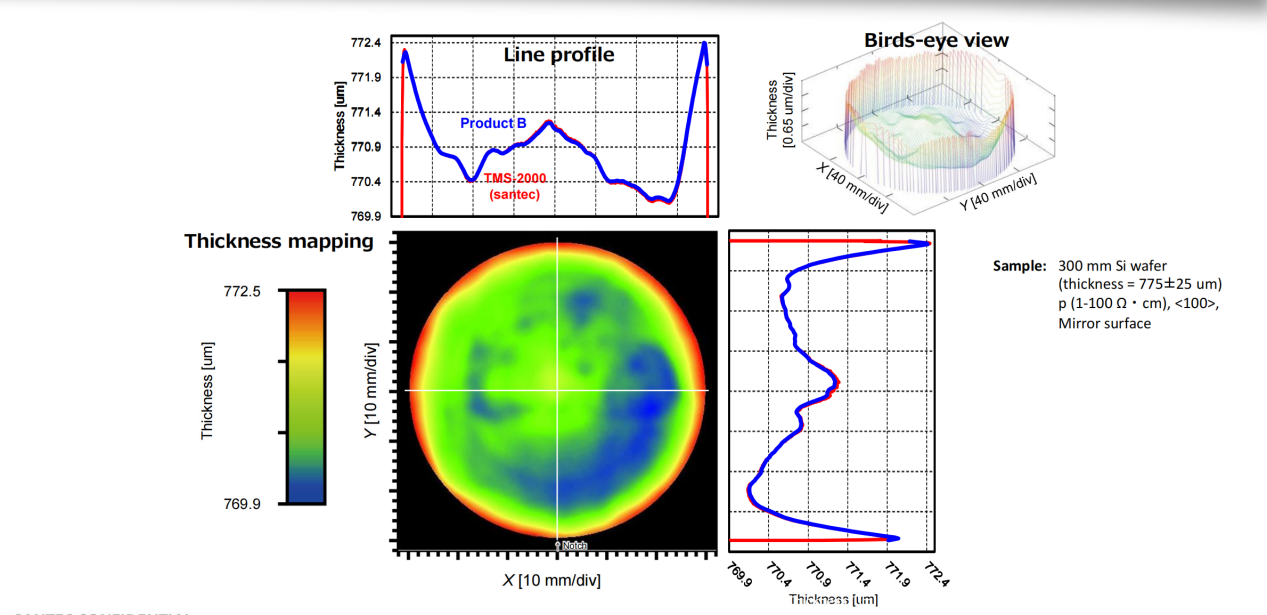
(以上為新啟航實測樣品數(shù)據(jù)結(jié)果)
該系統(tǒng)基于第三代可調(diào)諧掃頻激光技術(shù),相較傳統(tǒng)雙探頭對射掃描,可一次完成所有平面度及厚度參數(shù)測量。其創(chuàng)新掃描原理極大提升材料兼容性,從輕摻到重摻P型硅,到碳化硅、藍寶石、玻璃等多種晶圓材料均適用:?
對重摻型硅,可精準探測強吸收晶圓前后表面;?
點掃描第三代掃頻激光技術(shù),有效抵御光譜串擾,勝任粗糙晶圓表面測量;?
通過偏振效應補償,增強低反射碳化硅、鈮酸鋰晶圓測量信噪比;
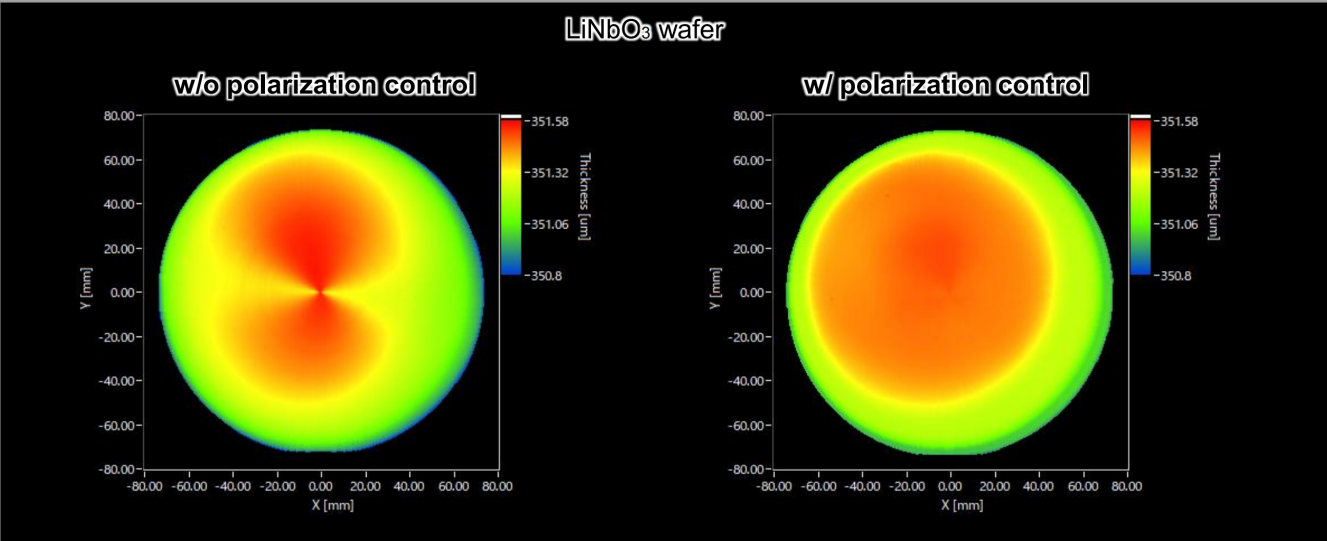
(以上為新啟航實測樣品數(shù)據(jù)結(jié)果)
支持絕緣體上硅和MEMS多層結(jié)構(gòu)測量,覆蓋μm級到數(shù)百μm級厚度范圍,還可測量薄至4μm、精度達1nm的薄膜。
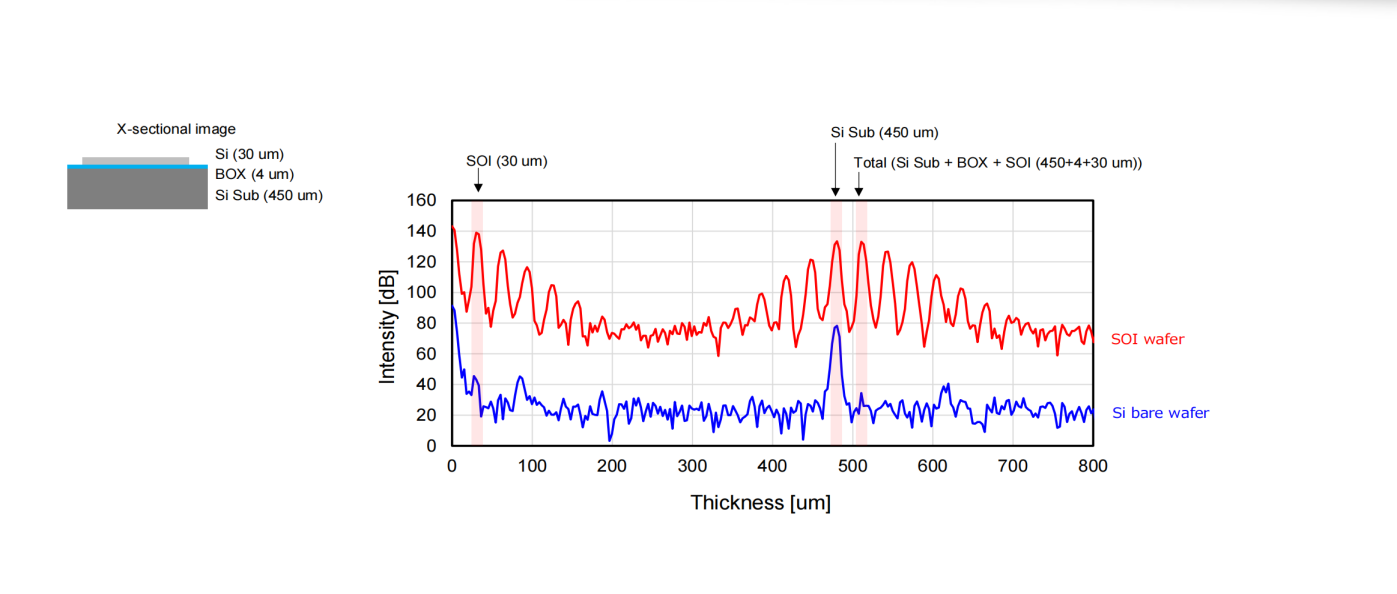
(以上為新啟航實測樣品數(shù)據(jù)結(jié)果)
此外,可調(diào)諧掃頻激光具備出色的“溫漂”處理能力,在極端環(huán)境中抗干擾性強,顯著提升重復測量穩(wěn)定性。
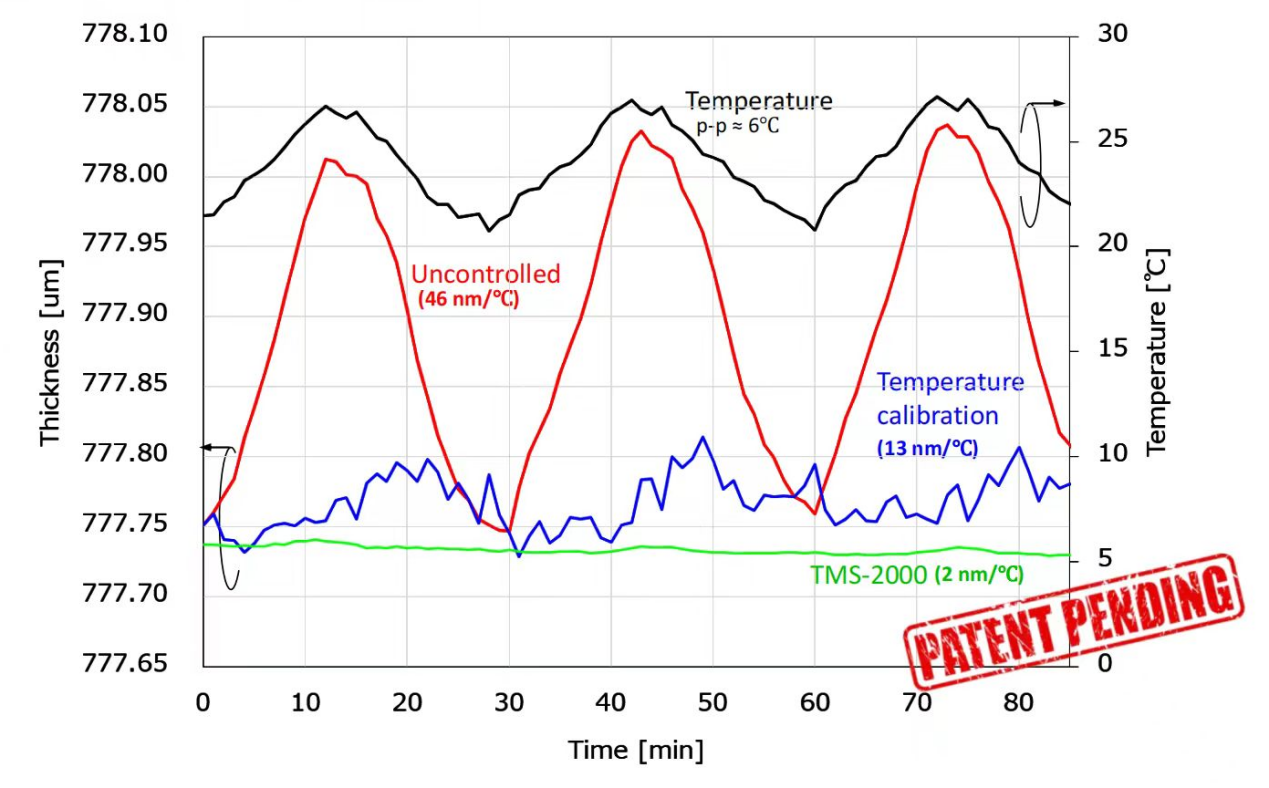
(以上為新啟航實測樣品數(shù)據(jù)結(jié)果)
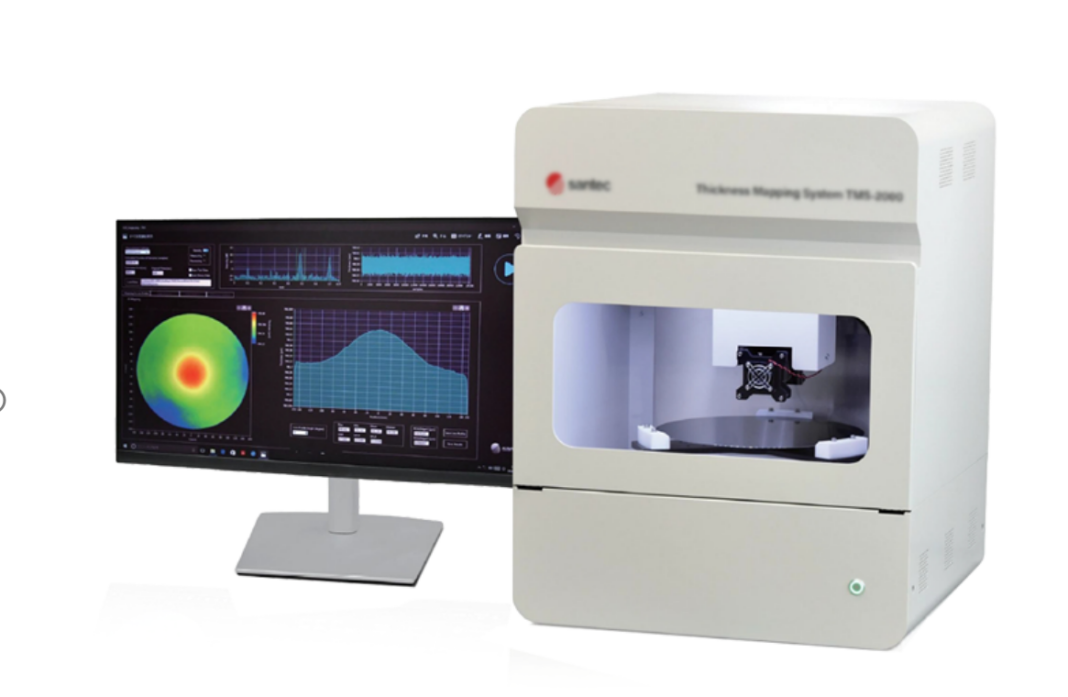
系統(tǒng)采用第三代高速掃頻可調(diào)諧激光器,擺脫傳統(tǒng)SLD光源對“主動式減震平臺”的依賴,憑借卓越抗干擾性實現(xiàn)小型化設計,還能與EFEM系統(tǒng)集成,滿足產(chǎn)線自動化測量需求。運動控制靈活,適配2-12英寸方片和圓片測量。
-
晶圓
+關(guān)注
關(guān)注
53文章
5432瀏覽量
132499 -
監(jiān)測系統(tǒng)
+關(guān)注
關(guān)注
8文章
3079瀏覽量
84612
發(fā)布評論請先 登錄
晶圓切割追求刀片與工藝的雙重優(yōu)化

高精度晶圓劃片機切割解決方案
碳化硅襯底切割進給量與磨粒磨損狀態(tài)的協(xié)同調(diào)控模型

碳化硅襯底切割自動對刀系統(tǒng)與進給參數(shù)的協(xié)同優(yōu)化模型
基于多物理場耦合的晶圓切割振動控制與厚度均勻性提升
晶圓切割中振動 - 應力耦合效應對厚度均勻性的影響及抑制方法
淺切多道切割工藝對晶圓 TTV 厚度均勻性的提升機制與參數(shù)優(yōu)化
切割深度動態(tài)補償技術(shù)對晶圓 TTV 厚度均勻性的提升機制與參數(shù)優(yōu)化
切割液多性能協(xié)同優(yōu)化對晶圓 TTV 厚度均勻性的影響機制與參數(shù)設計
切割液性能智能調(diào)控系統(tǒng)與晶圓 TTV 預測模型的協(xié)同構(gòu)建



 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論