") SPC統(tǒng)計(jì)過(guò)程控制
SPC統(tǒng)計(jì)過(guò)程控制

SPC是品質(zhì)管理過(guò)程中非常重要的一個(gè)工具,它不是一個(gè)概念而是一種方法理論。SPC最初用于制造業(yè),在制造業(yè)中,它可以大大減少由于返工和報(bào)廢而造成的浪費(fèi),可以用于任何具有可測(cè)量輸出的流程,SPC現(xiàn)在也廣泛應(yīng)用于服務(wù)行業(yè)和醫(yī)療領(lǐng)域。
本篇文章分享了SPC的作用、常用計(jì)數(shù)數(shù)據(jù)SPC分析——P圖制作流程、控制圖異常判定方法,以及我們應(yīng)該如何運(yùn)用SPC幫助企業(yè)改善品質(zhì)。
SPC:統(tǒng)計(jì)過(guò)程控制什么是SPC?
SPC即統(tǒng)計(jì)過(guò)程控制,控制對(duì)象為產(chǎn)品特性或過(guò)程特性,通過(guò)數(shù)據(jù)識(shí)別過(guò)程異常。
產(chǎn)品特性,主要通過(guò)原材料、半成品、成品表現(xiàn)出來(lái),直接體現(xiàn)在輸出上,如礦漿濃度、H+和Cu+含量。
過(guò)程特性,主要通過(guò)人、設(shè)備、工裝、工藝參數(shù)、環(huán)境表現(xiàn)出來(lái),如PH、合成溫度,過(guò)程特性直接影響輸出的結(jié)果。
SPC的作用?
預(yù)防作用:
通過(guò)過(guò)去和現(xiàn)在的數(shù)據(jù)分析,識(shí)別到特殊原因,從而起到預(yù)警作用,減少因過(guò)程異常導(dǎo)致的損失。控制圖有上下控制線,如果有異常的點(diǎn),即使沒(méi)有超過(guò)規(guī)格線,我們還是要預(yù)警,以減少損失。因?yàn)槿绻^(guò)規(guī)格線再來(lái)預(yù)警就太遲了,那時(shí)候,大量的不良品已經(jīng)產(chǎn)生了。
比較作用:
可以比較白晚班哪個(gè)班品質(zhì)穩(wěn)定、幾個(gè)機(jī)臺(tái)中哪個(gè)品質(zhì)更穩(wěn),以及哪個(gè)改善方案更好等。
識(shí)別過(guò)程產(chǎn)生變異的原因:
這個(gè)要具體看是普通原因還是特殊原因造成的。如果是普通原因,根據(jù)結(jié)果有些是可接受的;相反,如果是特殊原因,那就說(shuō)明過(guò)程有大問(wèn)題,必須改善不可。例如,從控制圖看,沒(méi)有任何異常的點(diǎn),但CPK就是小于1.33,這種情況就要進(jìn)行分析了,看是不是要采取系統(tǒng)措施,如更換設(shè)備、更換材料、變更生產(chǎn)場(chǎng)地等。
如何運(yùn)用SPC幫助企業(yè)改善品質(zhì)
在批量生產(chǎn)前,我們就要評(píng)估過(guò)程能力是否充足,不充足就不能轉(zhuǎn)量產(chǎn)。主要是避免量產(chǎn)后出現(xiàn)批量不良,導(dǎo)致頻繁變更,從而影響公司信譽(yù)及交貨。
在量產(chǎn)時(shí),通過(guò)SPC提前預(yù)警,在出現(xiàn)不良前進(jìn)行及時(shí)改善調(diào)整,避免品質(zhì)事故、減少品質(zhì)不良、降低品質(zhì)成本。
UCL/CL/LCL
通過(guò)控制圖,可以幫助我們針對(duì)品質(zhì)問(wèn)題進(jìn)行原因分析,找到失效的主要緣由,并對(duì)普通原因與特殊原因加以區(qū)別,以避免改善的盲目性。
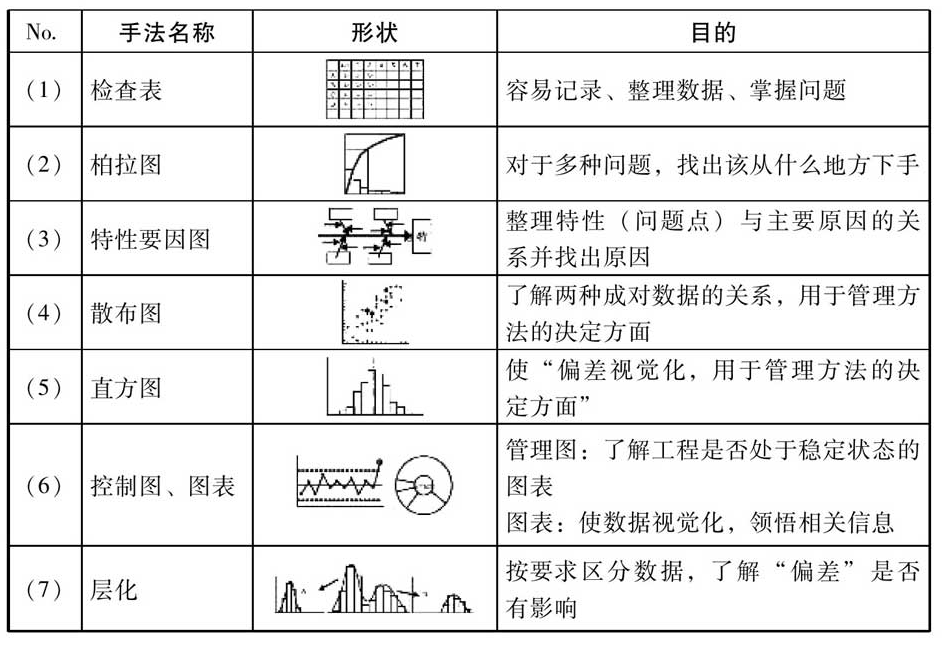
QC七大手法
常用計(jì)數(shù)數(shù)據(jù)SPC分析——P圖制作流程
第一步:確定要進(jìn)行不良率控制的機(jī)種或不良性質(zhì)、測(cè)量工具、統(tǒng)計(jì)頻率。如PCB導(dǎo)通不良率P圖,一天統(tǒng)計(jì)一次。某某機(jī)種不良率P圖,這個(gè)是所有不良性質(zhì)P圖。
第二步:制作P圖表一般用三張紙:第一張收集數(shù)據(jù),第二張繪制P圖,第三張注明變更、異常、原因分析及對(duì)策。
第三步:檢測(cè)并計(jì)算不良率,并在圖上描點(diǎn)。
第四步:得到100個(gè)數(shù)據(jù)后,計(jì)算控制線。
第五步:刪除異常的點(diǎn),得到真正的控制線。
第六步:把控制線帶入下張控制圖,先描上控制線。
第七步:檢測(cè)、描述、預(yù)警、原因及對(duì)策分析。
第八步:得到100個(gè)數(shù)據(jù)后,重新計(jì)算控制線。
控制圖異常判定方法
樣本點(diǎn)落在管制界限之外
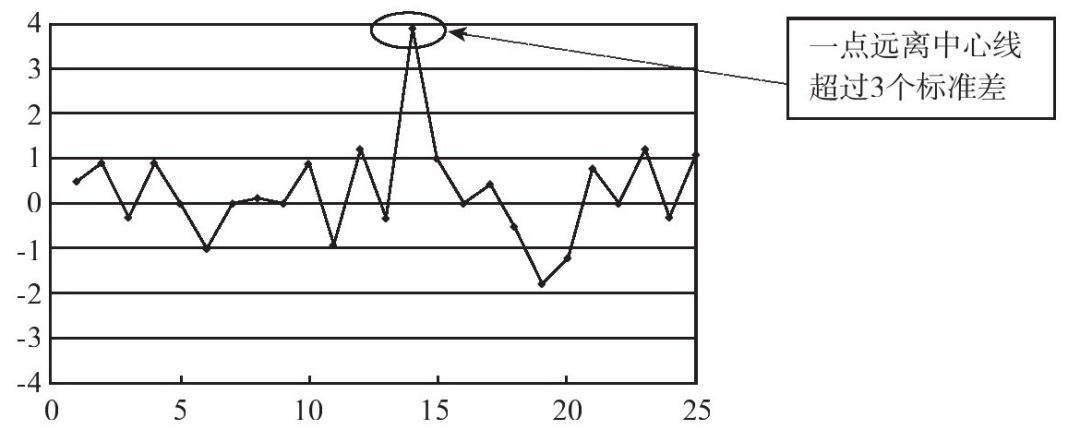
控制點(diǎn)異常判定圖(1)
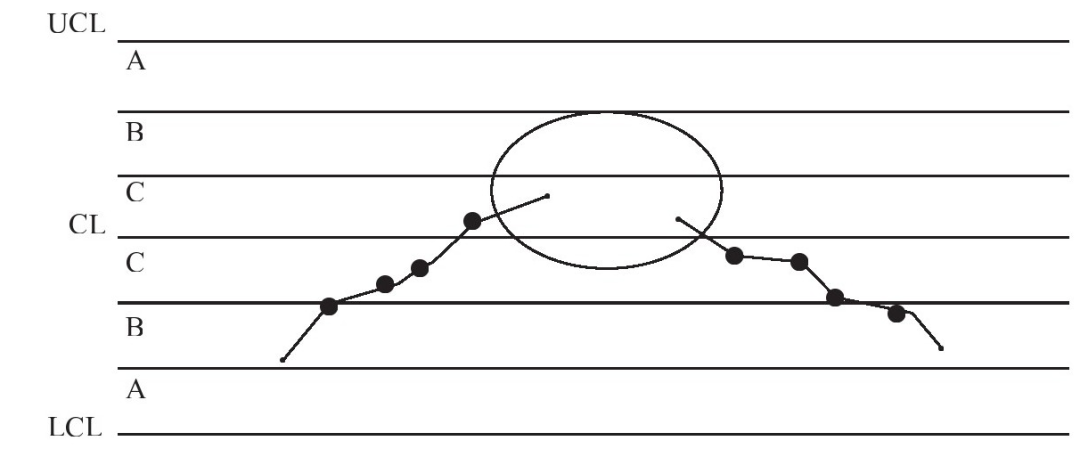
連續(xù)7點(diǎn)在同側(cè)的C區(qū)或C區(qū)之外
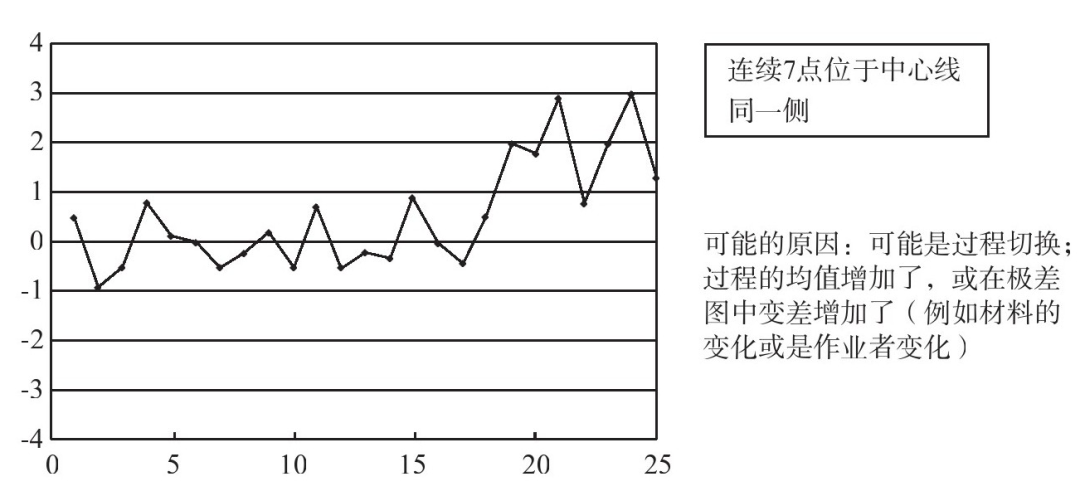
控制點(diǎn)異常判定圖(2)
測(cè)量結(jié)果單邊的影響組裝,風(fēng)險(xiǎn)極大,不能接受。出現(xiàn)這種情況必須進(jìn)行原因分析、停止生產(chǎn)、采取對(duì)策。3.連續(xù)6點(diǎn)以上持續(xù)地上升或下降。
連續(xù)6點(diǎn)以上持續(xù)地上升或下降
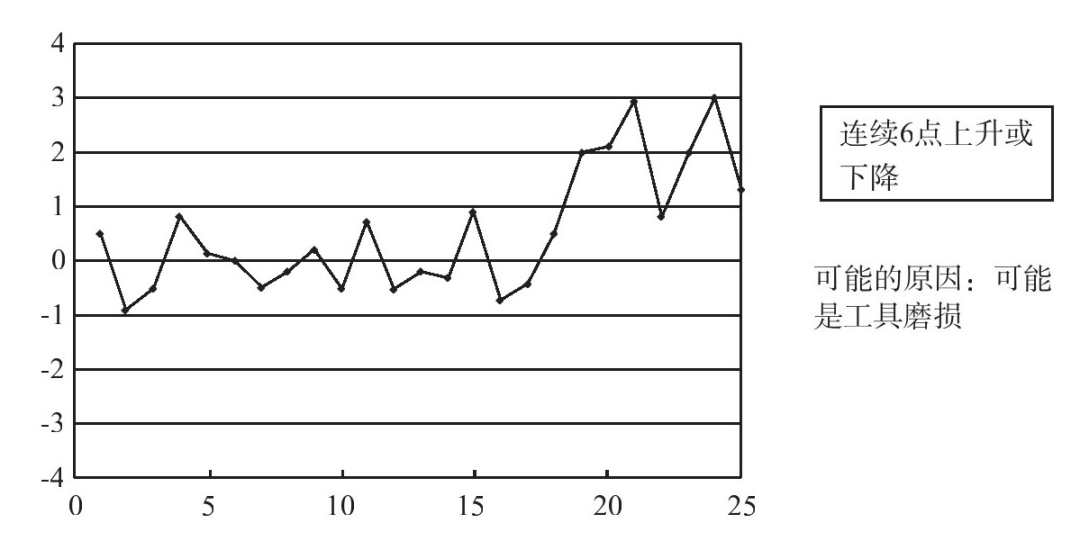
控制點(diǎn)異常判定圖(3)
可能出現(xiàn)螺絲松動(dòng)等異常,必須停機(jī),檢討原因。
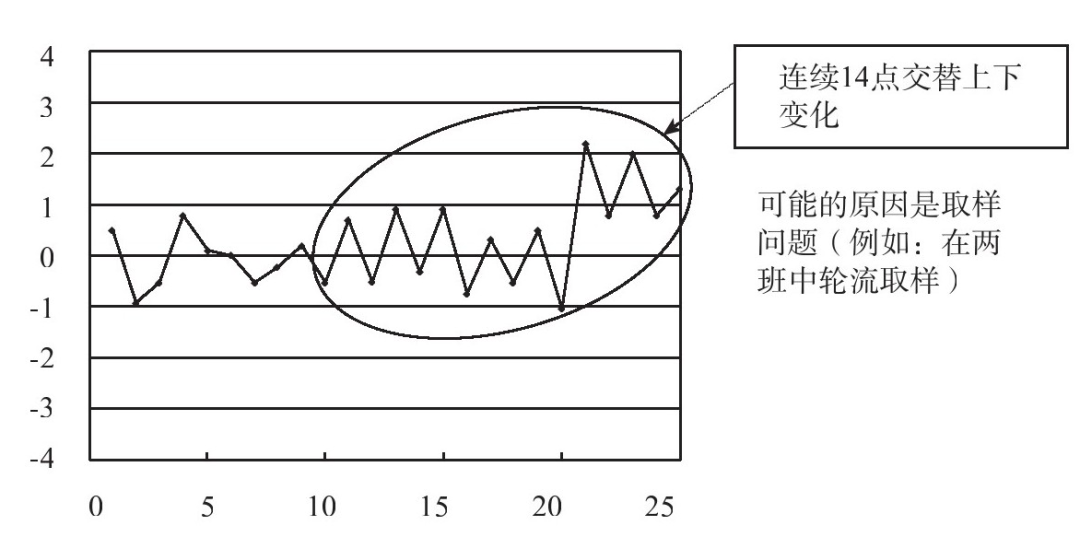
連續(xù)14點(diǎn)交互一升一降
一般會(huì)產(chǎn)生這樣的疑問(wèn),這么整齊的數(shù)據(jù)會(huì)不會(huì)有假?
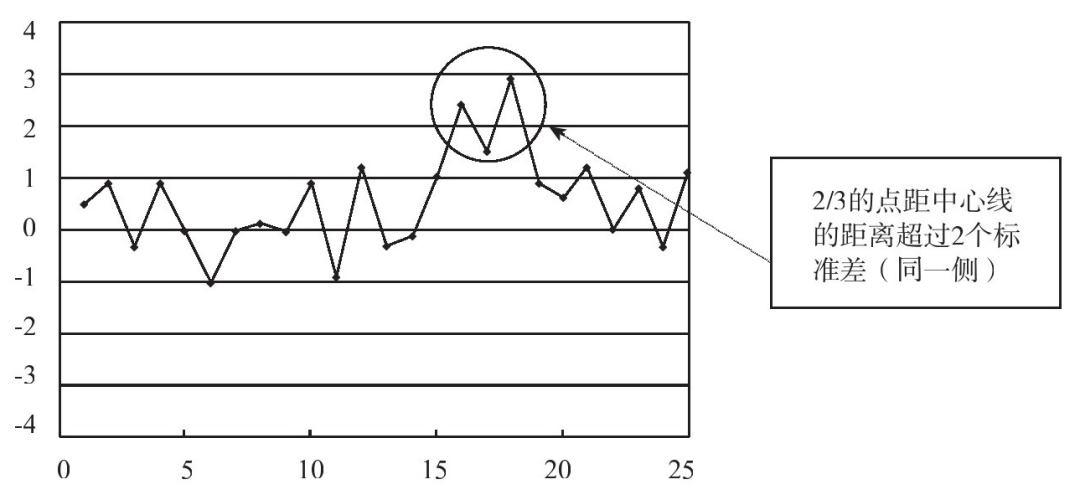
相連3點(diǎn)中有2點(diǎn)在同側(cè)的A區(qū)或A區(qū)之外
控制點(diǎn)異常判定圖(4)
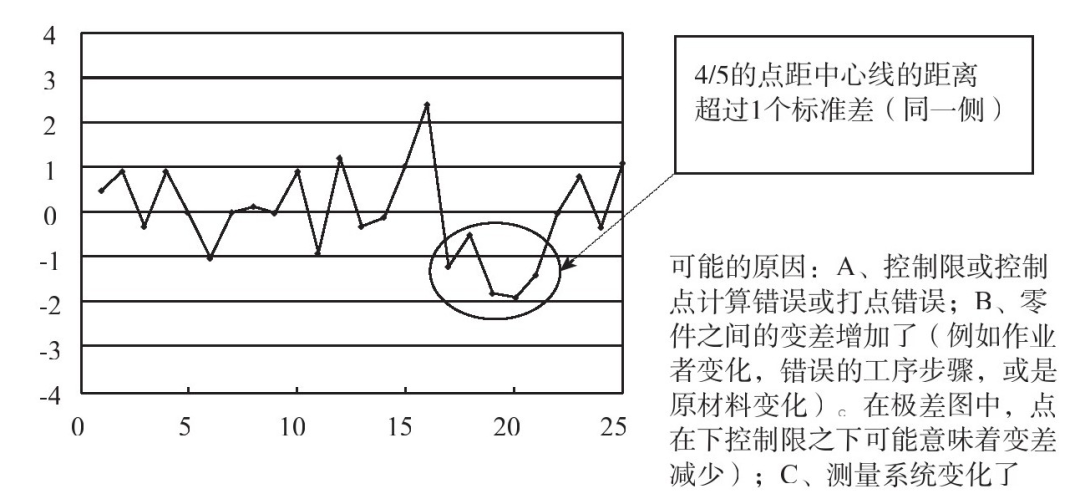
控制點(diǎn)異常判定圖(5)
相連5點(diǎn)中有4點(diǎn)在同側(cè)的B區(qū)或B區(qū)之外
控制點(diǎn)異常判定圖(6)
連續(xù)15點(diǎn)在中心線上下兩側(cè)的C區(qū)
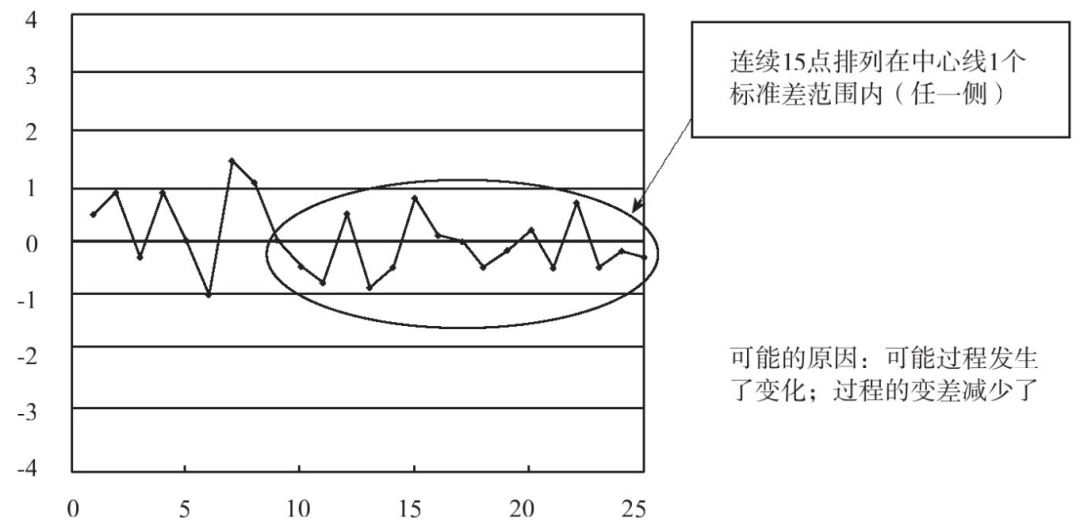
點(diǎn)異常判定圖(7)
過(guò)程能力太好,還是要檢討一下數(shù)據(jù)是否真實(shí)、測(cè)量系統(tǒng)是否異常。
有8點(diǎn)在中心線之兩側(cè),但C區(qū)并無(wú)點(diǎn)子。
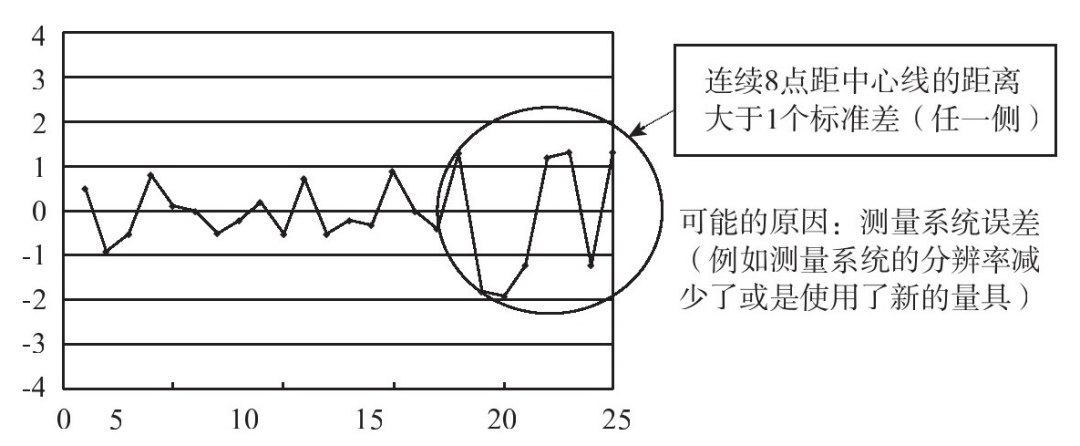
控制點(diǎn)異常判定圖(8)
常規(guī)判定異常的方法主要有前面提到的這五種,其他方法一般很少用到。
審核編輯 :李倩
-
SPC
+關(guān)注
關(guān)注
1文章
59瀏覽量
13066 -
數(shù)據(jù)分析
+關(guān)注
關(guān)注
2文章
1520瀏覽量
36329
原文標(biāo)題:SPC統(tǒng)計(jì)過(guò)程控制
文章出處:【微信號(hào):半導(dǎo)體封裝工程師之家,微信公眾號(hào):半導(dǎo)體封裝工程師之家】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
什么是【自動(dòng)化焊錫設(shè)備】你知道嗎?且聽(tīng)我細(xì)細(xì)道來(lái)
自動(dòng)焊錫設(shè)備概論
SPC教材(PPT培圳資料)
基于電子標(biāo)簽的SPC過(guò)程控制分析
什么是SPC
統(tǒng)計(jì)過(guò)程控制SPC“見(jiàn)證”JMP和Minitab的差異

SPC統(tǒng)計(jì)技術(shù)及應(yīng)用PPT講解
什么是SPC統(tǒng)計(jì)過(guò)程控制?SPC統(tǒng)計(jì)過(guò)程控制的詳細(xì)資料介紹
一學(xué)就會(huì)的SPC

SPC控制圖:告訴你生產(chǎn)過(guò)程質(zhì)量波動(dòng)的因素(SPC系統(tǒng))

SPC統(tǒng)計(jì)過(guò)程控制系統(tǒng)解決方案

MES系統(tǒng)開(kāi)發(fā)中的質(zhì)量模塊設(shè)計(jì),90%企業(yè)都忽略了這點(diǎn)

統(tǒng)計(jì)過(guò)程控制在預(yù)防性維護(hù)中的應(yīng)用




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論