 電烙鐵不沾錫的原因
電烙鐵不沾錫的原因

電烙鐵不沾錫的原因
1、選擇溫度過高,容易使電烙鐵頭沾錫面發生劇烈氧化。
2、使用前未將沾錫面吃錫。
3、使用不正確或是有缺陷的清理方法。
4、使用不純的焊錫或焊絲中助焊劑中斷。
5、當工作溫度超過350℃,而且停止焊接超過1小時,無鉛烙鐵頭上錫量過少。
6、“干燒”電烙鐵頭,如:焊臺開著不使用,而電烙鐵頭表面無上錫,會引起電烙鐵頭快速氧化。
7、使用的助焊劑是高腐蝕性的,從而引起電烙鐵頭快速氧化。
8、使用中性活性的助焊劑,沒有常常清理烙鐵頭上的氧化物。
9、接觸到有機物如塑料、潤滑油或其它化合物。慣用的處理辦法。
電烙鐵不沾錫如何恢復
1、將焊臺溫度降至280度左右,把烙鐵頭放在潮濕的海綿上反復擦拭且不間斷的上新錫保護,重復上面動作直至無鉛烙鐵頭光亮上錫為止。
2、關閉烙鐵供電電源,用刀片或者細砂紙打磨掉烙鐵頭鍍錫面上的污垢和氧化物,然后把烙鐵頭放入松香或者松香膏中,開啟烙鐵供電電源,調整溫度到280度左右,讓烙鐵頭在松香中加熱,然后用焊錫絲給烙鐵頭上錫,上錫之后找一股銅絲或者吸錫線,讓烙鐵頭在銅絲部位反復摩擦直至焊錫飽滿整個烙鐵為止。
3、將烙鐵溫度調整到300-360度,插入專用烙鐵頭修復膏中,等待幾秒鐘后用焊錫絲對烙鐵頭上錫。
推薦閱讀:
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
電烙鐵
+關注
關注
11文章
261瀏覽量
46782
發布評論請先 登錄
相關推薦
熱點推薦
SMT車間錫膏印刷5大缺陷解析
在PCBA生產廠家的表面貼裝技術(SMT)流程中,操作技術員常因錫膏印刷缺陷導致產品品質異常,引發內耗。以下為5種典型問題及解決方案:
錫膏圖形錯位?
?產生原因?:鋼網對位偏移或印刷機精度不足
發表于 02-09 15:05
【科普】電烙鐵的功率真的是越高越好嗎?
大家是否注意到近年來市場上新推出的電烙鐵在加熱功率方面有了顯著提升100W、140W甚至更高功率的產品層出不窮然而,電烙鐵的功率是否真的越高越好呢?在回答這個問題前,我們先來簡要了解一下常見的

配備9款型號烙鐵頭!PD/DC雙模式供電!動態檢測防直通,避免短路
在2015年之前你工作臺上的電烙鐵是什么樣的呢?我猜是這樣的又或者是這樣的圖源數碼之家這些“大塊頭”背后,是電子產品不斷小型化的趨勢,也是大家對更小、更智能的電烙鐵的共同期待。經典之作2015年7月

TS101 智能烙鐵|小型化與智能化焊接的經典傳承
在2015年之前你工作臺上的電烙鐵是什么樣的呢?我猜是這樣的又或者是這樣的圖源數碼之家這些“大塊頭”背后,是電子產品不斷小型化的趨勢,也是大家對更小、更智能的電烙鐵的共同期待。經典之作2015年7月
錫膏與錫膠的技術和應用差異解析
本文從焊料應用工程師視角,解析了錫膏與錫膠的核心差異:成分上,錫膏以金屬合金粉為核心,助焊劑輔助焊接;錫膠含熱固樹脂,兼顧焊接與補強。性能上,錫

低溫錫膏和高溫錫膏的區別知識大全
低溫錫膏和高溫錫膏是兩種不同用途的焊接材料,其主要在于使用溫度的不同。下面將從成分、特性、應用領域等方面詳細介紹低溫錫膏和高溫錫膏的區別。首先,從成分上來說,低溫
發表于 09-23 11:42
?1次下載
芯片焊接中無鹵錫線炸錫現象的原因分析
炸錫是助焊劑揮發特性、錫材質量、工藝參數、基材清潔度等多因素共同作用的結果,排查時需優先檢查助焊劑狀態(揮發物、吸潮)、錫線 / 錫球氧化情況,再優化焊接溫度、壓力等參數,同時確保 P

激光錫焊出現氣孔的原因及應對措施
激光錫焊有很多優點,高效,快速等等。但是在激光錫焊的過程中,可能因為這樣或者那樣的原因,造成焊接點存在氣孔。松盛光電來給大家介紹一下激光錫焊焊點氣孔存在的
T90智能電烙鐵,全方位升級!PD3.1 140W大功率加熱,功率升級,IPS LCD彩屏,屏幕升級,質感升級!
T90智能電烙鐵,全方位升級!PD3.1 140W大功率加熱,功率升級,IPS LCD彩屏,屏幕升級,質感升級!
正點原子全新電烙鐵來啦!正點原子T90是在T80/T65的基礎上全新升級推出的第三款
發表于 07-07 17:36
給電烙鐵增加PWN調溫功能
、驗證目標搭建電路驗證907電烙鐵測溫,發熱控制的可行性,調溫部分只做最簡單的處理。達到快速驗證可行性的目的,為之后優化調溫排除障礙。二、材料清單RA-Eco-RA
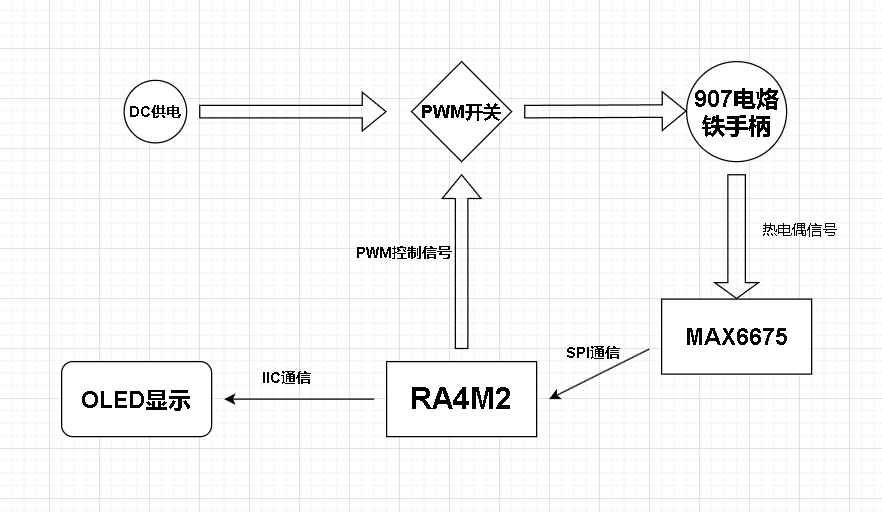
【RA-Eco-RA4M2開發板評測】1.907電烙鐵簡易驗證
驗證目標
搭建電路驗證907電烙鐵測溫,發熱控制的可行性,調溫部分只做最簡單的處理。達到快速驗證可行性的目的,為之后優化調溫排除障礙。
所需材料
907電烙鐵手柄(熱電偶測溫方式1322發熱芯
發表于 05-11 18:07
潛伏的殺手:PCBA上那些要命的錫珠錫渣
企業帶來嚴重的售后維護壓力。 錫珠錫渣的形成原因主要來自以下幾個方面: 1.焊膏量控制不當:SMD焊盤上錫膏過量,在回流焊接時多余的錫膏被擠
晶振不起振的常見原因
晶振提供精確的時鐘信號以驅動電路的正常運行。有時即便晶振有電壓供應,仍可能出現不起振的現象。今天,凱擎小妹將為大家盤點一下導致這種情況的常見原因。



 工商網監
工商網監
評論