") 歐姆龍 PLC CP1E 以太網模塊與上位機、三菱觸摸屏的盾構機隧道掘進監(jiān)控配置案例
歐姆龍 PLC CP1E 以太網模塊與上位機、三菱觸摸屏的盾構機隧道掘進監(jiān)控配置案例


一、行業(yè)痛點與需求
在城市軌道交通、地下管廊等隧道工程建設領域,盾構機是隧道掘進的核心設備,其掘進速度、刀盤扭矩、土壓平衡參數(shù)和掘進數(shù)據(jù)的記錄追溯直接關系到隧道工程的施工安全和施工效率。傳統(tǒng)歐姆龍 CP1E PLC 因缺少以太網接口,與上位機的通信依賴串行鏈路,數(shù)據(jù)傳輸速度慢且抗干擾能力弱,在盾構機井下密閉、高濕、強電磁干擾的復雜施工環(huán)境下,易出現(xiàn)掘進參數(shù)、設備運行狀態(tài)等數(shù)據(jù)傳輸中斷、失真問題,無法實時記錄刀盤運行參數(shù)、掘進里程、土倉壓力、管片拼裝數(shù)據(jù)等關鍵信息。
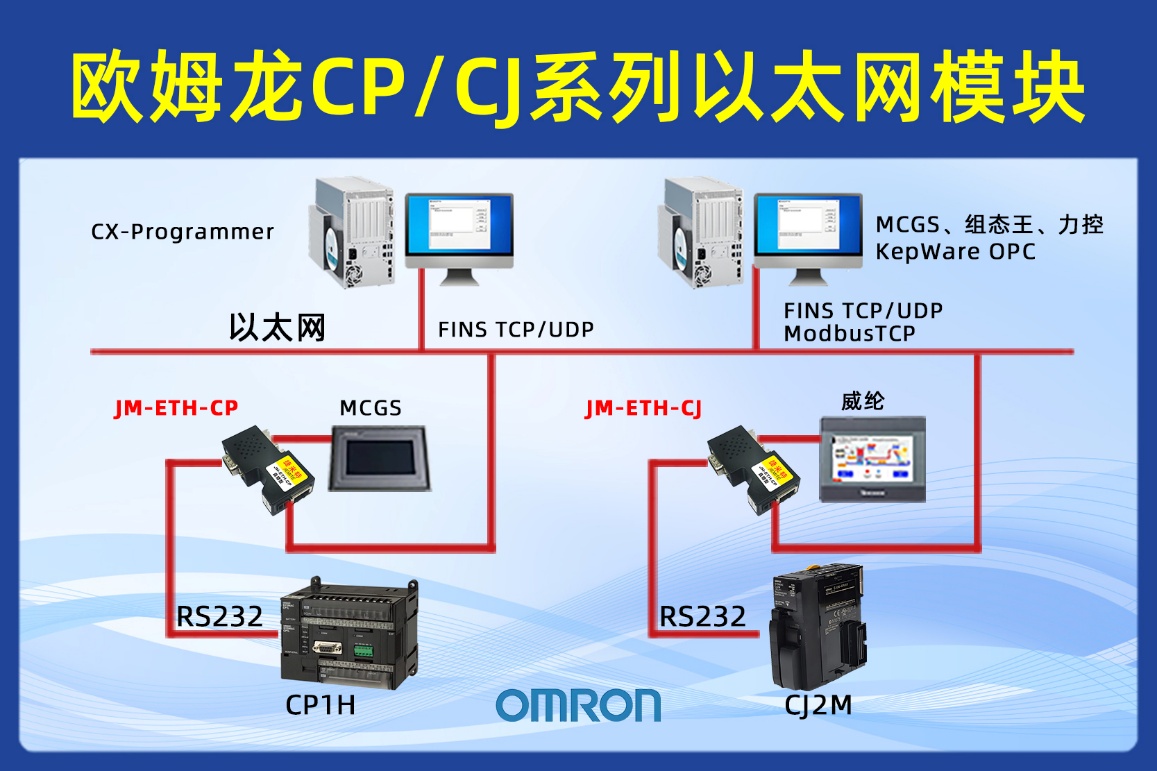
為破解這一難題,遠創(chuàng)智控研發(fā)的 YC8000-CP歐姆龍 PLC 以太網模塊,專為歐姆龍 CP1E 系列 PLC 設計,可實現(xiàn) PLC 與以太網的穩(wěn)定連接,讓盾構機的網絡監(jiān)控、掘進數(shù)據(jù)自動上傳、遠程故障診斷成為現(xiàn)實,匹配隧道工程對施工過程管控與數(shù)據(jù)追溯的專業(yè)需求。

二、項目背景
某大型隧道工程建設企業(yè)的城市軌道交通盾構施工項目配備多臺土壓平衡盾構機,核心控制系統(tǒng)均采用歐姆龍 CP1E PLC。隨著城市地下工程施工智能化、精細化管理要求的不斷提高,以及工程建設對施工過程可追溯性的嚴格規(guī)定,原有串行通信模式已無法滿足盾構機掘進數(shù)據(jù)的實時采集、自動記錄和遠程監(jiān)控需求,且井下人工記錄施工數(shù)據(jù)、反饋設備狀態(tài)的方式效率低下,還存在安全隱患,難以應對大斷面、長距離的隧道掘進施工管控要求。為實現(xiàn)盾構機隧道掘進的智能化監(jiān)控、掘進數(shù)據(jù)的數(shù)字化追溯和設備的遠程管理,企業(yè)引入遠創(chuàng)智控YC8000-CP 歐姆龍 PLC 以太網模塊,彌補 CP1E PLC 無以太網接口的缺陷,構建一體化的盾構施工過程監(jiān)控體系。

三、設備選型與配置
1. 設備選型
·PLC 型號:歐姆龍 CP1E
·以太網模塊型號:遠創(chuàng)智控 YC8000-CP PLC 以太網模塊
·觸摸屏型號:三菱 GS2107-WTBD(HMI)
2. 硬件連接
·將 YC8000-CP PLC 以太網模塊直接插入歐姆龍 CP1E PLC 的 DB9 通訊口,由 PLC 直接供電,無需額外配置電源適配器,適配盾構機電氣柜內狹小的安裝空間。
·使用屏蔽超五類防水網線將 YC8000-CP 的 RJ45 以太網口連接至盾構機井下工業(yè)環(huán)網交換機,有效抵御盾構機液壓系統(tǒng)、變頻驅動系統(tǒng)等設備的強電磁干擾,同時適應井下高濕環(huán)境,保障掘進數(shù)據(jù)傳輸穩(wěn)定。
·將三菱 GS2107-WTBD 觸摸屏的專用耐震通訊線纜接入 YC8000-CP 以太網模塊的擴展通訊口,實現(xiàn)觸摸屏與 PLC 的近距離高速數(shù)據(jù)交互,方便盾構機操作室人員實時查看設備運行狀態(tài)、調整掘進參數(shù)。
3. 軟件配置
·觸摸屏組態(tài)軟件:三菱 GT Designer3
·以太網模塊配置工具:遠創(chuàng)智控調試軟件
四、實施過程
1. 現(xiàn)場勘查與規(guī)劃
項目實施前,技術團隊對盾構施工項目的井下施工環(huán)境、盾構機設備布局、井下工業(yè)環(huán)網架構以及掘進數(shù)據(jù)的上傳要求進行全面勘查。重點確認盾構機的掘進參數(shù)采集點、現(xiàn)場觸摸屏的安裝位置(考慮操作室防震動、防潮濕、防粉塵需求)以及地面監(jiān)控中心的網絡接入節(jié)點。根據(jù)隧道掘進的施工工藝要求、盾構機的運行特性和企業(yè)工程施工管理平臺的對接標準,制定了兼顧井下安裝便捷性、設備運行穩(wěn)定性和施工安全性的硬件安裝、網絡配置和軟件調試方案。

2. 模塊安裝與調試
·硬件安裝:選擇盾構機停機換刀的施工間隙進行施工,將 YC8000-CP 以太網模塊精準安裝至歐姆龍 CP1E PLC 的 DB9 通訊口,完成以太網線、觸摸屏通訊線的連接,所有線路均采用井下專用的防水、防油、防震動鎧裝線纜和線槽進行布置和防護,符合地下工程施工的安全規(guī)范。
·模塊配置:通過遠創(chuàng)智控調試軟件對 YC8000-CP 模塊進行網絡參數(shù)配置,設置專屬靜態(tài) IP、子網掩碼和網關,匹配盾構機井下工業(yè)環(huán)網的網段要求;通過模塊的 Web 服務器管理界面,實時檢測模塊與 PLC 的通信狀態(tài),針對井下復雜的電磁環(huán)境對通信鏈路進行專項抗干擾優(yōu)化,確保盾構機掘進過程中通信無中斷、無延遲。
·軟件調試:在地面監(jiān)控中心的上位機端安裝歐姆龍 CX-Programmer 軟件,通過井下工業(yè)環(huán)網與 YC8000-CP 模塊建立穩(wěn)定連接,實現(xiàn) PLC 掘進控制程序的遠程上傳、下載和在線參數(shù)調整(如刀盤轉速、掘進速度、土倉壓力);在三菱 GT Designer3 軟件中進行觸摸屏組態(tài)編程,搭建包含盾構機整機運行狀態(tài)、掘進參數(shù)實時顯示、設備故障報警、掘進里程本地查詢的現(xiàn)場操作界面,確保盾構機操作室人員可通過觸摸屏快速掌握設備運行狀態(tài),并對掘進參數(shù)進行實時微調。
3. 系統(tǒng)測試與優(yōu)化
完成硬件安裝和軟件調試后,結合盾構機隧道掘進的施工特點,開展全維度的系統(tǒng)測試,重點驗證系統(tǒng)的穩(wěn)定性、數(shù)據(jù)準確性和報警及時性,測試內容包括:
·掘進數(shù)據(jù)傳輸測試:通過地面上位機和盾構機操作室的三菱觸摸屏,實時采集盾構機的刀盤扭矩、掘進速度、土倉壓力、管片拼裝精度、掘進里程等數(shù)據(jù),驗證數(shù)據(jù)傳輸?shù)臏蚀_性和實時性,確保隧道掘進的關鍵施工信息可完整、無延遲記錄。
·遠程監(jiān)控與參數(shù)調整測試:在地面監(jiān)控中心的上位機終端,通過工業(yè)環(huán)網連接 YC8000-CP 模塊,實現(xiàn)對井下盾構機的遠程實時監(jiān)控,并遠程調整刀盤轉速、掘進速度等核心掘進參數(shù),驗證遠程操作的有效性和響應速度,確保地面技術人員可對井下施工進行遠程指導。
·故障報警與數(shù)據(jù)追溯測試:模擬盾構機常見故障(如刀盤卡滯、液壓系統(tǒng)故障、土倉壓力異常),驗證系統(tǒng)是否能快速捕捉故障信號,在地面上位機和井下觸摸屏同步發(fā)出報警提示,為井下施工安全提供保障;同時模擬連續(xù)隧道掘進施工場景,驗證上位機是否能自動記錄每段掘進的施工參數(shù)、掘進時間、設備運行狀態(tài)等信息,實現(xiàn)掘進施工數(shù)據(jù)的數(shù)字化追溯。
根據(jù)測試結果,針對井下網絡環(huán)境對模塊的通信參數(shù)、數(shù)據(jù)采集頻率進行優(yōu)化,對觸摸屏的操作界面進行本土化和簡易化設計,使其更適配盾構機操作室人員的施工操作習慣,提升井下施工的操作便捷性。
五、總結
遠創(chuàng)智控 YC8000-CP歐姆龍 PLC 以太網模塊在盾構機隧道掘進中的成功應用,徹底解決了傳統(tǒng)歐姆龍 CP1E PLC 無以太網接口、數(shù)據(jù)傳輸抗干擾能力弱、掘進數(shù)據(jù)難以數(shù)字化追溯的行業(yè)痛點。通過模塊與三菱觸摸屏、地面上位機的協(xié)同工作,實現(xiàn)了盾構機隧道掘進的實時監(jiān)控、遠程參數(shù)調整、故障智能報警和掘進數(shù)據(jù)數(shù)字化追溯,不僅提升了隧道掘進的施工效率和施工安全性,還讓企業(yè)的施工管控工作更貼合地下工程建設的行業(yè)標準,為企業(yè)打造智能化、標準化的盾構施工管理體系提供了堅實的技術支撐。
(具體內容配置過程及其他相關咨詢可聯(lián)系楊工。)
審核編輯 黃宇
-
以太網
+關注
關注
41文章
6117瀏覽量
181403 -
plc
+關注
關注
5053文章
14726瀏覽量
488082 -
上位機
+關注
關注
27文章
1027瀏覽量
57288
發(fā)布評論請先 登錄
歐姆龍 CP1E PLC?借助以太網通訊模塊與上位機通訊實現(xiàn)觸摸屏監(jiān)控金屬探測設備的應用配置案例

歐姆龍 PLC CPM1A 以太網模塊與上位機、威綸觸摸屏涂裝車間監(jiān)控配置案例

歐姆龍 PLC CPM1A 以太網模塊與上位機、MCGS 觸摸屏水切割監(jiān)控配置案例
歐姆龍 PLC CP1H 以太網模塊與上位機、MCGS 觸摸屏通訊配置案例
歐姆龍 CP1H PLC?借助以太網模塊與上位機編程軟件通訊實現(xiàn) MCGS?觸摸屏監(jiān)控的激光切割應用配置案例

歐姆龍CP系列以太網模塊配置實現(xiàn)上位機與觸摸屏監(jiān)控方案

歐姆龍C200H以太網模塊連接上位機與觸摸屏的配置案例

歐姆龍C200H系列PLC以太網模塊應用案例
三菱FX3S PLC借助于PLC以太網通訊模塊與上位機通訊實現(xiàn)觸摸屏監(jiān)控的應用配置案例

沖壓車間生產優(yōu)化:歐姆龍CP1E PLC配合以太網模塊,助力上位機與觸摸屏協(xié)同工作

plc 以太網通訊模塊實現(xiàn):歐姆龍 CP1E PLC 在沖壓車間的應用案例

以歐姆龍CP1H PLC以太網模塊構建紡織機械上位機和觸摸屏控制網絡的案例?
PLC以太網通訊模塊:歐姆龍 CP1H PLC在紡織機械上的應用案例
歐姆龍PLC CP1E以太網模塊與上位機、觸摸屏通訊配置案例
歐姆龍PLC CP1L通過以太網模塊與上位機通訊配置案例



 工商網監(jiān)
工商網監(jiān)
評論