 無刷吸塵電機一體化驅動主板無損拆裝定位工藝規范
無刷吸塵電機一體化驅動主板無損拆裝定位工藝規范

一、工藝設計背景與核心要求
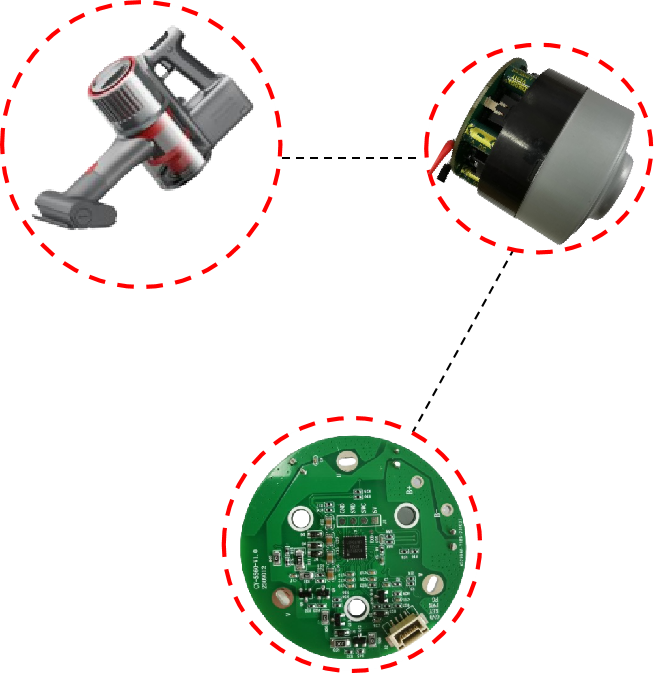
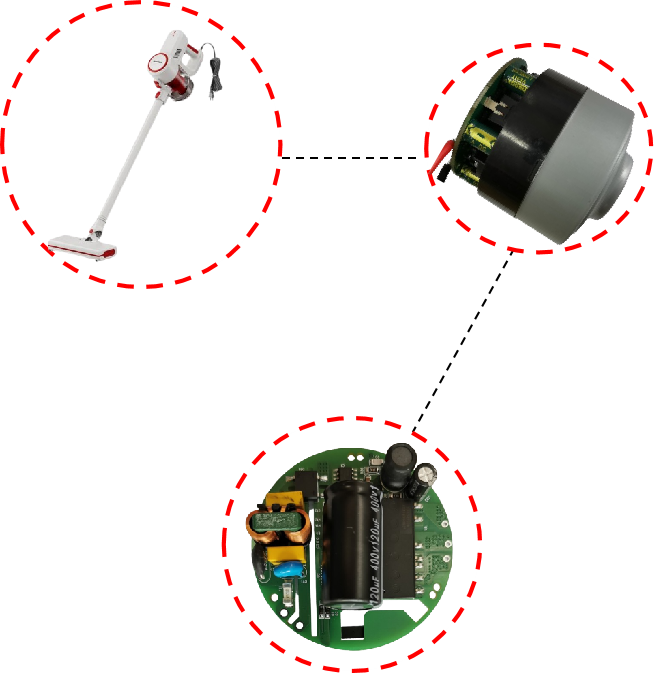
無刷吸塵電機驅動主板(以下簡稱 “驅動主板”)集成了 SiC MOSFET、驅動 IC、濾波器件、連接器等精密組件,且與電機定子、風道殼體通過螺栓 + 灌封膠復合固定,拆裝場景主要包括:產線組裝調試、售后故障維修、版本升級替換。其核心工藝要求如下:
無損性要求:拆裝后主板無焊點脫落、器件破損、PCB 變形(翹曲≤0.2mm),電機軸承、定子繞組無損傷;
定位精度要求:重裝后主板與電機定子同軸度≤0.1mm,安裝面平面度≤0.05mm,確保電磁耦合穩定性與風道氣密性;
效率要求:單套拆裝耗時≤15min(熟練技工),無需專用復雜工裝;
兼容性要求:適配主流無刷吸塵電機(功率 300-1200W,轉速 60k-120k r/min)的驅動主板結構。
二、關鍵前置條件與工具準備
2.1 環境與人員要求
環境:潔凈車間(Class 10000),溫度 23±5℃,濕度 40%-60%,避免粉塵、靜電損傷器件;
人員:需經專項培訓,熟悉主板結構與防靜電操作,穿戴防靜電服、防靜電手套、接地手環(接地電阻≤1MΩ)。
2.2 專用工具選型(核心保障無損拆裝)
| 工具類型 | 選型規格 | 關鍵參數 | 工藝用途 |
| 扭矩螺絲刀 | 世達 SATA 09651(可調扭矩) | 扭矩范圍 0.5-5N?m,精度 ±5% | 拆卸 / 緊固安裝螺栓,避免過扭矩損傷螺紋 |
| 真空吸筆 | 愛迪生 ESD-100(防靜電型) | 吸力 0.3-0.8kgf,硅膠吸頭 | 拾取主板,避免直接接觸器件引腳 |
| 熱風槍 | 威樂 Weller WXP 200 | 溫度范圍 50-450℃,風速可調(1-10 級) | 軟化灌封膠,輔助分離主板與安裝面 |
| 定位工裝 | 定制鋁制定位治具 | 含 3 個定位銷(直徑 2mm,公差 H7),基準面平面度≤0.02mm | 拆裝過程中固定電機,確保定位基準一致 |
| 輔助工具 | 防靜電鑷子(尖嘴 / 平頭)、硅酮導熱膏(導熱系數≥4.0 W/m?K)、無水乙醇(99.7%)、無塵布 | - | 清理殘留膠層、修復導熱界面、輔助器件防護 |
2.3 物料準備
備件:同型號驅動主板、替換用灌封膠(高導熱有機硅,如漢高 Loctite EA 9466)、導熱墊(厚度 0.8mm,如 Laird Tflex HD900);
防護材料:耐高溫美紋紙(耐溫≥150℃)、靜電屏蔽袋、器件防護蓋。
三、無損拆卸工藝規范(核心流程)
3.1 預處理與防護
將電機固定在定制定位工裝上,確保電機輸出軸與工裝基準面垂直(垂直度≤0.03mm),避免拆卸時電機晃動;
用耐高溫美紋紙覆蓋電機定子繞組、連接器接口、軸承端蓋等關鍵部位,防止熱風、乙醇或雜質污染;
用靜電屏蔽袋鋪墊工作臺,所有拆卸工具提前接地(通過防靜電手環或接地導線)。
3.2 螺栓拆卸
識別主板安裝螺栓(通常 3-4 顆 M2-M3 十字螺栓),按 “對角交替” 順序拆卸,每顆螺栓采用扭矩螺絲刀(預設扭矩 1.0N?m)逆時針旋轉,避免單側受力導致 PCB 變形;
拆卸后的螺栓放入防靜電零件盒分類存放,螺栓表面涂抹少量防銹油(如 WD-40),防止螺紋氧化。
3.3 灌封膠軟化與分離
若主板與電機安裝面采用灌封膠固定(常見于功率≥800W 電機),使用熱風槍對灌封膠區域進行均勻加熱:溫度設置 120-150℃,風速 3-5 級,熱風槍噴嘴與主板表面距離≥3cm,避免局部過熱(器件耐溫≤150℃);
加熱過程中用紅外測溫儀實時監測主板表面溫度,控制在 100-120℃(持續 2-3min),待灌封膠軟化(硬度≤Shore A 20)后,用真空吸筆吸附主板邊緣(無器件區域),垂直向上緩慢施力(拉力≤5kgf);
若存在局部粘連,用平頭防靜電鑷子輕輕撬動粘連處(支點選主板安裝孔周圍銅箔加固區),禁止撬動器件焊接區域或 PCB 邊緣薄弱部位。
3.4 主板取出與清潔
主板分離后,立即放入靜電屏蔽袋暫存,避免靜電擊穿敏感器件(如驅動 IC、SiC MOSFET);
用無塵布蘸取少量無水乙醇,輕輕擦拭電機安裝面殘留的灌封膠與導熱膏,確保安裝面無雜質(平整度≤0.05mm);
檢查主板拆卸后的狀態:PCB 表面無劃痕、器件無松動、焊點無開裂,若發現損傷需標記并單獨處理。
四、無損安裝與定位工藝規范
4.1 安裝面預處理
清潔新主板或待重裝主板的安裝面:用無塵布蘸取無水乙醇擦拭 PCB 安裝孔周圍、導熱墊貼合區域,去除油污與粉塵;
在主板導熱墊貼合區域(功率器件對應位置)均勻涂抹硅酮導熱膏,厚度控制在 50-100μm(用刮板刮平,避免氣泡),或粘貼預切好的導熱墊(尺寸與功率器件散熱焊盤一致);
若需重新灌封,在主板邊緣涂抹一圈高導熱有機硅灌封膠(寬度 2-3mm,厚度 1-2mm),確保與電機安裝面貼合后無溢膠。
4.2 定位與貼合
將主板對準電機安裝面的定位銷(或定位孔),通過定位工裝輔助校準:確保主板與電機定子同軸(同軸度≤0.1mm),安裝面完全貼合(間隙≤0.1mm),無傾斜;
用真空吸筆吸附主板,緩慢下放至安裝面,輕壓主板邊緣(均勻施力,壓力≤3kgf),確保導熱膏 / 導熱墊與電機安裝面緊密接觸,無空泡。
4.3 螺栓緊固
按 “對角交替” 順序安裝螺栓,先用手擰至接觸主板表面,再用扭矩螺絲刀(預設扭矩 1.0-1.5N?m,根據螺栓規格調整)順時針緊固;
緊固過程分兩步:第一步擰至扭矩的 50%,第二步擰至額定扭矩,避免一次性緊固導致主板變形;
緊固后檢查:主板無翹曲、螺栓無滑絲,用塞尺測量主板邊緣與安裝面間隙,≤0.05mm 為合格。
4.4 灌封與固化(如需)
若需灌封,在主板與電機安裝面的縫隙處補充灌封膠,確保縫隙完全填充(無氣泡),灌封膠厚度控制在 2-3mm;
固化流程:室溫下靜置 30min(初步固化),再放入恒溫箱(80℃)烘烤 1h(完全固化),或按灌封膠說明書要求執行,固化期間避免震動。
4.5 收尾檢查
拆除美紋紙與定位工裝,清理多余溢膠(用無塵布蘸取無水乙醇擦拭);
檢查電氣連接:連接器插合到位(無松動)、線束無擠壓,用萬用表測量功率器件引腳與地之間的絕緣電阻(≥10MΩ);
標記拆裝信息:在主板邊緣粘貼標簽,記錄拆裝日期、操作人員、設備編號,便于追溯。
五、質量檢驗與可靠性驗證
5.1 外觀與尺寸檢驗
| 檢驗項目 | 檢驗標準 | 檢驗工具 |
| PCB 外觀 | 無劃痕、變形、焊點開裂 | 放大鏡(10 倍) |
| 器件狀態 | 無破損、松動、引腳彎曲 | 目視 + 鑷子輕觸檢查 |
| 安裝精度 | 同軸度≤0.1mm,平面度≤0.05mm | 百分表、塞尺 |
| 灌封質量 | 無氣泡、溢膠≤1mm | 目視 + X 射線檢測(批量生產) |
5.2 電氣性能驗證
靜態測試:測量電源輸入阻抗、功率器件絕緣電阻、驅動信號波形(無畸變);
動態測試:電機空載運行 30min,監測轉速穩定性(波動≤±1%)、功率器件結溫(≤120℃)、EMC 性能(符合 CISPR 22 Class B);
可靠性測試:拆裝循環 10 次后,重復上述測試,性能無衰減為合格。
六、工藝注意事項與常見問題處理
6.1 關鍵注意事項
嚴禁用金屬工具直接接觸器件引腳、焊點或 PCB 銅箔,避免劃傷或短路;
熱風加熱時需均勻掃動,禁止長時間聚焦某一點,防止器件熱損壞;
防靜電措施貫穿全程,主板未放入靜電屏蔽袋時,禁止接觸驅動 IC、SiC MOSFET 等敏感器件;
扭矩螺絲刀需定期校準(每月 1 次),確保扭矩精度。
6.2 常見問題處理
| 問題現象 | 原因分析 | 處理方案 |
| 主板粘連無法分離 | 灌封膠未充分軟化 | 延長熱風加熱時間(至 150℃/5min),或用專用膠黏劑去除劑(如 3M 38987)輔助軟化 |
| 螺栓滑絲 | 扭矩過大或螺紋損傷 | 更換同規格螺栓,若安裝孔螺紋損壞,采用螺紋修復劑(如 Loctite 277)修復 |
| 主板翹曲 | 緊固順序不當或扭矩不均 | 拆卸螺栓重新緊固,按 “對角交替” 分步施加扭矩 |
| 導熱不良 | 導熱膏厚度不均或有氣泡 | 清除舊導熱膏,重新涂抹并刮平,確保無氣泡 |
七、總結與工藝優化方向
本工藝規范通過 “定位基準標準化、工具專用化、流程精細化”,實現了無刷吸塵電機驅動主板的無損拆裝與精準定位,核心優勢在于:明確了關鍵工序的參數閾值(如扭矩、溫度、厚度),降低了人為操作誤差;選用防靜電、低損傷專用工具,從源頭避免器件與主板損傷;通過定位工裝與分步緊固,保障了重裝后的定位精度與電氣性能一致性。
未來工藝優化可聚焦三個方向:1)開發一體化快速定位工裝,將拆裝時間縮短至 10min 以內;2)采用可重復使用的模塊化灌封結構,替代傳統不可逆灌封膠,提升拆裝便利性;3)引入機器視覺輔助定位,進一步提高安裝精度(同軸度≤0.05mm)。本規范適用于產線批量生產與售后維修場景,可根據具體電機型號與主板結構進行針對性調整。
-
MOSFET
+關注
關注
151文章
10091瀏覽量
234304 -
電機
+關注
關注
144文章
9657瀏覽量
154502 -
主板
+關注
關注
55文章
2387瀏覽量
77062
發布評論請先 登錄
無刷吸塵器電機驅動板:隔離拆卸、線束分離與散熱件拆除規范
吸塵器馬達驅動系統硬件電路設計(有刷/BLDC兼容方案)
高速無刷吸塵器電機驅動板整體設計與實現方案

一體成型電感的制作工序簡述
無刷吸塵器在吸塵器領域帶來了革命性的提升,其優勢是全方位的【其利天下】

無刷直流電機在車載吸塵器馬達驅動方案中的應用:突破效率與響應瓶頸
三相無刷直流電機的手持吸塵器高效動力系統構建方案
集成化PCBA:實現吸塵器電機驅動、保護與智能管理的一體化方案
定位模塊還在選擇GPS?也許定位通信一體化模塊更適合你

為無刷吸塵器驅動方案按下“靜音鍵”--【其利天下】

【電機】了解無刷直流電機BLDC



 工商網監
工商網監
評論