 發動機缸體孔深光學3D輪廓測量-激光頻率梳3D輪廓技術
發動機缸體孔深光學3D輪廓測量-激光頻率梳3D輪廓技術

1 、引言
氣動閥塊孔是氣動控制系統的核心流道結構,承擔著壓縮空氣傳輸、閥組安裝定位的關鍵功能,其孔深精度直接決定閥塊裝配密封性、氣流控制精度,進而影響氣動系統的響應速度與運行穩定性。傳統測量技術如接觸式探針測量易劃傷孔壁、殘留金屬碎屑,可能導致氣路堵塞或泄漏,且針對閥塊內部密集交錯的孔道存在可達性差的問題;超聲測量受閥塊鋁合金/鑄鐵材料的聲衰減及孔道界面反射干擾,測量誤差難以滿足精密氣動系統的檢測需求。激光頻率梳技術憑借等間隔頻率梳齒的高精度時頻基準優勢,實現頻域與時域的精準轉換,且具備非接觸、無損傷、高效率測量特性,為氣動閥塊孔深3D輪廓測量提供了可靠解決方案。本文提出基于激光頻率梳的氣動閥塊孔深光學3D輪廓測量方法,旨在突破傳統技術瓶頸,滿足閥塊量產檢測的高精度與高效率需求。
2 、激光頻率梳3D輪廓測量原理
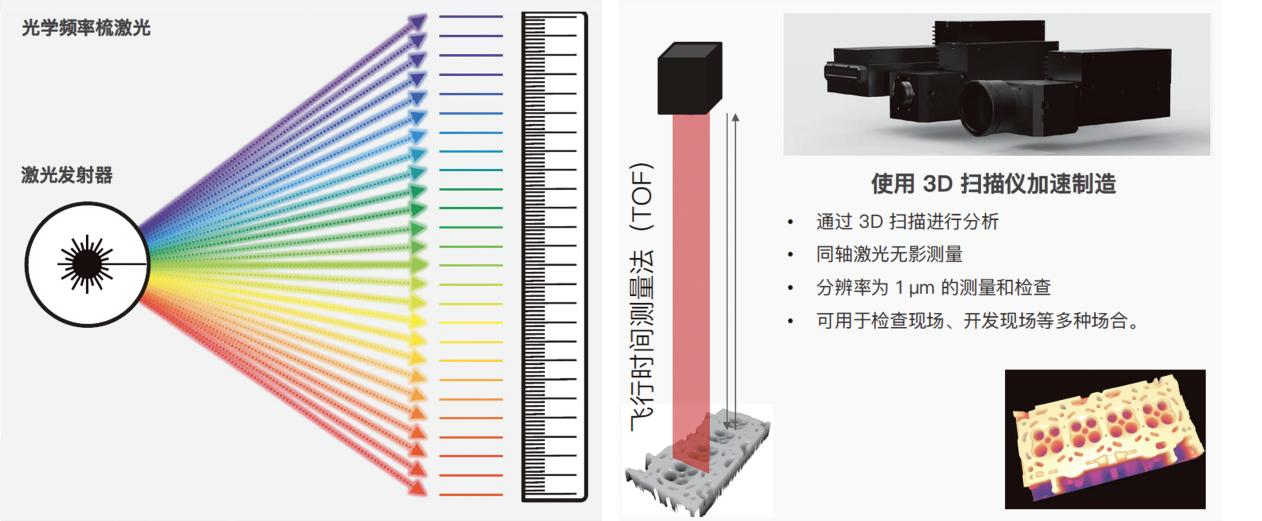
激光頻率梳通過飛秒激光器產生超短脈沖序列,經非線性光學效應生成等頻率間隔的梳齒狀光譜,其重復頻率與載波包絡偏移頻率的雙鎖定機制,可提供精度達10?1?量級的時頻基準。在3D輪廓測量中,激光頻率梳輸出的脈沖光經高精度微透鏡組縮束與準直調制后,投射至氣動閥塊孔表面,反射光與參考光在探測器上形成干涉信號,相位差與光程差呈嚴格線性對應關系。通過傅里葉變換解析干涉信號,結合莫爾條紋相位調制原理,可將條紋偏移量轉化為孔壁與孔底的高度信息,即滿足h = (Δx·λ)/(2·sinθ)(其中Δx為條紋偏移量,λ為激光波長,θ為投影角度)。相較于傳統光學測量,該技術借助長相干長度特性(可調至120mm)突破閥塊孔密集交錯遮擋與長光程衰減限制,實現孔底輪廓的完整、無損傷、高精度重建。
3 、測量系統設計與實驗驗證
3.1 系統結構設計
測量系統由激光頻率梳模塊、微光束精準調制模塊、圖像采集模塊及數據處理模塊組成。激光頻率梳模塊選用650kHz高頻飛秒激光器,輸出635nm紅光脈沖,既保證閥塊鋁合金/鑄鐵孔壁的反射效率,又避免激光能量對孔壁造成損傷;微光束精準調制模塊通過高倍率微透鏡組實現光束聚焦(聚焦光斑直徑≤35μm),配合多自由度微型電動云臺驅動實現±155°俯仰掃描,確保覆蓋閥塊內部密集交錯孔道的全深度區域;圖像采集模塊采用高靈敏度、抗干擾CCD相機,配合頻率梳時間戳標記實現干涉條紋的同步清晰采集;數據處理模塊基于加權最小二乘法完成相位解包裹,結合氣動閥塊孔的圓柱面與斜面復合校準模型修正坐標偏差,最終精確計算孔深值。
3.2 實驗驗證
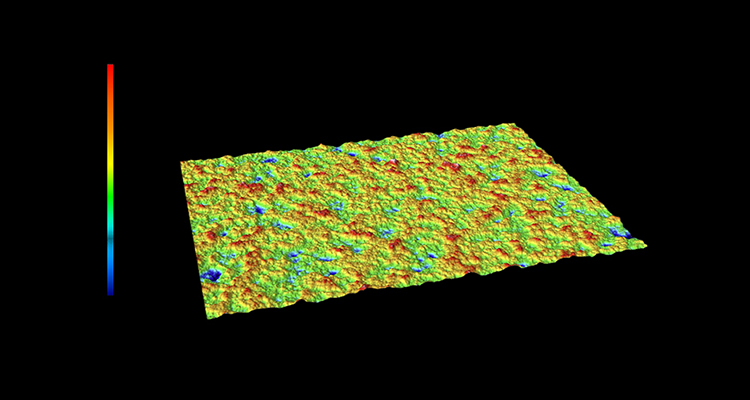
實驗選取標準氣動閥塊樣品,含直徑2-6mm、深度20-80mm的孔道共40個,以高精度X-CT測量值為基準。系統掃描速度設為22mm/s,點云密度90點
激光頻率梳3D光學輪廓測量系統簡介:
20世紀80年代,飛秒鎖模激光器取得重要進展。2000年左右,美國J.Hall教授團隊憑借自參考f-2f技術,成功實現載波包絡相位穩定的鈦寶石鎖模激光器,標志著飛秒光學頻率梳正式誕生。2005年,Theodor.W.H?nsch(德國馬克斯普朗克量子光學研究所)與John.L.Hall(美國國家標準和技術研究所)因在該領域的卓越貢獻,共同榮獲諾貝爾物理學獎。
系統基于激光頻率梳原理,采用500kHz高頻激光脈沖飛行測距技術,打破傳統光學遮擋限制,專為深孔、凹槽等復雜大型結構件測量而生。在1m超長工作距離下,仍能保持微米級精度,革新自動化檢測技術。
核心技術優勢
①同軸落射測距:獨特掃描方式攻克光學“遮擋”難題,適用于縱橫溝壑的閥體油路板等復雜結構;
②高精度大縱深:以±2μm精度實現最大130mm高度/深度掃描成像;
③多鏡頭大視野:支持組合配置,輕松覆蓋數十米范圍的檢測需求。
-
發動機
+關注
關注
33文章
2695瀏覽量
72630 -
激光
+關注
關注
21文章
3658瀏覽量
69628 -
3D
+關注
關注
9文章
3011瀏覽量
115041 -
數據處理
+關注
關注
0文章
648瀏覽量
29986
發布評論請先 登錄
深地鉆探用鉆桿深孔孔深光學3D輪廓測量-激光頻率梳3D輪廓技術
燃料電池電堆極板流場深孔孔深3D輪廓測量-激光頻率梳3D輪廓技術
特種爆破裝置傳爆深孔孔深光學3D輪廓測量-激光頻率梳3D輪廓技術
中國自研3D打印發動機完成首次飛行
LMI Gocator 6300系列智能3D線激光輪廓傳感器介紹
白光干涉儀在肖特基二極管晶圓的深溝槽 3D 輪廓測量

半導體封裝模具導通孔孔深光學 3D 輪廓測量 - 激光頻率梳 3D 輪廓技術
激光頻率梳 3D 輪廓測量 - 油路板的凹槽深度和平面度測量
新品速遞 | Teledyne Dalsa推出Z-Trak? Express 1K5 3D激光輪廓儀系列

立式數控深孔鉆的工藝及光學檢測方法 —— 激光頻率梳 3D 輪廓檢測
解鎖微觀測量新境界:光學3D輪廓儀與共聚焦顯微成像的結合應用




 工商網監
工商網監
評論