 立式數控深孔鉆的工藝及光學檢測方法 —— 激光頻率梳 3D 輪廓檢測
立式數控深孔鉆的工藝及光學檢測方法 —— 激光頻率梳 3D 輪廓檢測

引言
立式數控深孔鉆作為深孔加工的關鍵設備,其工藝水平直接影響零件加工質量。深孔加工面臨排屑、散熱等挑戰,而光學檢測技術的發展為深孔加工精度控制提供了新途徑。激光頻率梳 3D 輪廓檢測技術與立式數控深孔鉆工藝的結合,實現了深孔加工與檢測的一體化創新。
立式數控深孔鉆工藝分析
設備結構與工作原理
立式數控深孔鉆采用立柱式結構,主軸垂直布置,配備高壓冷卻排屑系統(壓力 3-8MPa)和數控系統(控制精度 0.1μm)。其工作原理是通過數控系統控制主軸旋轉(轉速 2000-10000r/min)與進給(速度 0.01-1mm/s),配合高壓切削液將切屑排出,實現深孔的高精度加工。
典型加工工藝參數
在加工 45# 鋼 φ10mm×300mm 深孔時,優化工藝參數為:主軸轉速 5000r/min,進給量 0.05mm/r,切削液壓力 5MPa,采用極壓乳化液(濃度 8%)。該參數下加工的深孔直線度≤0.05mm/100mm,表面粗糙度 Ra≤1.6μm,加工效率較傳統設備提升 30%。
工藝優勢與挑戰
立式數控深孔鉆的優勢在于自動化程度高,可實現復雜深孔的編程加工,且加工精度穩定。但面臨的挑戰包括:深徑比>20:1 時排屑困難,易導致刀具磨損;加工高硬度材料(如鈦合金)時散熱問題突出,影響孔壁質量;小孔徑(φ<3mm)深孔加工時,刀具剛性不足易引發振動。
深孔光學檢測難點分析
加工精度檢測需求
深孔加工后需檢測直線度、圓度、表面粗糙度等參數,其中直線度要求≤0.1mm/100mm,圓度≤0.03mm,表面粗糙度 Ra≤1.2μm。傳統接觸式檢測如三坐標測量效率低,且接觸力可能影響檢測精度,難以滿足批量生產需求。
光學檢測技術瓶頸
結構光檢測在深徑比>15:1 時,孔底光照不足,導致輪廓數據缺失;激光三角法受光斑發散影響,深孔底部測量誤差>10μm;工業 CT 檢測成本高,且對大深度深孔的分辨率不足,無法滿足精密檢測要求。
激光頻率梳 3D 輪廓檢測方法
檢測系統集成
設計適配立式數控深孔鉆的集成檢測系統,包括直徑 2mm 的光纖探頭、1550nm 光頻梳激光模塊(重復頻率 800MHz)、MEMS 振鏡(掃描角度 ±30°)。系統安裝于機床主軸旁,通過數控系統控制探頭軸向移動(分辨率 0.1μm),實現加工后直接檢測。
檢測工藝實現
采用 “加工 - 檢測” 一體化流程:深孔加工完成后,主軸退回原點,檢測探頭自動伸入孔內。先以 1mm/s 速度掃描孔入口段(0-10mm)確定基準軸線,再以 0.5mm/s 速度螺旋掃描全孔(點云密度 300 點 /mm)。通過雙波長補償技術(1550nm 主測距、1310nm 穿透切削液)和振動補償模塊,確保檢測精度。
數據處理與精度驗證
利用最小二乘法擬合孔壁點云得到實際軸線,計算與基準軸線的偏差,得到直線度、偏心量等參數。對 φ8mm×200mm 標準深孔檢測顯示,直線度測量誤差≤0.03mm/100mm,圓度誤差≤0.02mm,與三坐標測量吻合度 98%。批量檢測數據表明,該方法使深孔加工合格率從 85% 提升至 96%。
工藝與檢測協同優化
加工參數實時調整
檢測系統與數控系統實時通信,當檢測到直線度偏差>0.05mm/100mm 時,自動調整主軸轉速(±500r/min)或進給量(±0.01mm/r)。某批次鈦合金深孔加工中,該閉環控制使直線度合格率從 78% 提升至 94%。
復合工藝創新
提出 “分步加工 - 在線檢測” 復合工藝:先粗加工至深徑比 10:1,在線檢測后調整參數進行精加工。相比傳統一次加工,該工藝使刀具壽命延長 50%,表面粗糙度 Ra≤0.8μm,滿足航空零件要求。
技術挑戰與發展趨勢
當前面臨超深徑比(>30:1)深孔底部信號弱的問題,需研發高功率光頻梳光源;檢測系統與機床的時空同步精度需進一步提升,以實現動態加工過程檢測。未來將融合 AI 算法,開發自學習檢測系統,實現深孔加工質量的預測與優化。
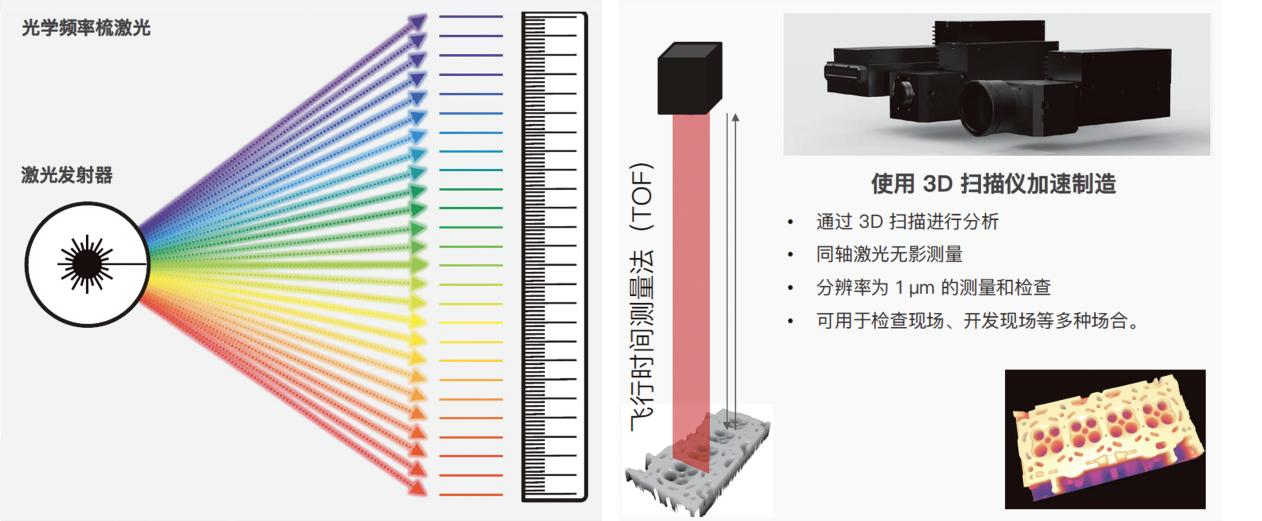
激光頻率梳3D光學輪廓測量系統簡介:
20世紀80年代,飛秒鎖模激光器取得重要進展。2000年左右,美國J.Hall教授團隊憑借自參考f-2f技術,成功實現載波包絡相位穩定的鈦寶石鎖模激光器,標志著飛秒光學頻率梳正式誕生。2005年,Theodor.W.H?nsch(德國馬克斯普朗克量子光學研究所)與John.L.Hall(美國國家標準和技術研究所)因在該領域的卓越貢獻,共同榮獲諾貝爾物理學獎。?
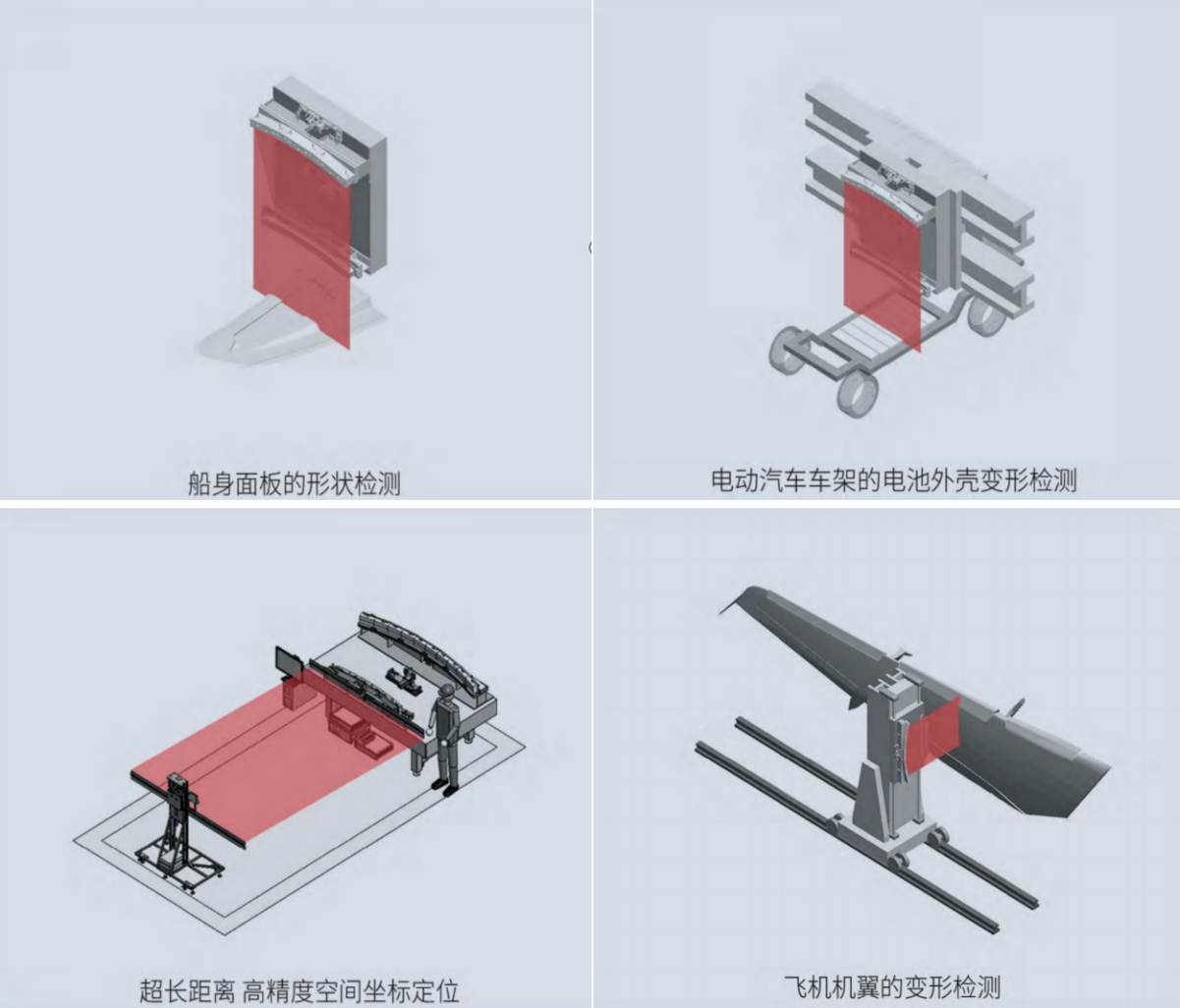
系統基于激光頻率梳原理,采用500kHz高頻激光脈沖飛行測距技術,打破傳統光學遮擋限制,專為深孔、凹槽等復雜大型結構件測量而生。在1m超長工作距離下,仍能保持微米級精度,革新自動化檢測技術。?
核心技術優勢?
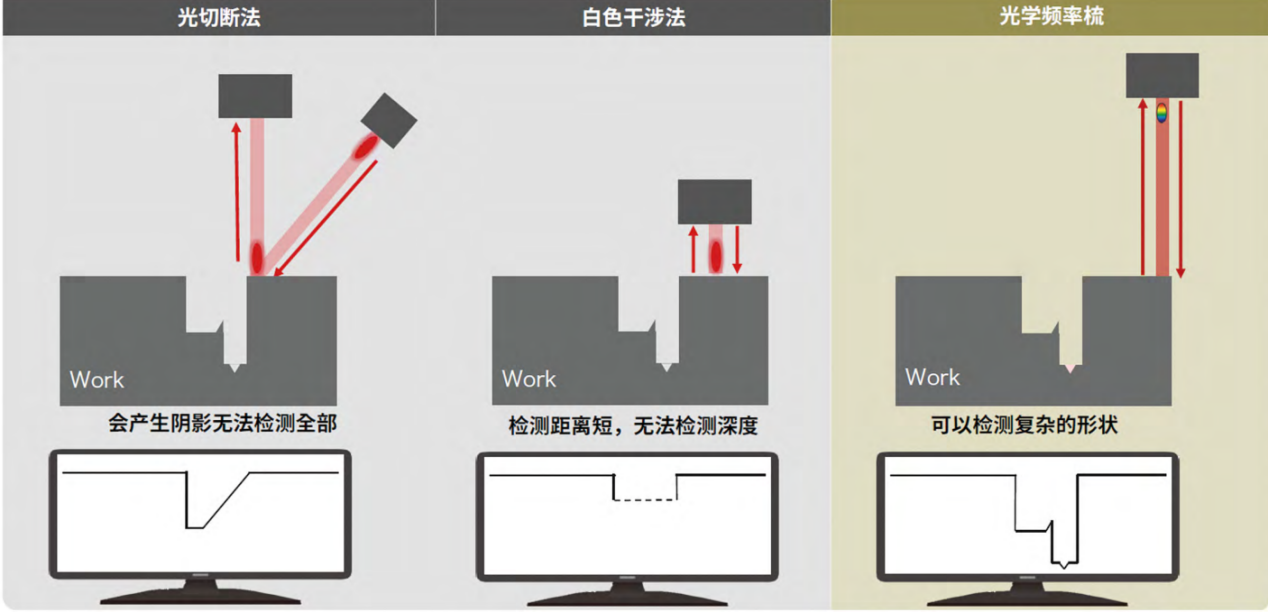
①同軸落射測距:獨特掃描方式攻克光學“遮擋”難題,適用于縱橫溝壑的閥體油路板等復雜結構;?
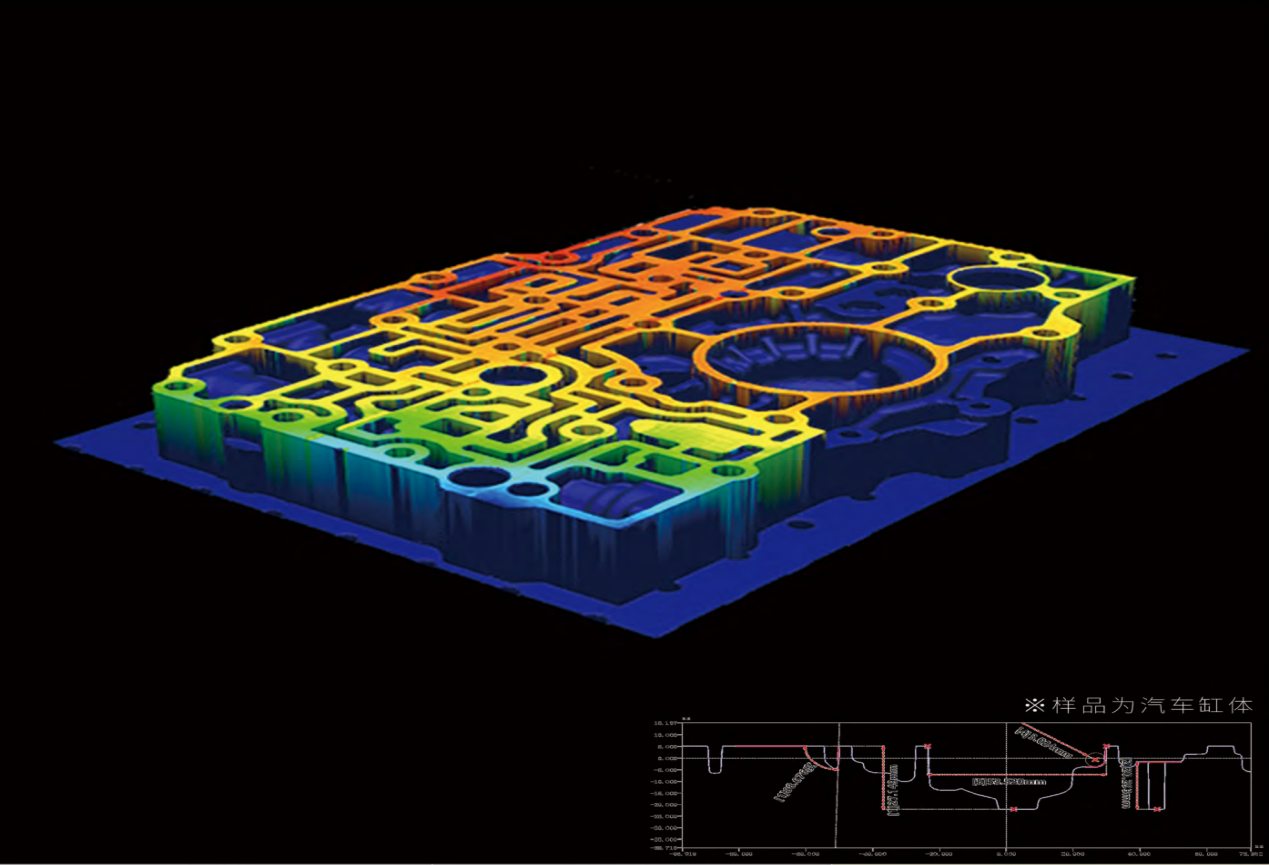
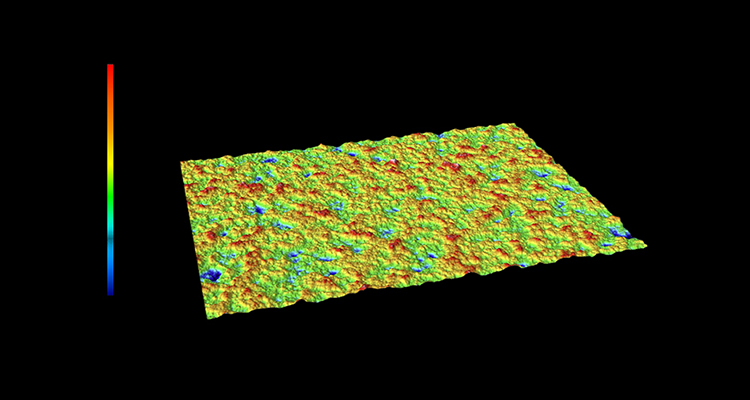
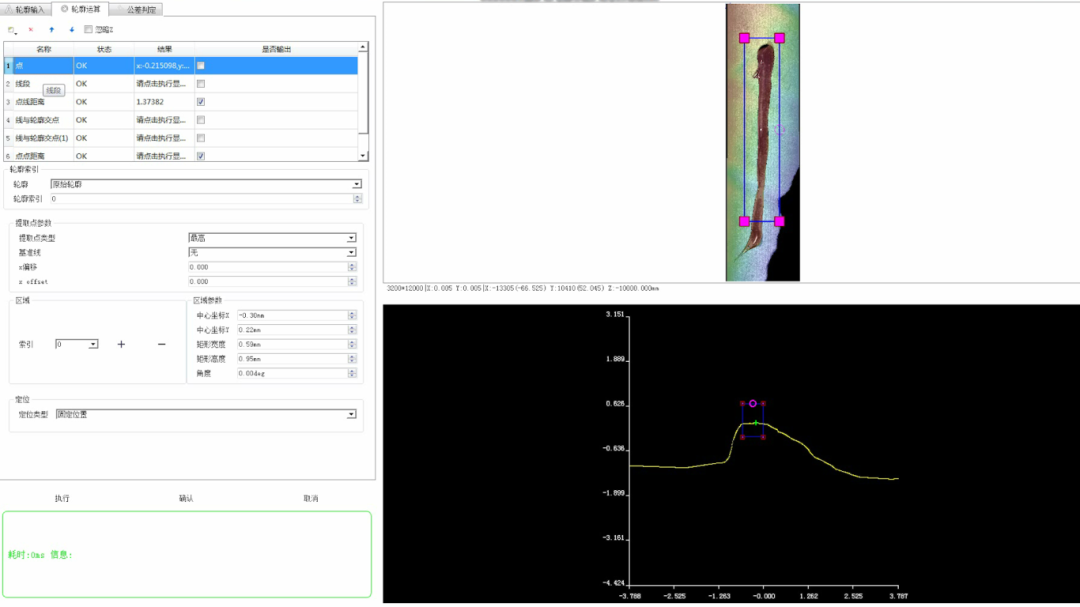
(以上為新啟航實測樣品數據結果)
②高精度大縱深:以±2μm精度實現最大130mm高度/深度掃描成像;?
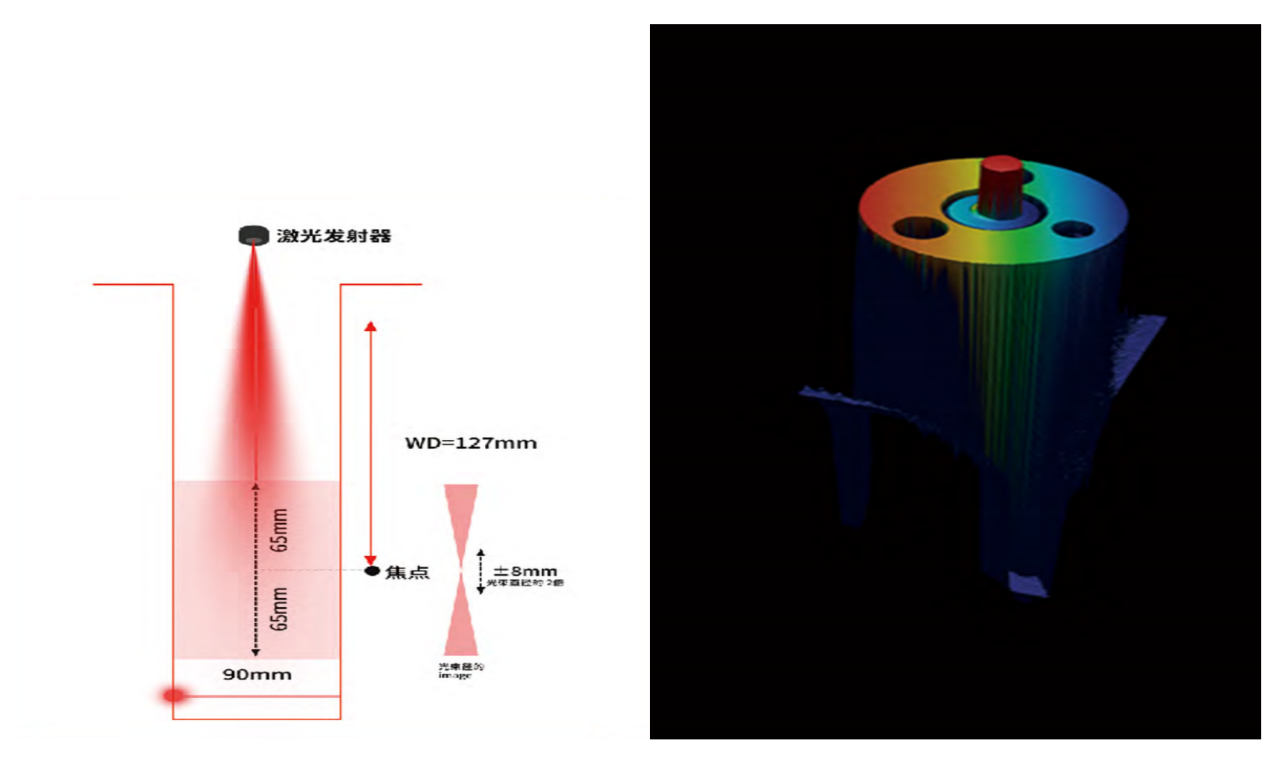
(以上為新啟航實測樣品數據結果)
③多鏡頭大視野:支持組合配置,輕松覆蓋數十米范圍的檢測需求。
(以上為新啟航實測樣品數據結果)
審核編輯 黃宇
-
激光
+關注
關注
21文章
3678瀏覽量
69730 -
頻率
+關注
關注
4文章
1587瀏覽量
62191 -
光學檢測
+關注
關注
2文章
82瀏覽量
20385
發布評論請先 登錄
深地鉆探用鉆桿深孔孔深光學3D輪廓測量-激光頻率梳3D輪廓技術
燃料電池電堆極板流場深孔孔深3D輪廓測量-激光頻率梳3D輪廓技術
特種爆破裝置傳爆深孔孔深光學3D輪廓測量-激光頻率梳3D輪廓技術
白光干涉儀在晶圓深腐蝕溝槽的 3D 輪廓測量
半導體封裝模具導通孔孔深光學 3D 輪廓測量 - 激光頻率梳 3D 輪廓技術
3D 線激光輪廓測量儀在手機中框檢測的應用:細節深化與技術解析

激光頻率梳 3D 輪廓測量 - 油路板的凹槽深度和平面度測量
新啟航發布深孔測量新方案:激光頻率梳突破光學限制,達 2μm精度 130mm 深度
新能源電池深孔極片測量突破:新啟航激光頻率梳技術消除光學遮擋,達 2um 級精度
3D激光輪廓儀可實現在線3D測量和檢測

應用案例 | 深視智能線激光3D輪廓測量儀實現3C點膠質量在線檢測



 工商網監
工商網監
評論