 焊接材料生產車間中基于疆鴻智能ETHERNET IP轉ETHERCAT網關的PLC互聯方案
焊接材料生產車間中基于疆鴻智能ETHERNET IP轉ETHERCAT網關的PLC互聯方案

焊接材料生產車間中基于疆鴻智能ETHERNET IP轉ETHERCAT網關的PLC互聯方案
一、項目背景
在焊接材料生產過程中,自動化控制系統的高效集成是提升產品質量與產能的關鍵。羅克韋爾PLC作為主流控制平臺,廣泛采用ETHERNET IP協議實現上層通信,而現場設備如伺服驅動器、智能傳感器等常基于ETHERCAT協議以保障實時性能。為打破協議壁壘,本項目引入協議轉換網關,實現ETHERNET IP與ETHERCAT的無縫對接,從而構建統一、靈活的產線控制網絡。
二、項目核心設備清單
- 羅克韋爾ControlLogix 5570 PLC(支持ETHERNET IP)
- 協議轉換網關(型號示例:JH-EIP-MECT,具備ETHERNET IP從站與ETHERCAT主站功能)
- ETHERCAT從站設備:包括焊接機器人伺服系統(如倍福AX5000系列驅動器)、遠程I/O模塊(如魏德米勒UR20系列)及溫度傳感器
- 工業以太網交換機
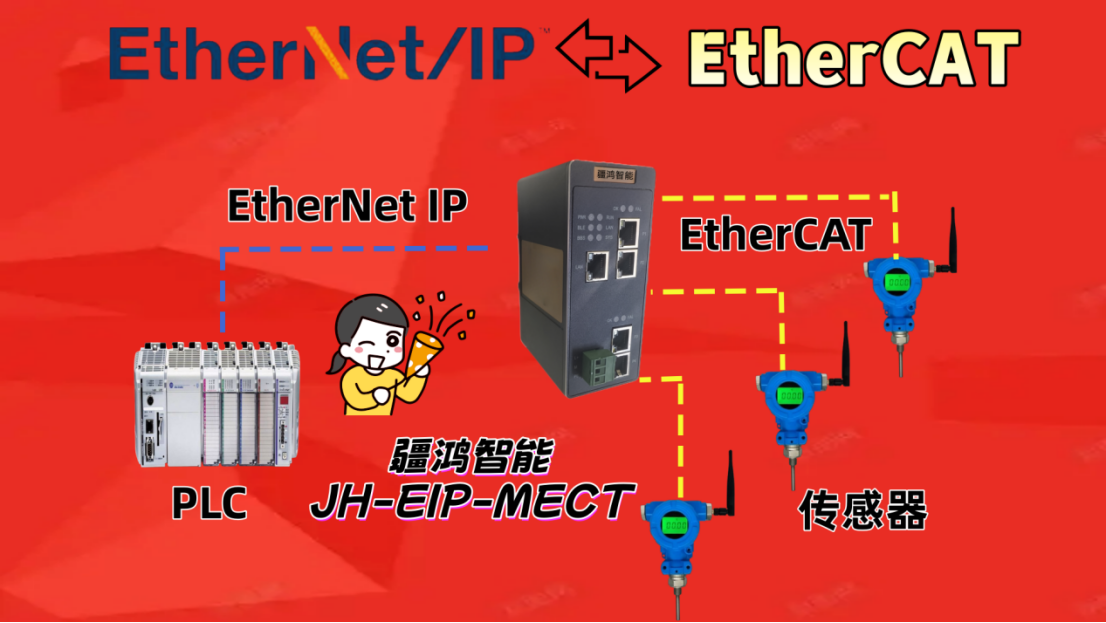
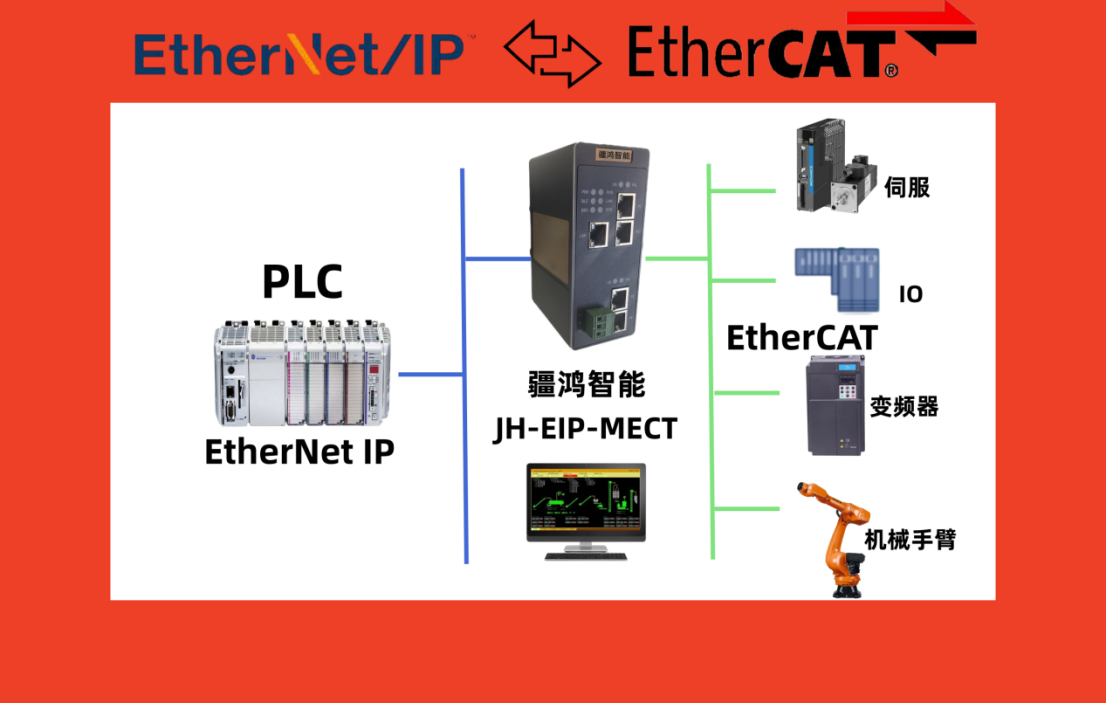
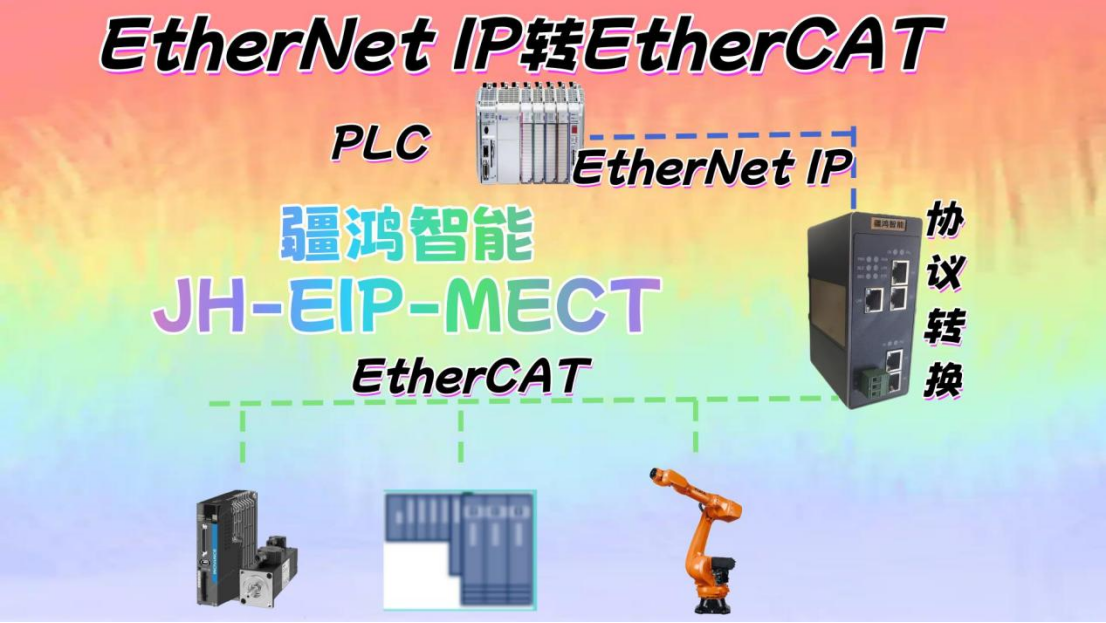
(1)網關連接方式拓撲圖
系統拓撲采用分層結構:上層監控網絡中,羅克韋爾PLC作為主站通過以太網交換機連接至網關的ETHERNET IP接口(網關作為從站);下層設備網絡中,網關作為ETHERCAT主站,通過菊花鏈拓撲連接各ETHERCAT從站設備。具體鏈路為:PLC→交換機→網關(ETHERNET IP從站端)→網關(ETHERCAT主站端)→焊接機器人伺服→I/O模塊→傳感器,形成雙向數據流通路。
(2)配置過程
配置分為兩步:首先,在羅克韋爾Studio 5000中設置PLC的IP地址,并添加網關為從站設備,定義輸入/輸出數據標簽;其次,通過網關專用配置軟件(如NetIOT)掃描ETHERCAT網絡,自動識別從站設備,配置過程數據對象(PDO)映射,確保PLC數據與設備參數實時同步。整個過程需注意網絡周期時間匹配,以最小化通信延遲。

三、技術方案與系統架構
本方案以網關為核心協議轉換樞紐,采用雙棧架構處理數據流。ETHERNET IP端作為從站,通過CIP協議與PLC交換非實時控制指令;ETHERCAT端作為主站,利用分布式時鐘機制實現微秒級同步,驅動焊接設備執行精準動作。系統架構分為三層:
- 控制層:PLC執行生產邏輯,通過網關接收設備狀態;
- 轉換層:網關內置處理器實時解析協議,雙向轉換數據幀,支持周期性與事件觸發通信;
- 設備層:ETHERCAT從站響應控制命令,反饋實時運行參數。
技術關鍵點在于網關的緩存與調度算法,確保數據完整性,同時隔離網絡異常對產線的影響。此外,ETHERCAT的拓撲靈活性支持設備熱插拔,便于產線擴容與維護。
四、應用成效
實施后,系統整合度顯著提升:PLC可直接操控ETHERCAT設備,省去中間控制器,降低硬件成本約15%。生產數據實時上傳至監控系統,設備響應延遲縮短至毫秒級,焊接工藝穩定性提高20%。同時,網關的協議轉換簡化了網絡布線,維護人員無需深入多協議細節,故障診斷效率提升30%。整體上,該方案為焊接材料生產提供了高可靠性、易擴展的互聯基礎,助力智能化工廠建設。
審核編輯 黃宇
-
網關
+關注
關注
9文章
6863瀏覽量
56433 -
協議轉換
+關注
關注
1文章
311瀏覽量
10232 -
Ethernet
+關注
關注
3文章
655瀏覽量
58171 -
ethercat
+關注
關注
20文章
1525瀏覽量
45598
發布評論請先 登錄
疆鴻智能ETHERNET IP轉MODBUS TCP:通訊“絕殺”,讓PLC秒懂設備話



未來能源的密鑰疆鴻智能EtherCAT轉Ethernet/IP開啟倍福PLC×安川手臂的新智造紀元

數字煉金術疆鴻智能:EtherCAT轉Ethernet/IP讓倍福PLC與康耐視“看見”彼此

疆鴻智能協議的橋梁:EtherCAT轉Ethernet/IP網關在包裝印刷機械中的“破壁”藝術


智能工廠的“神經中樞”:疆鴻智能EtherNet/IP轉EtherCAT網關如何重塑大米加工產線





 工商網監
工商網監
評論