 DeviceNet轉ProfiNet協議轉換網關實現西門子1500 PLC與?電磁閥通訊在紡織機械廠的應用案例
DeviceNet轉ProfiNet協議轉換網關實現西門子1500 PLC與?電磁閥通訊在紡織機械廠的應用案例


一、項目背景
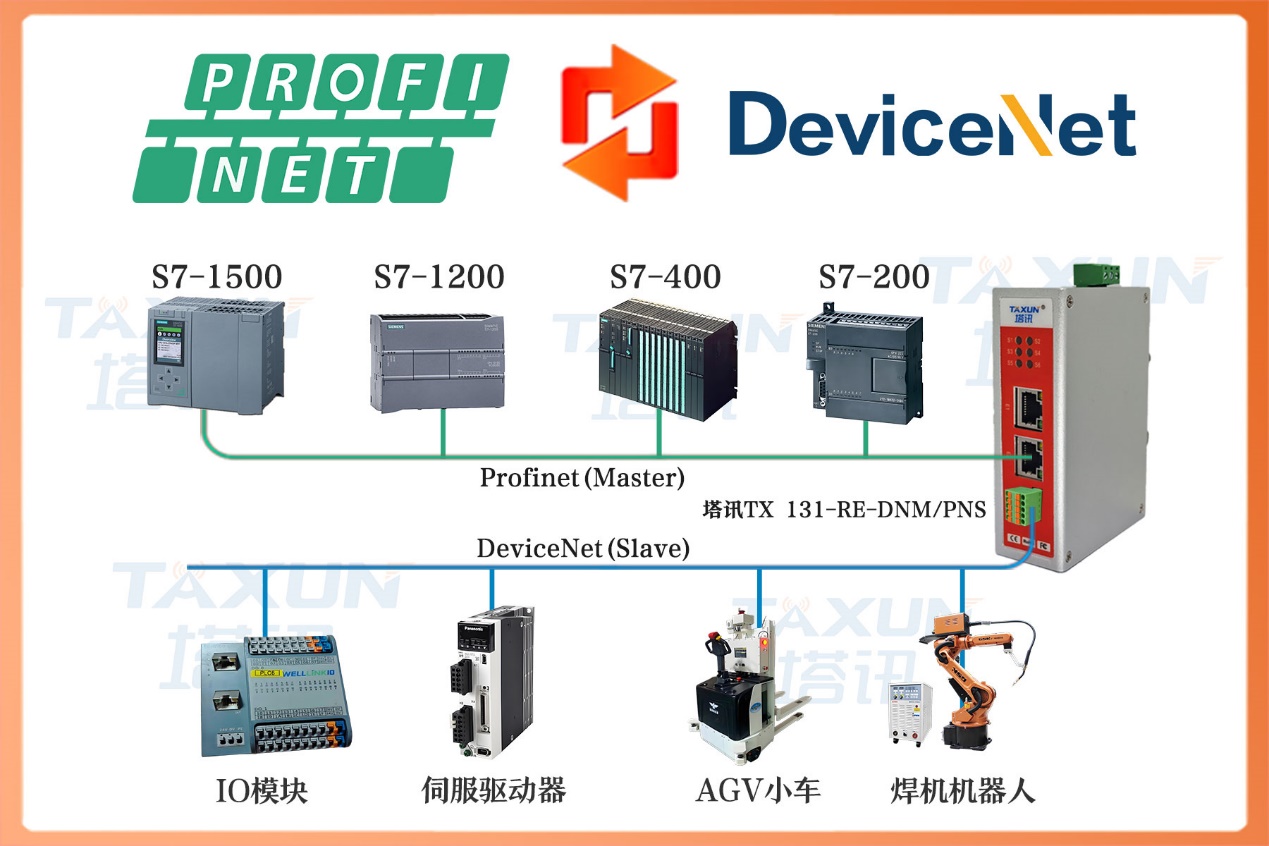
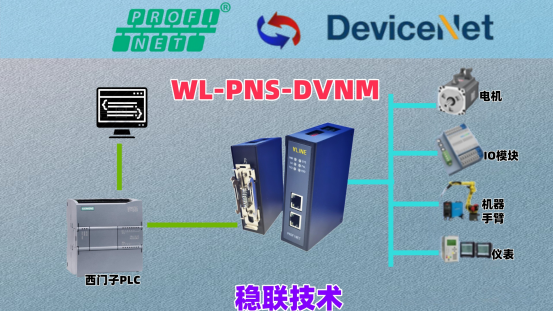
華東某龍頭紡織機械廠在“十四五”數字化升級規劃中,新建一條高速氣流紡紗線。該線核心控制單元選用西門子S7-1500 PLC(6ES7 515-2AM01-0AB0),通過ProfiNetIRT周期≤4 ms的伺服軸完成紗筒橫動、卷繞等動作;而執行層大量采用SMC VQ1000-DN系列DeviceNet總線型電磁閥島(共計18組,帶96只線圈),用于控制捻接、切絲、吸廢等氣動回路。由于控制器僅支持ProfiNet,而電磁閥僅支持DeviceNet,兩種協議物理層、數據層完全不同,直接通信無望。若整體更換電磁閥,將造成30萬元額外成本與兩周停機,被工藝部門否決。最終,工廠決定引入捷米特JM-PN-DNTM工業級協議轉換網關,讓PLC把網關當成“ProfiNet從站”,網關再把電磁閥當成“DeviceNet從站”,實現異構總線的透明傳輸。

二、網絡拓撲與硬件連接
ProfiNet側
PLC型號:西門子S7-1500 1515-2PN,固件V2.9,IP 192.168.0.1,周期2 ms
交換機:西門子SCALANCE XB208,千兆上行至MES
網關ProfiNet端口:RJ45,支持IRT,站名“JM_GW”,IP 192.168.0.10

DeviceNet側
網關內置可配置主站,符合ODVA規范,支持0-63節點,125 k-500 k bps
電磁閥:SMC VQ1000-DN,每閥島自帶4路雙線圈,節點地址依次為10-27
總線供電:24 VDC 4 A,干線采用5芯屏蔽電纜(2×電源+2×信號+1×屏蔽),分支長度≤1 m,兩端各配120 Ω終端電阻
電氣柜布置
JM-PN-DNTM網關安裝在控制柜右側35 mm DIN導軌,24 VDC冗余供電,功耗<3 W,左右留50 mm散熱空間;Profinet與DeviceNet端口分上下排布,避免串擾。

三、網關參數配置
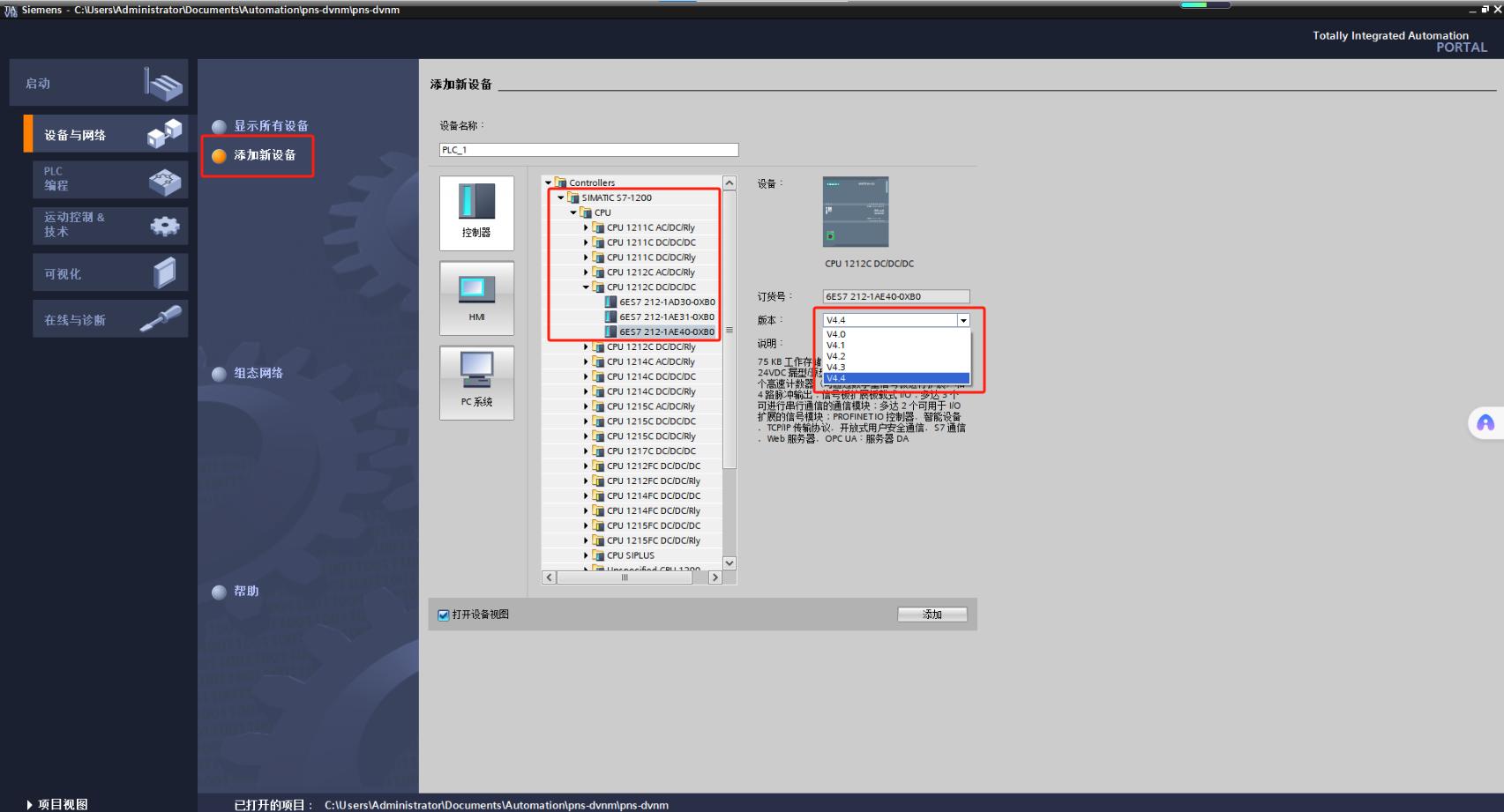
導入GSDML文件
在TIAPortal V17“選項—管理通用站描述文件”中導入捷米特提供的GSDML-V2.35-jm-pn-dntm-20250607.xml,硬件目錄出現“JM-PN-DNTM”從站,直接拖入Profinet網絡。
配置數據長度
根據96線圈÷8=12字節輸出、96狀態÷8=12字節輸入,在PLC側將網關模塊設置為“12 Byte Output / 12 Byte Input”,映射地址QW100-QW111、IW100-IW111。
DeviceNet主站參數
打開捷米特專用配置軟件GatewayBuilder,USB連接網關,選擇“PN→DeviceNet Master”模式:
波特率:500 k bps(總線長度<50 m)
Master MAC:0
掃描列表:依次添加18臺VQ1000-DN,節點10-27,每臺8 Byte IN/8 Byte OUT,自動映射至網關內部寄存器0-287
數據映射關系
網關將PLC的12字節輸出QW100-QW111按位切片,對應96線圈;把96閥位狀態打包成12字節輸入IW100-IW111回傳PLC,實現“寫即控、讀即見”。
四、PLC程序設計
工藝FB塊
建立FB “PneumaticCtrl”,接口變量包含:
Enable:使能
ValveMap:Array[0..95] of Bool(線圈)
StatusMap:Array[0..95] of Bool(反饋)
數據搬運
在OB1中調用MOVE指令,將ValveMap寫入QW100-QW111;將IW100-IW111搬至StatusMap,周期與Profinet刷新同步,保證<4 ms延遲。
故障診斷
當IW100..IW111任意位出現“通信超時”或“DeviceNet斷線”標志,PLC立即觸發急停,并通過HMI彈出“節點XX故障”,方便維護人員快速更換閥島。
五、調試過程
單機測試
先斷開負載,僅連接單臺VQ1000-DN,節點10。使用GatewayBuilder在線掃描,確認“Online”后,手動置位PLC Q100.0,對應閥島Y1線圈動作,氣壓表由0.2 MPa升至0.6 MPa,響應時間18 ms,符合SMC官方≤30 ms指標。

全線空載
18臺閥島全部接入,啟動PLC空轉程序,觀察Profinet周期負載率約18%,DeviceNet無錯誤幀,連續運行2 h,網關溫度穩定在42℃。
負載試產
引入紗線,運行800 m/min高速卷繞,96只線圈按工藝節拍動作,完成捻接、切絲、吸廢等動作。對比升級前氣動節拍提前12 ms,單班(8 h)產量由1.84 t提升至1.96 t,增幅6.5%。
六、經驗總結
在紡織高速控制場合,務必選擇支持IRT的Profinet從站網關,捷米特JM-PN-DNTM工業級協議轉換網關實測抖動<1 μs,可完美匹配西門子1500的2 ms伺服周期。
DeviceNet總線供電與信號必須分開布線,且終端電阻不可省略,否則在96節點重載下易出現位錯誤。
數據映射建議“字節對齊”,方便PLC側使用MOVE與XOR指令,簡化程序。
項目交付前,應保留20%的I/O余量,便于后續擴容。
審核編輯 黃宇
-
網關
+關注
關注
9文章
6767瀏覽量
56254 -
DeviceNet
+關注
關注
1文章
450瀏覽量
17692 -
Profinet
+關注
關注
8文章
2269瀏覽量
28168
發布評論請先 登錄
數字神經:疆鴻智能PROFINET轉CANopen網關在智能紡織機械中的精準交響

DeviceNet轉ProfiNet工業網關助力汽車零部件生產線PLC與電磁閥通訊降本增效
DeviceNet轉Profinet網關連接變頻器與西門子PLC

DeviceNet轉ProfiNet協議轉換網關實現西門子1500 PLC與限位開關通訊在AGV小車上的應用案例

DeviceNet轉ProfiNet協議轉換網關實現西門子1200 PLC與電動閥門控制器通訊在煉油廠的應用案例

食品加工項目中西門子1500通過ProfiNet轉DeviceNet模塊與氣缸電磁閥進行通訊解決方案
profinet轉devicenet基于總線協議轉換的網關連接技術研究

伺服伴侶,Profinet轉DeviceNet網關通訊保障后連接伺服驅動器與西門子S7-1200PLC
DeviceNet轉ProfiNet協議轉換網關實現歐姆龍PLC與西門子PLC通訊的配置案例

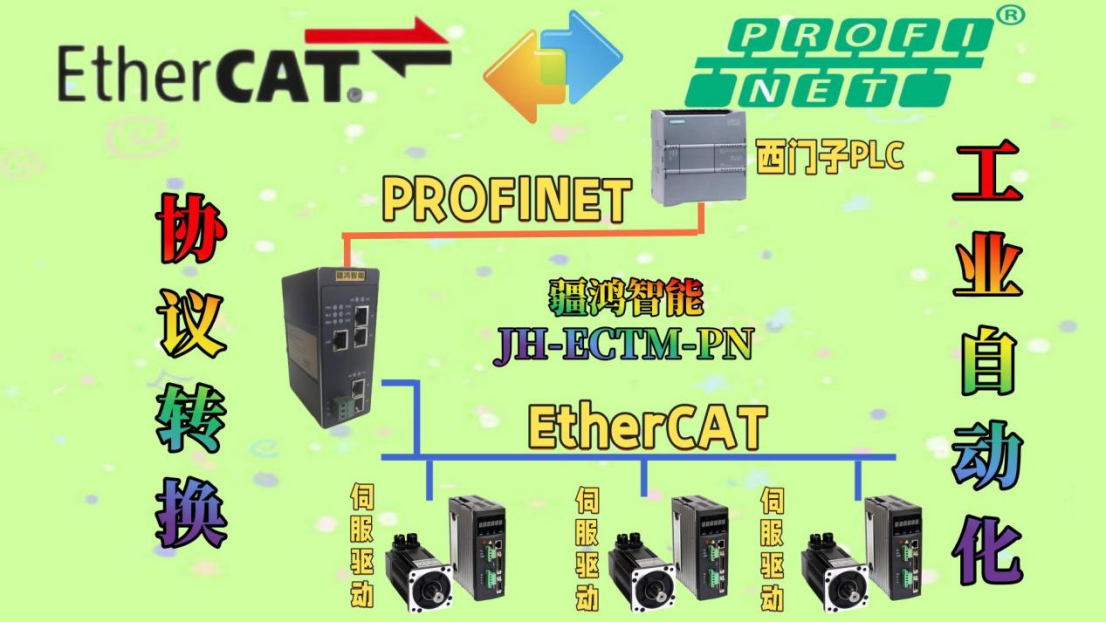
編織未來:當PROFINET遇見EtherCAT,紡織機械如何精準織造?
打通PROFINET與DEVICENET:卷煙廠跨協議設備集成實戰

CAN主站轉Modbus TCP網關:紡織機械精準控紗的“隱形指揮官”

Profinet轉CAN網關模塊對實現西門子PLC與CAN變頻器協同通信的助力研究

Profinet轉DeviceNet網關協議轉換的技術實現與應用分析
ProfiNet轉CAN邊緣計算網關配置指南:西門子PLC與CAN總線電磁閥組網




 工商網監
工商網監
評論