 工業自動化施耐德M340與ABB AC500 PLC Modbus協議轉換方案
工業自動化施耐德M340與ABB AC500 PLC Modbus協議轉換方案

一、項目背景:精細化工溶劑精餾生產線的通訊困境
在工業自動化領域的化工精細溶劑精餾生產線中,某企業采用施耐德 M340 PLC(Modbus RTU 協議)負責原料預處理(進料量、預熱溫度控制),搭配 ABB AC500 PLC(Modbus TCP 協議)控制精餾塔溫度、回流比、溶劑純度檢測等核心工序。
為確保溶劑精餾純度與生產安全,施耐德 M340 PLC 需向 ABB AC500 PLC 實時傳輸原料進料量、預熱溫度及就緒信號,后者則需反饋塔頂溫度、回流比和溶劑純度。但因雙方總線協議差異,無法直接通訊,企業不得不采用人工定時記錄并錄入參數的方式,導致效率低下。此舉日均引發 2 次生產停滯,單次排空物料損失超 15 萬元。作為高附加值的精細化工行業,其對工藝精度及防爆合規性(GB 3836-2021/ATEX)要求極高,工業物聯網環境下的數據實時性成為關鍵需求。
二、項目痛點
1.協議異構阻斷生產協同:施耐德 M340 PLC 的 Modbus RTU 協議與 ABB AC500 PLC 的 Modbus TCP 協議無法直接兼容,無物聯網網關中轉時,預處理參數需操作員每 30 分鐘從 M340 PLC 導出后,通過 AC500 編程軟件手動輸入,單次數據傳遞延遲超 25 分鐘,導致精餾塔進料與溫度控制不同步,溶劑純度波動超 1.2%,曾因純度不達標導致 1 批次溶劑報廢,損失超 20 萬元;生產節拍從 4 小時 / 批次延長至 6.5 小時 / 批次,效率下降 38%。
2.數據采集追溯斷層:原有系統無專用數據采集器,精餾溫度曲線、回流比、溶劑純度檢測數據等關鍵工藝參數僅分別存儲于兩臺 PLC 本地(存儲周期 7 天),無法自動上傳至工業物聯網平臺,出現質量問題時,需人工比對兩臺 PLC 的運行日志,追溯原因耗時超 6 小時,不符合化工行業 “危險化學品生產全流程追溯” 的要求(如巴斯夫、陶氏供應鏈標準)。
3.工業環境適應性差:生產車間為爆炸性環境(Zone 2 防爆區域),存在溶劑蒸汽(如乙醇、丙酮)、高溫(精餾塔外壁溫度達 150℃),傳統 RS485 轉以太網模塊無防爆認證、耐高溫性能弱(僅≤80℃),日均通訊中斷 2-3 次,每次中斷需按防爆規程停機排查,恢復耗時超 3 小時,單日減少有效生產時間約 6 小時,損失產能超 120L 溶劑。
4.設備負載超限引發安全風險:嘗試通過第三方軟件實現數據轉發,導致施耐德 M340 PLC CPU 負載升至 83%(頻繁處理數據轉換任務)、ABB AC500 PLC CPU 負載達 81%,超出安全運行閾值(PLC≤75%),引發精餾塔溫度控制滯后超 3℃,存在溶劑過熱分解風險,曾導致 1 次輕微安全事故,設備維修與停工損失超 8 萬元。
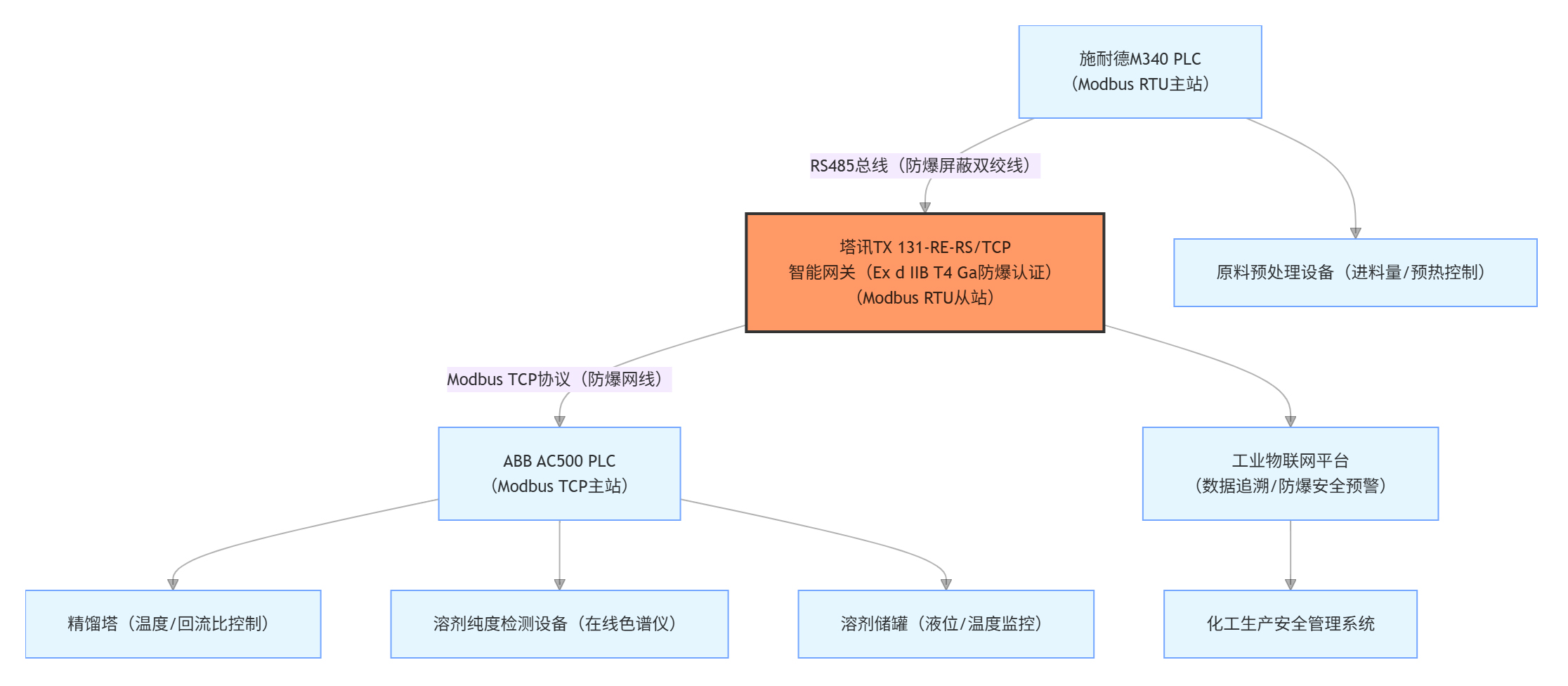
三、系統結構拓撲圖
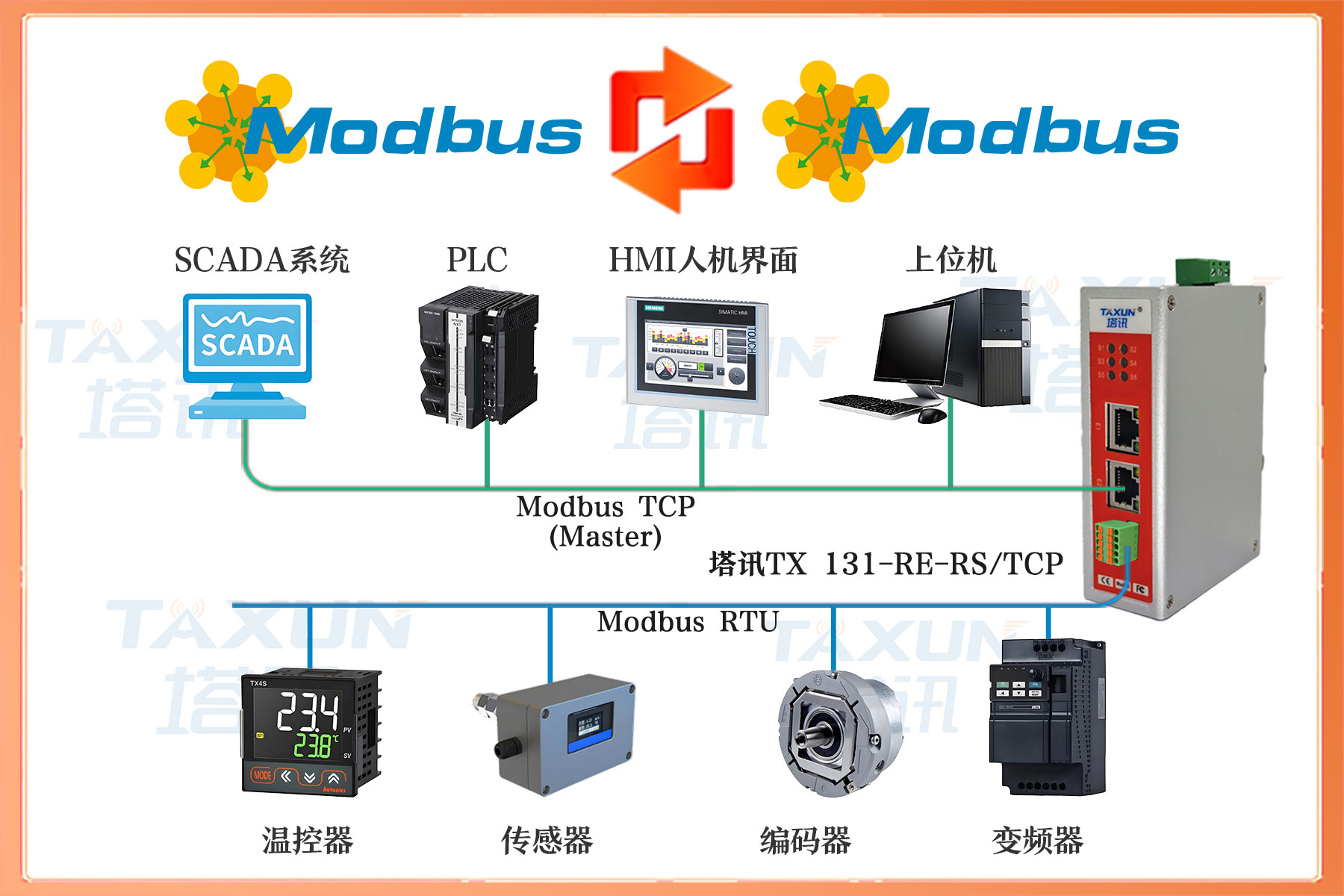
四、塔訊 TX 131-RE-RS/TCP 網關功能簡介
作為核心工業網關,該設備(具備 Ex d IIB T4 Ga 防爆認證)實現 Modbus RTU 從站到 Modbus TCP 從站的雙向協議轉換,關鍵功能深度適配精細化工溶劑精餾場景需求:
·協議兼容:嚴格遵循 Modbus RTU(IEC 61158)與 Modbus TCP(IEC 61158)協議規范,支持 9600-115200bps 可調波特率(適配施耐德 M340 PLC 通訊參數:19200bps、奇校驗、8 數據位、1 停止位)與 10/100Mbps 自適應以太網速率,自動識別 ABB AC500 PLC 的寄存器地址映射規則,確保預處理參數與精餾指令傳輸無格式偏差,符合 “防爆生產零風險” 要求。
·數據處理:內置雙核本安型工業處理器,每秒可完成 2200 次以上數據轉換,轉換延遲≤24μs,支持 2000 點數據映射,滿足進料量(4 字節浮點數)、預熱溫度(4 字節浮點數)、精餾溫度(4 字節浮點數)等多類型數據同步傳輸,數據更新頻率達 3 次 / 秒,符合 GB 50493 對 “危險化工工藝實時監控” 的標準。
·工業適配:具備 Ex d IIB T4 Ga 防爆認證(適配 Zone 2 防爆區域),外殼采用鑄鋁材質(抗腐蝕、防爆),支持 24VDC 本安供電(±10% 波動兼容);耐高溫設計(工作溫度 - 20℃~120℃),耐受精餾塔周邊高溫環境;抗電磁干擾性能符合 EN 61000-6-2 標準,避免純度檢測設備高頻信號導致的數據丟包;配套防爆通訊線纜,滿足防爆區域布線要求。
·物聯與安全擴展:支持本地數據緩存(容量 4GB,緩存周期 90 天),通過 MQTT 協議對接工業物聯網平臺與安全管理系統,實現工藝數據實時歸檔與不可篡改存儲;內置防爆安全預警功能,當精餾溫度超 130℃或溶劑蒸汽濃度超閾值時,網關直接向兩臺 PLC 推送停機信號;支持故障自恢復,通訊中斷后≤70ms 重新建立連接,保障防爆生產連續。

五、解決方案與實施過程
(一)方案設計
采用塔訊智能網關構建 “雙 PLC - 單網關” 防爆通訊架構:網關 Modbus RTU 側作為施耐德 M340 PLC 的從站,實時采集進料量(DB1.DBD10)、預熱溫度(DB1.DBD20)、進料就緒信號(I0.0);Modbus TCP 側作為 ABB AC500 PLC 的從站,將采集到的預處理參數傳輸至 PLC,同時接收 PLC 反饋的精餾溫度(DB2.DBD10)、回流比(DB2.DBD20)、溶劑純度(DB2.DBD30),實現雙向數據實時交互,數據更新頻率 3 次 / 秒,滿足溶劑精餾協同需求。
(二)實施步驟
1.硬件部署:網關安裝于防爆控制柜內(符合 Zone 2 防爆要求),通過防爆屏蔽 RS485 電纜(長度 50 米,Ex d 認證)接入施耐德 M340 PLC 的防爆通訊端口;通過防爆超五類網線連接 ABB AC500 PLC 的防爆以太網交換機,配置 IP 地址與 PLC同網段,做好防爆接地處理(接地電阻≤4Ω),避免靜電引發安全風險。
2.參數配置:使用塔訊防爆配置軟件(遠程操作,避免現場操作風險)建立數據映射表 —— 將 M340 PLC 的預處理參數(進料量:40001、預熱溫度:40002、就緒信號:10001)映射至網關寄存器;將 AC500 PLC 的反饋數據(精餾溫度:30001、回流比:30002、溶劑純度:30003)映射至網關對應寄存器,設置數據更新周期 300ms,啟用 “數據校驗”“防爆安全預警”“故障自恢復” 功能。
3.聯調與防爆測試:在工業物聯網平臺遠程驗證數據傳輸(延遲≤24μs,丟包率 0.05%);模擬精餾溫度超 130℃,測試網關是否觸發停機信號;邀請第三方防爆機構驗證系統符合 GB 3836-2021 標準,確保通過安全生產監管部門驗收。

六、應用效果與前后對比
(一)實施后效果
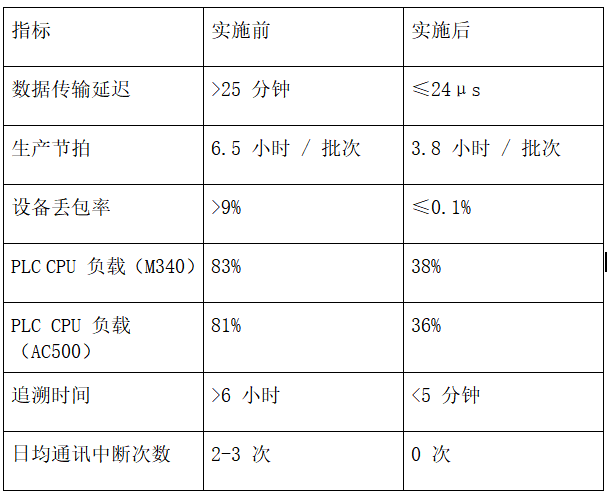
1.生產效率與產品質量雙提升:數據傳輸延遲降至 24μs 內,生產節拍從 6.5 小時 / 批次縮短至 3.8 小時 / 批次,日產能從 360L 提升至 630L,效率提升 75%;防爆安全預警功能避免溫度超限,溶劑純度波動從 ±1.2% 降至 ±0.3%,純度合格率從 97% 升至 99.95%,每月減少報廢損失超 45 萬元。
2.數據追溯全面落地:通過網關將工藝數據自動上傳至工業物聯網平臺,質量問題追溯時間從 6 小時縮短至 5 分鐘,實現溶劑從原料預處理到精餾的全流程追溯,順利通過巴斯夫供應鏈審核;數據不可篡改功能保障生產記錄合規,避免安全監管處罰風險。
3.通訊穩定性適配防爆環境:網關防爆、耐高溫設計適配化工車間工況,連續運行 3 個月丟包率≤0.1%,通訊中斷次數從 2-3 次 / 日降至 0 次,故障恢復時間從 3 小時縮短至 15 分鐘,單日增加有效生產時間 6 小時,月增產能超 360L。
4.設備負載與安全風險降低:施耐德 M340 PLC CPU 負載從 83% 降至 38%,ABB AC500 PLC CPU 負載從 81% 降至 36%,均低于安全閾值;精餾溫度控制滯后消除,溫度波動控制在 ±0.5℃內,未再發生安全事故,每年減少安全損失超 50 萬元。

(二)效果對比表
七、行業價值與后續擴展
本案例聚焦化工精細溶劑精餾行業,該行業涉及危險化學品生產,對防爆安全與產品質量要求極高。此方案可復制至石油化工裂解、醫藥中間體合成等防爆生產場景,后續可擴展接入 AI 工藝優化系統,通過工業物聯網平臺分析歷史精餾數據,自動優化回流比與溫度參數;或對接 DCS 系統,實現精餾數據與全廠生產調度聯動,進一步提升化工生產的智能化與本質安全水平,助力企業滿足全球化工市場的嚴苛安全與質量標準。
審核編輯 黃宇
-
plc
+關注
關注
5053文章
14728瀏覽量
488123 -
MODBUS
+關注
關注
28文章
2498瀏覽量
83657
發布評論請先 登錄
施耐德 M340 PLC 以太網模塊與上位機、國產觸摸屏核電站監控配置案例
Modbus協議轉換器是什么?有什么推薦?

CC-Link IE轉Modbus RTU選哪家?耐達訊自動化協議轉換方案深度解析

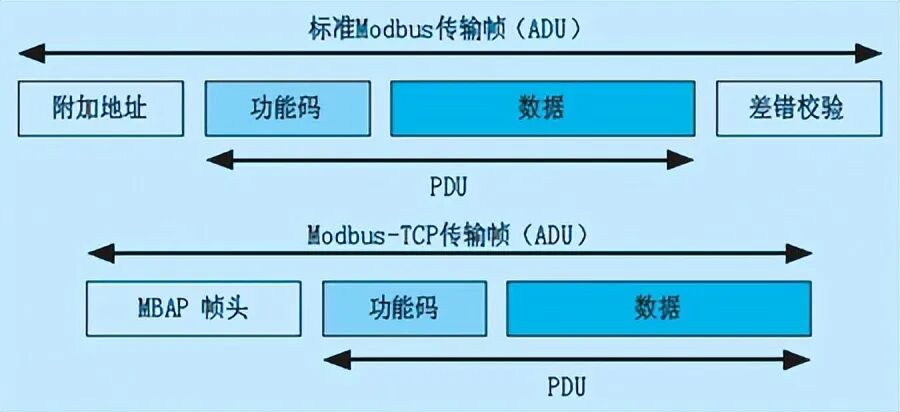
協議“老將”,連接工業智能的橋梁——一文讀懂ModBus通信協議
西門子200 SMART與臺達DVP PLC通訊:工業自動化Modbus RTU 轉Modbus TCP 方案
Modbus協議的深度剖析
Profinet轉Modbus網關:工業自動化協議轉換的理想解決方案

Modbus協議轉換:讓工業設備輕松“對話”

ProfibusDP轉ModbusRTU網關實現施耐德M340與歐姆龍CP1H數據互通

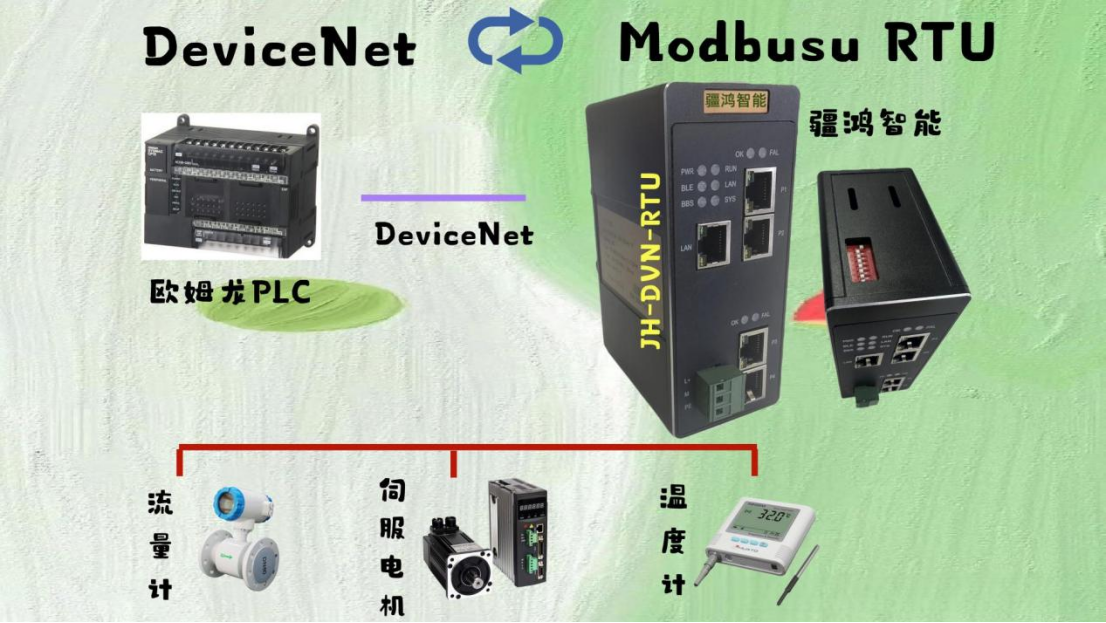
工業自動化網關在飲料行業中的應用:DeviceNet轉Modbus RTU協議轉換網關案例
ProfibusDP轉MODBUSRTU智能網關:施耐德M340主站連接西門子S7-300從站通信方案

告別協議沖突!Modbus轉Profinet助力風速風向儀無縫對接
工業通信界“黑科技”來襲Modbus轉Profinet,主打一個 “泰酷辣”
基于 DeviceNet 轉 MODBUS RTU 協議的施耐德 PLC 與 ABB 電機驅動器倉儲堆垛機的定位控制優化方案?
工業自動化協議轉換利器:EtherCAT與Modbus RTU




 工商網監
工商網監
評論