 西門子200PLC通過串口轉以太網直連昆侖通泰觸摸屏實現本地操作與遠程監控同步
西門子200PLC通過串口轉以太網直連昆侖通泰觸摸屏實現本地操作與遠程監控同步

一、項目背景及痛點
某小型自動化生產線采用西門子200PLC作為核心控制器,負責生產線的啟停、參數調節及故障反饋,現場配套昆侖通泰國產觸摸屏進行本地操作,中控室需通過上位機實現遠程監控。由于西門子200PLC原生無以太網接口,僅支持PPI串口通訊,長期運行中暴露出諸多痛點,嚴重影響生產效率與運維便捷性。
核心痛點如下:1. 通訊兼容性差,西門子200PLC的PPI串口無法直接與昆侖通泰等國產觸摸屏兼容,需額外加裝串口轉換器,接線復雜且易出現信號干擾;2. 多設備互聯受限,串口通訊僅支持一主一從模式,無法同時連接本地國產屏與中控室上位機,需頻繁切換設備,操作繁瑣;3. 信號傳輸不穩定,長線纜傳輸易導致信號衰減,數據刷新延遲超過200ms,上位機無法實時獲取PLC運行參數,故障排查滯后;4. 擴展不便,無法新增以太網類型觸摸屏等非PLC設備,難以滿足生產線智能化升級需求。
二、解決方案及實施過程
針對上述痛點,項目選用捷米特ETH-S7200-JM02橋接型以太網模塊,作為西門子200PLC與國產屏、上位機等設備的通訊橋梁,無需修改原有PLC程序,實現非侵入式升級,具體實施過程如下。
1. 設備清單:核心控制器為西門子200PLC(CPU 224XP CN);通訊模塊為捷米特ETH-S7200-JM02橋接型以太網模塊;本地操作設備為昆侖通泰TPC1061Ti國產觸摸屏;遠程監控設備為戴爾OptiPlex 7090上位機(安裝WinCC組態軟件);輔助器材為捷米特隨機附帶的0.3m九針PPI電纜、超五類屏蔽網線及DIN導軌。
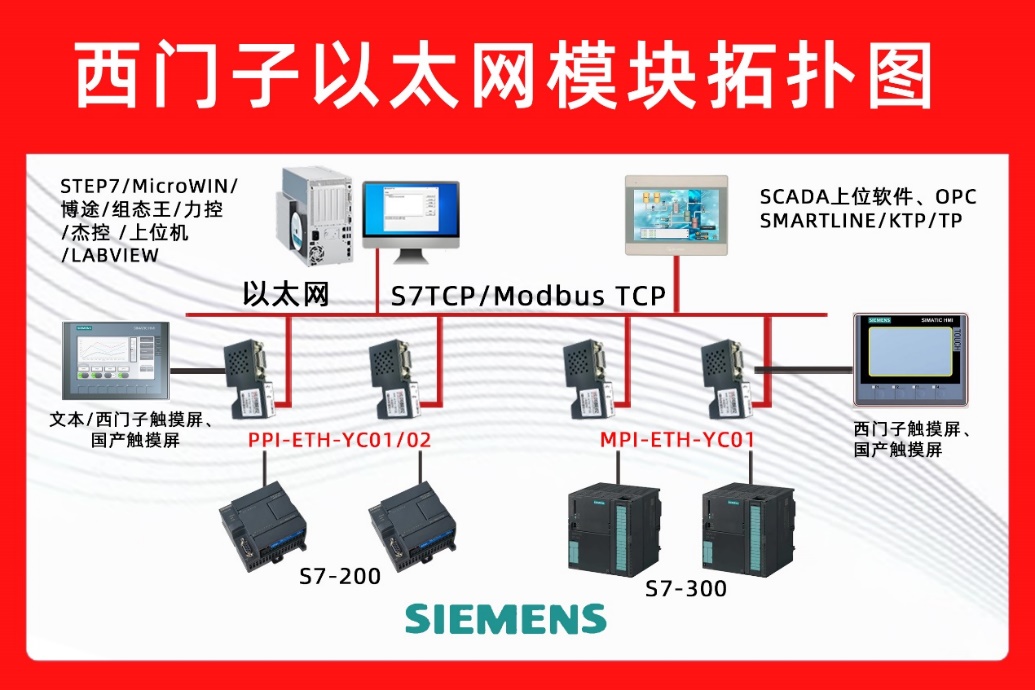
2. 硬件連接:將捷米特ETH-S7200-JM02模塊垂直卡入西門子200PLC的九針PPI口,聽到“咔噠”聲即鎖止,模塊通過PLC口取電(5V/80mA),無需外置電源,降低故障點;模塊頂端九針口通過PPI電纜直接連接昆侖通泰TPC1061Ti國產屏,無需額外接線轉換;模塊網口通過超五類屏蔽網線接入工業交換機,再分別連接上位機及新增的以太網觸摸屏,形成“PLC-模塊-多設備”的星型通訊拓撲。
3. 參數配置:使用捷米特JM-Tools V4.6軟件掃描模塊,將模塊IP設置為192.168.0.10(與上位機、觸摸屏網段一致),子網掩碼255.255.255.0;設置PPI通訊波特率187.5Kbps,與PLC默認參數匹配,啟用S7協議與ModbusTCP雙棧模式;在昆侖通泰觸摸屏的MCGS軟件中選擇ModbusTCP協議,輸入模塊IP及端口502,映射PLC寄存器地址;在上位機WinCC軟件中添加S7-200設備,通過以太網連接方式輸入模塊IP,建立實時數據通道。
三、產品核心功能及亮點體現
捷米特ETH-S7200-JM02橋接型模塊的核心功能的核心亮點的精準匹配項目需求,尤其在多設備互聯方面表現突出:
1. 九針口專屬適配國產屏:模塊頂端九針口可直接對接昆侖通泰、威綸通等國產觸摸屏,無需額外協議轉換或接線改造,解決了西門子200PLC與國產屏的兼容性難題,接線簡單且信號傳輸穩定,適配各類中小型自動化場景的本地操作需求。
2. 網口多設備并發互聯:模塊網口支持同時連接上位機、以太網觸摸屏等非PLC設備,最多可支持8臺上位機并發訪問,實現本地操作與遠程監控同步進行,打破了串口通訊的一主一從限制,大幅提升操作便捷性。
3. 雙協議兼容與透明傳輸:內置S7協議與ModbusTCP雙棧模式,可實現PPI協議與以太網協議的硬件級轉換,無需修改PLC原有程序,數據透傳延遲<5ms,確保上位機與觸摸屏實時獲取PLC運行數據,誤碼率降至0.01%以下。
4. 便捷擴展與維護:支持設備級聯組網,可通過交換機擴展更多非PLC以太網模塊設備,滿足生產線升級需求;模塊支持Web管理界面與JM-Tools軟件配置,工程師可遠程調試、修改參數,無需現場插拔編程電纜,降低運維成本。
四、使用前后對比
1. 通訊兼容性:使用前,西門子200PLC與昆侖通泰國產屏無法直接連接,需加裝2個串口轉換器,接線復雜且易出現信號中斷;使用后,模塊九針口直連國產屏,無需額外轉換設備,兼容性大幅提升,信號傳輸無中斷。
2. 多設備互聯:使用前,僅能單一連接本地觸摸屏或上位機,切換設備需重新接線,每次切換耗時15分鐘以上;使用后,網口同時連接上位機、國產屏及新增以太網設備,多設備并行工作,無沖突、無延遲。
3. 傳輸性能:使用前,串口長線傳輸信號衰減嚴重,數據刷新延遲200ms以上,故障排查需現場逐一檢測;使用后,以太網傳輸延遲<5ms,上位機實時監控PLC參數,故障可遠程定位,排查時間縮短至30分鐘內。
4. 運維與擴展:使用前,PLC程序調試、參數修改需現場操作,擴展設備需重新布線改造;使用后,可遠程調試維護,新增以太網設備僅需接入交換機,無需改動原有系統,運維效率提升60%以上。
五、應用總結
捷米特ETH-S7200-JM02橋接型以太網模塊,完美解決了西門子200PLC無以太網接口、多設備互聯困難、國產屏適配性差等痛點。該方案實施簡單、成本可控,無需更換原有PLC設備,既保護了客戶原有投資,又實現了生產線的智能化升級。目前,該生產線運行穩定,通訊無故障,生產效率提升30%,運維成本降低50%,充分體現了模塊的高兼容性、高穩定性及便捷性,適用于各類西門子200PLC系統的以太網通訊升級場景。
相關技術交流請給邵工留言
審核編輯 黃宇
-
plc
+關注
關注
5051文章
14623瀏覽量
487202 -
網關
+關注
關注
9文章
6825瀏覽量
56317
發布評論請先 登錄
西門子S7-300系列PLC借助于MPI轉以太網模塊同時與S7-1200PLC和觸摸屏、變頻器通訊案例

西門子S7-300系列PLC借助于以太網轉換模塊同時與S7-1200PLC和觸摸屏、通訊案例

S7-300通過以太網轉換模塊實現與S7-1200及觸摸屏的多設備通信方案

西門子?S7-200 SMART PLC借助于PPI以太網通訊處理器與西門子觸摸屏通訊的應用配置案例

S7-200 SMART PLC借助于PPI轉以太網模塊與上位機通訊實現觸摸屏監控的應用配置案例
S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC及觸摸屏的協同通信案例

西門子S7-300PLC借助于MPI轉以太網模塊同時和S7-1500PLC、觸摸屏以及Modbus RTU協議的變頻器通訊案例

PLC以太網通訊模塊精準控溫:S7-200同步聯動環控器、HMI及監控端
PPI轉以太網模塊幫助西門子S7-200PLC實現現代化溫室大棚自動化改造多設備高效通訊案例
PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例

西門子S7-300PLC借助于MPI轉以太網模塊同時和S7-1200PLC、觸摸屏以及ModbusRTU協議的變頻器通訊案例

MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊
plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

西門子 S7-200 SMART PLC 借助以太網模塊與上位機、觸摸屏通訊案例

MCGS觸摸屏與西門子S7系列PLC以太網通信




 工商網監
工商網監
評論