 西門子 S7-200 PLC?借助 PPI?以太網通訊模塊與上位機通訊實現觸摸屏監控紡織印染設備的應用配置案例
西門子 S7-200 PLC?借助 PPI?以太網通訊模塊與上位機通訊實現觸摸屏監控紡織印染設備的應用配置案例

行業痛點:無網口 S7-200 PLC如何適配紡織印染智能化升級
在紡織印染的染液濃度、染缸溫度、布匹張力、水洗 PH值、烘干濕度等工藝參數在線監測與控制領域,西門子 S7-200系列 PLC憑借抗干擾性強、編程便捷、適配工業現場的優勢,成為中小型印染生產線控制核心的首選。但隨著紡織印染行業智能化、數字化升級,以及行業對生產工藝標準化、能耗精細化管理的要求提升,傳統控制模式的弊端逐漸凸顯:
S7-200本體僅配備 RS485口,無以太網通訊接口,無法接入車間局域網實現數據互通;
如何在保留 S7-200原有程序資產的基礎上,實現以太網高速通訊,成為紡織印染企業設備升級的核心需求。遠創智控(YC)推出的 PPI-ETH-YC01以太網通訊處理器,成為破解該行業痛點的關鍵解決方案。
二、項目概況:紡織印染產業園定型生產線在線監控
用戶:浙江某紡織印染產業園 B企業
監測因子:染缸溫度、染液濃度、布匹張力、水洗 PH值、烘干濕度、生產線運行速度
控制核心:西門子 S7-200 CPU226 AC/DC/Rly(6ES7 216-2BD23-0XB8)
通訊橋梁:遠創智控PPI-ETH-YC01 以太網通訊處理器
上位平臺:印染車間 MES生產管理系統 +園區能源監控大數據中心
現場交互:西門子 Smart 700 IE V3觸摸屏
網絡拓撲:千兆工業交換機(華為 S5735-L12T4S-A)→工業網線→印染車間中控室

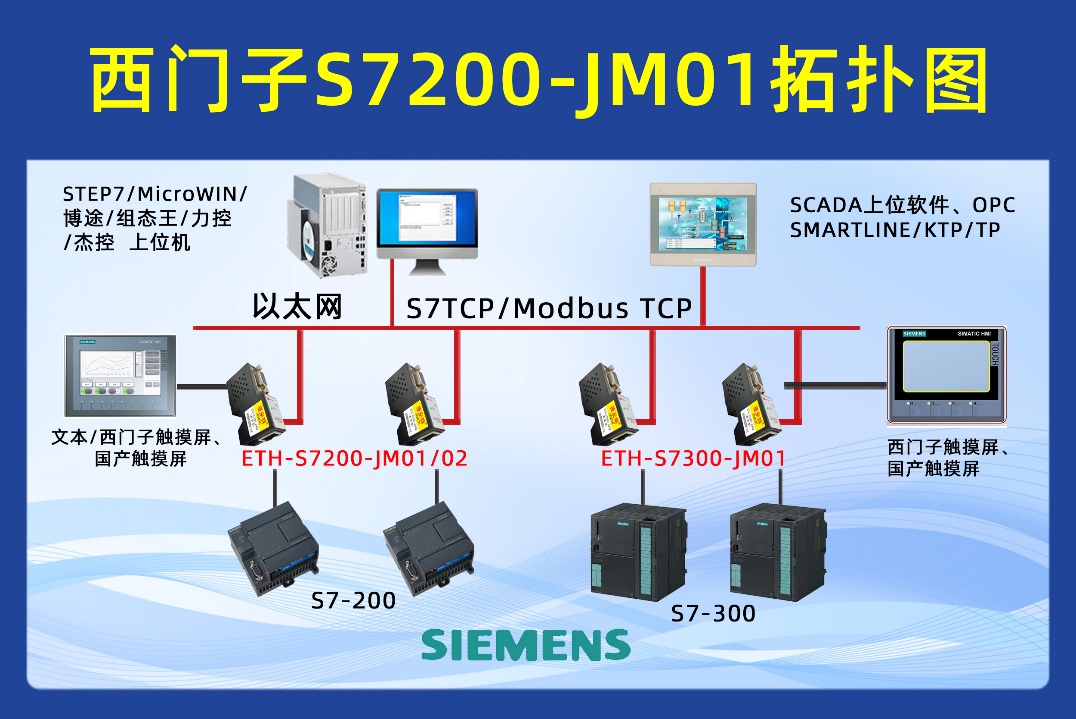
三、方案設計:雙網口 “一網到底”
PPI-ETH-YC01 模塊自帶兩個 RJ45端口,內部集成工業級交換芯片,可同時實現與上位機的以太網通訊和與觸摸屏的本地以太網連接,無需額外部署交換機,大幅降低印染車間的布線難度和成本,適配車間復雜的現場環境。
Port 1(NET1):連接車間千兆工業交換機,IP 192.168.3.100/24,Modbus TCP Server端口 502,供 MES系統和能源監控平臺輪詢采集數據;
Port 2(NET2):直連西門子 Smart 700 IE V3觸摸屏,IP 192.168.4.1/24,走西門子 S7 TCP協議,通過 WinCC Flexible 2008 SP4進行組態配置;
X1 9P母口:插 CPU226 Port 0,PPI 187.5 kbps自動波特率識別,適配印染車間強干擾環境的通訊需求;
X2 9P公口:原觸摸屏 PPI電纜可直接插入,實現透明橋接,保證原有 HMI控制程序零改動,減少升級調試時間。
四、實施步驟:從開箱到投運 10小時完成
硬件安裝
斷電后拔出 CPU226 Port 0的 PPI插頭,將其插入 PPI-ETH-YC01 以太網通訊模塊的 X1口,做好接口密封處理,防止印染車間濕氣、粉塵侵入;
將原有西門子觸摸屏 PPI電纜插入 X2口,保證線路連接牢固;
將模塊卡入 35 mm DIN導軌,24 VDC電源取自 CPU226傳感器電源(<100 mA),實現電源統一供電;
指示燈自檢:Pwr常亮→Link1、Link2快閃→PPI 燈 1 s閃一次,說明硬件連接就緒,可進入下一步配置。

3.網絡參數配置
用 Mini-USB將模塊與電腦連接,打開 YC Ethernet Config V3.7專用配置軟件;
點擊一鍵 “搜索設備”,讀取模塊默認 IP 192.168.1.188;
在 “端口 1”頁簽填寫印染車間網段 IP、網關、DNS,適配車間局域網;
在 “端口 2”頁簽勾選 “S7 TCP Slave”,系統自動生成 TSAP 02.00,匹配西門子觸摸屏通訊協議;
點擊 “下載”保存配置,5 s后模塊自動重啟,參數生效。
4. PLC側無需修改程序
PPI-ETH-YC01 以太網通訊模塊采用工業級 “透明傳輸”機制,CPU226仍可使用原有 Port 0自由口指令進行工藝控制,無需進行任何塊調用或寄存器映射,保留原有程序邏輯,實現無縫升級。
5.觸摸屏升級
將原西門子 Smart 700 IE V3的 PPI項目在 WinCC Flexible中另存為 “以太網版本”;
在設備向導中選擇 “S7-200 TCP/IP”,填入模塊 Port 2的 IP 192.168.4.1,TSAP 02.00;
觸摸屏的工藝畫面、參數變量、趨勢曲線、報警彈窗全部復用原有配置,僅替換通訊驅動,25分鐘即可完成配置升級。
6.聯合調試
上位機下發校時指令,PLC時鐘與車間 MES系統時鐘同步成功;
現場模擬染缸溫度 = 95℃→Modbus 40001顯示 0x05F5→上位機工藝趨勢曲線實時刷新,數據無延遲;
斷開車間工業交換機電源,觀察西門子觸摸屏獨立運行,印染生產線工藝參數顯示無中斷,本地控制功能正常;
恢復交換機供電,模塊自動重連,歷史工藝數據自動續傳,無丟包、無錯碼。

五、經驗小結
選型關鍵點:確認 PLC為西門子 S7-200經典系列而非 SMART系列,PPI-ETH-YC01以太網通訊模塊僅適配經典 CPU,且需匹配紡織印染車間的工業級抗干擾、抗潮濕要求;
布線與接地:印染車間高濕、多粉塵且存在強電磁干擾,需使用工業屏蔽網線,同時將模塊 PE端子與柜內專用接地排可靠連接,RS485端與以太網端的
審核編輯 黃宇
-
以太網
+關注
關注
41文章
6117瀏覽量
181404 -
plc
+關注
關注
5053文章
14728瀏覽量
488094 -
西門子
+關注
關注
98文章
3356瀏覽量
120620
發布評論請先 登錄
無需修改 PLC 程序 實現 S7-200 Smart 與 1500 PLC 以太網實時通訊
西門子 PLC S7-200 + 以太網模塊實戰:觸摸屏監控紡織印染生產線的完整配置指南

西門子 S7-200 PLC借助PPI以太網通訊模塊與上位機通訊實現觸摸屏監控木材切割拼接設備的應用配置案例

西門子 S7-200?與 S7-1500 PLC?以太網通訊及 HMI?集成 實現汽車涂裝車間監控智能化升級

西門子 S7-200 SMART PLC?借助 PPI?以太網通訊模塊與上位機通訊實現觸摸屏監控半導體晶圓制造設備的應用配置案
西門子 S7-200 PLC?借助 PPI?轉以太網模塊與上位機通訊實現國產觸摸屏監控糧油加工廠輸送泵閥狀態的應用配置

基于以太網模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操

西門子?S7-200 SMART PLC借助于PPI以太網通訊處理器與西門子觸摸屏通訊的應用配置案例

西門子S7-200 PLC借助于PPI以太網通訊模塊與上位機通訊實現觸摸屏監控環保監測設備的應用配置案例

S7-200 SMART PLC借助于PPI轉以太網模塊與上位機通訊實現觸摸屏監控的應用配置案例
西門子SMARTS7-200PLC與S7-1500PLC以太網通訊及PPI集成實現分布式IO控制

PLC以太網通訊模塊:S7-200實現產線多設備零延遲協同控制
plc以太網通訊模塊:西門子 S7-300PLC 與 S7-1200、觸摸屏及變頻器通訊案例

西門子 S7-200 SMART PLC 借助以太網模塊與上位機、觸摸屏通訊案例

西門子S7-200PLC借助于以太網模塊與STEP7上位機通訊應用配置案例




 工商網監
工商網監
評論