 金剛石線鋸切割技術對藍寶石晶體切面表面形貌優化研究
金剛石線鋸切割技術對藍寶石晶體切面表面形貌優化研究

隨著LED技術的迅速發展,藍寶石晶體作為GaN芯片的主要襯底材料,其市場需求不斷增加。金剛石線鋸技術在藍寶石晶體切割中得到了廣泛應用,藍寶石晶體的高硬度也給加工帶來了挑戰,切割所得藍寶石晶片的表面粗糙度和形貌是衡量切割質量的重要指標。通過美能光子灣3D共聚焦顯微鏡的高精度測量,我們能夠深入分析不同切割參數對藍寶石晶片表面質量的影響,從而為工藝優化提供科學依據。
由于藍寶石具有硬度高、耐高溫、耐腐蝕、透光性好以及整體性能穩定等優點,是一種出色的多功能材料,它已在機械、半導體、通信、電子、航空航天、光學和軍事裝備等諸多領域得到廣泛應用。
近年來,由于環保節能、壽命長、發光效率高等優勢,LED技術發展迅速,而藍寶石晶體是LED生產中GaN芯片的主要襯底材料。藍寶石襯底的生產過程包括切片、研磨和拋光等多個工序,其中藍寶石晶體切片是襯底成型加工的第一道工序。
#Photonixbay.01
金剛石線鋸技術
金剛石線鋸技術已被廣泛用于藍寶石晶體的切片,在鋸切過程中,通過固定在鋸線表面的金剛石磨料對材料的切削作用去除材料。切片后晶圓的表面粗糙度和表面形貌是衡量其表面質量的重要指標,藍寶石晶體硬度高(莫氏硬度9.5),若切片后晶圓的表面粗糙度值較大,會增加后續研磨和拋光的成本。
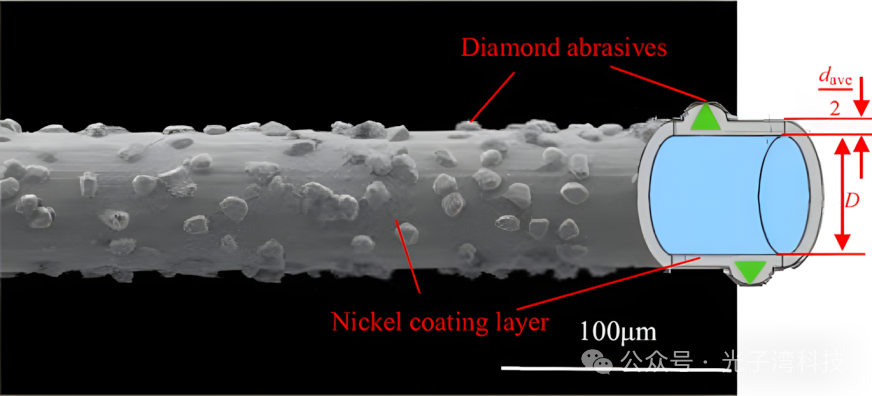
金剛石線鋸鋸絲結構示意圖
在脆性材料去除模式的鋸切過程中,切片后晶圓的表面粗糙度值越大,其亞表面微裂紋深度增加,因此切片后晶圓的表面粗糙度也可作為晶圓亞表面微裂紋深度的衡量指標。所以,優化鋸線切割工藝以降低晶圓表面粗糙度對于提高切割質量至關重要。
#Photonixbay.02
實驗探究
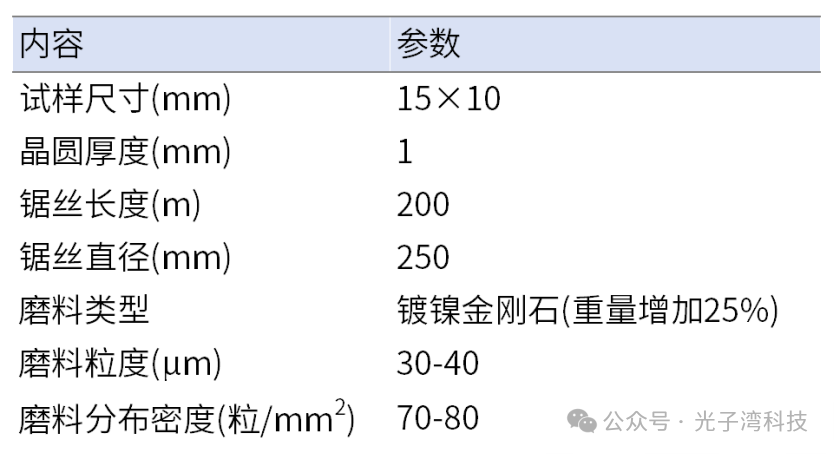
通過在一臺金剛石單線往復切割機進行實驗,本研究中所用的鋸絲和試樣的參數如下表所示。
表1. 鋸絲和試樣參數
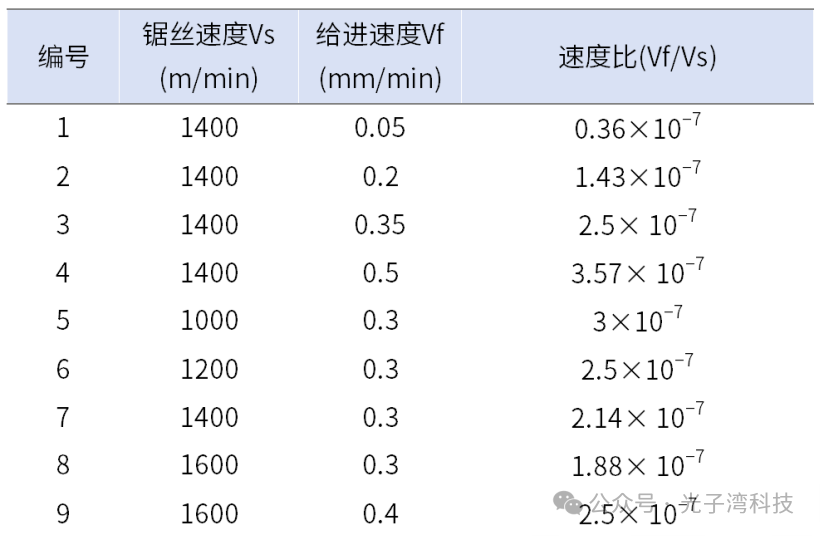
設置9組切削參數(如下表2),在每組參數下,切出3片原鋸片,并進行超聲處理。選取三處不同位置,并利用共聚焦顯微鏡觀察其切割面的表面形貌以及沿試樣給進方向的表面粗糙度。
表2. 切削參數
#Photonixbay.03
切削參數對切片表面粗糙度及形貌的影響
隨著給進速度的增加,切片的表面粗糙度也隨之增加。這是由于隨著試樣給進速度的增加,作用在切削區域的切削力增大,當磨料的法向切削力大于臨界切削載荷時,磨料去除材料的方式為脆性去除。從圖b可以看出,隨著鋸線速度的提高,剛鋸切下來的晶圓表面粗糙度從1.320微米降至1.243微米。這主要是因為單位時間內參與切削的磨粒數量隨鋸線速度的提高而增加,作用于切削區域的磨粒切削力減小,更多的磨粒參與切削從而降低了表面粗糙度。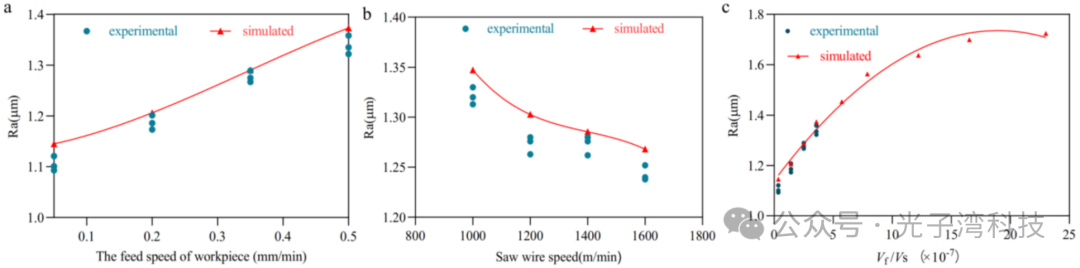
切割參數對切片表面粗糙度的影響
(a:給進速度;b:鋸絲速度;c:速度比)
從圖c展示了不同速度比下的表面粗糙度擬合曲線,隨著速度比從0.36X10-7增加到23.01x10-7,表面粗糙度從1.145微米增加到1.724微米。速度比的增加導致試樣給進速度的增加量大于鋸絲速度的增加量,從而增大了磨料的切削深度,導致切片表面形貌惡化,表面粗糙度值增大。
下圖展示了9組切片在共聚焦顯微鏡下的表面形貌圖(左圖為二維(2D)形貌,右圖為三維(3D)形貌)。
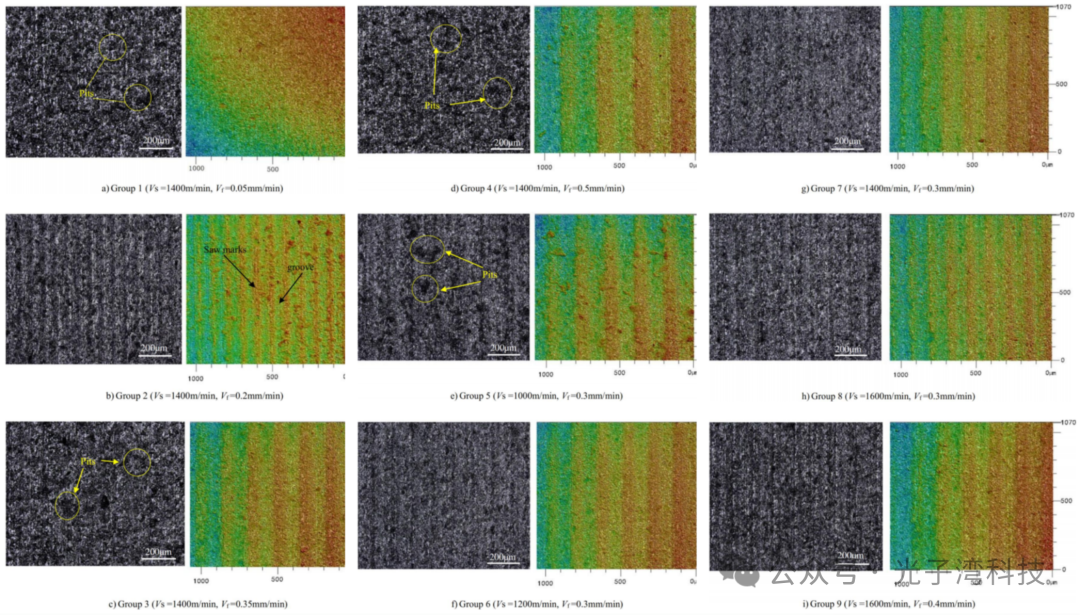 切割參數對切片表面形貌的影響
切割參數對切片表面形貌的影響
#Photonixbay.04
不同進給速度下的表面形貌
- 低進給速度(Vf=0.05mm/min,圖a):表面粗糙度Ra為1.104μm,表面沒有明顯的鋸切痕跡,但存在大量細小的坑洞。這是因為在低進給速度下,鋸絲的弓形角度較小,鋸絲對工件的壓縮作用較弱,導致鋸絲振動加劇,從而在表面形成更多坑洞。
- 中等進給速度(Vf=0.2mm/min,圖b):表面粗糙度Ra為1.182μm,表面開始出現明顯的鋸切痕跡,同時坑洞的數量和尺寸也有所增加。這是因為進給速度增加導致切割力增大,磨粒的切削深度增加,從而更容易以脆性模式去除材料,導致表面形貌惡化。
高進給速度(Vf=0.35mm/min,圖c;Vf=0.5mm/min,圖d):表面粗糙度進一步增加,分別為1.261μm和1.336μm。表面的鋸切痕跡更加明顯,坑洞數量和尺寸也進一步增大。隨著進給速度的增加,鋸切痕跡的間距增大,表面的不均勻性增加。
#Photonixbay.05
不同鋸絲速度下的表面形貌
- 低鋸絲速度(Vs=1000m/min,圖e):表面粗糙度Ra為1.320μm,表面鋸切痕跡明顯,坑洞數量和尺寸較大。
- 中等鋸絲速度(Vs=1200m/min,圖f;Vs=1400m/min,圖g):表面粗糙度分別為1.275μm和1.270μm,表面鋸切痕跡減少,坑洞數量和尺寸減小,表面形貌有所改善。
高鋸絲速度(Vs=1600m/min,圖h和圖i):表面粗糙度進一步降低至1.243μm和1.312μm,表面鋸切痕跡減少,坑洞數量和尺寸進一步減小,表面形貌顯著改善。
#Photonixbay.06
總結
- 給進速度的影響:隨著給進速度的增加,表面粗糙度增加,鋸切痕跡和坑洞數量及尺寸增大,表面形貌惡化。
- 鋸絲速度的影響:隨著鋸絲速度的增加,表面粗糙度降低,鋸切痕跡和坑洞數量及尺寸減少,表面形貌改善。
速度比(Vf/Vs)的影響:當速度比保持恒定時,可以通過調整切割參數獲得表面粗糙度和形貌相近的晶片,同時提高生產效率。
#ME-PT3000
美能光子灣3D共聚焦顯微鏡
美能光子灣3D共聚焦顯微鏡是一款用于對各種精密器件及材料表面,可應對多樣化測量場景,能夠快速高效完成亞微米級形貌和表面粗糙度的精準測量任務,提供值得信賴的高質量數據。
- 超寬視野范圍,高精細彩色圖像觀察
- 提供粗糙度、幾何輪廓、結構、頻率、功能等五大分析功能
- 采用針孔共聚焦光學系統,高穩定性結構設計
- 提供調整位置、糾正、濾波、提取四大模塊的數據處理功能
通過本研究的實驗和分析,我們明確了不同切割參數(如給進速度、鋸絲速度和速度比)對藍寶石晶片表面粗糙度和形貌的影響規律。結果表明,降低給進速度和提高鋸絲速度可以顯著改善晶片的表面質量。此外,保持恒定的速度比可以在提高生產效率的同時保證切割質量。這些發現為工業生產中金剛石線鋸切割工藝的優化提供了理論依據和實踐指導。同時,美能光子灣3D共聚焦顯微鏡在實驗中的出色表現,也為材料表面微觀檢測提供了可靠的技術手段,隨著技術的不斷進步,相信在藍寶石晶體加工及其他相關領域會有更廣闊的應用前景。
-
晶體
+關注
關注
2文章
1442瀏覽量
37650 -
金剛石
+關注
關注
1文章
126瀏覽量
9972
發布評論請先 登錄
類金剛石(DLC)涂層在半導體行業的應用
金剛石散熱片在微波射頻領域有什么應用
氮氣流量對金剛石膜生長的影響研究
負偏壓增強金剛石膜與襯底結合強度的理論研究
LED藍寶石基板加工工藝及其芯片背部減薄制程
如何才能生成金剛石散熱片和CVD金剛石散熱的應用介紹
金剛石半導體應用與優缺點
新型金剛石半導體
蔡司掃描電鏡下金剛石形貌
金剛石表面改性技術研究概況
金剛石晶體的不同類型及應用梳理
上海光機所在提升金剛石晶體的光學性能研究方面獲新進展
金剛石/GaN 異質外延與鍵合技術研究進展
探討金剛石增強復合材料:金剛石/銅、金剛石/鎂和金剛石/鋁復合材料
化合積電推出硼摻雜單晶金剛石,推動金剛石器件前沿應用與開發



 工商網監
工商網監
評論