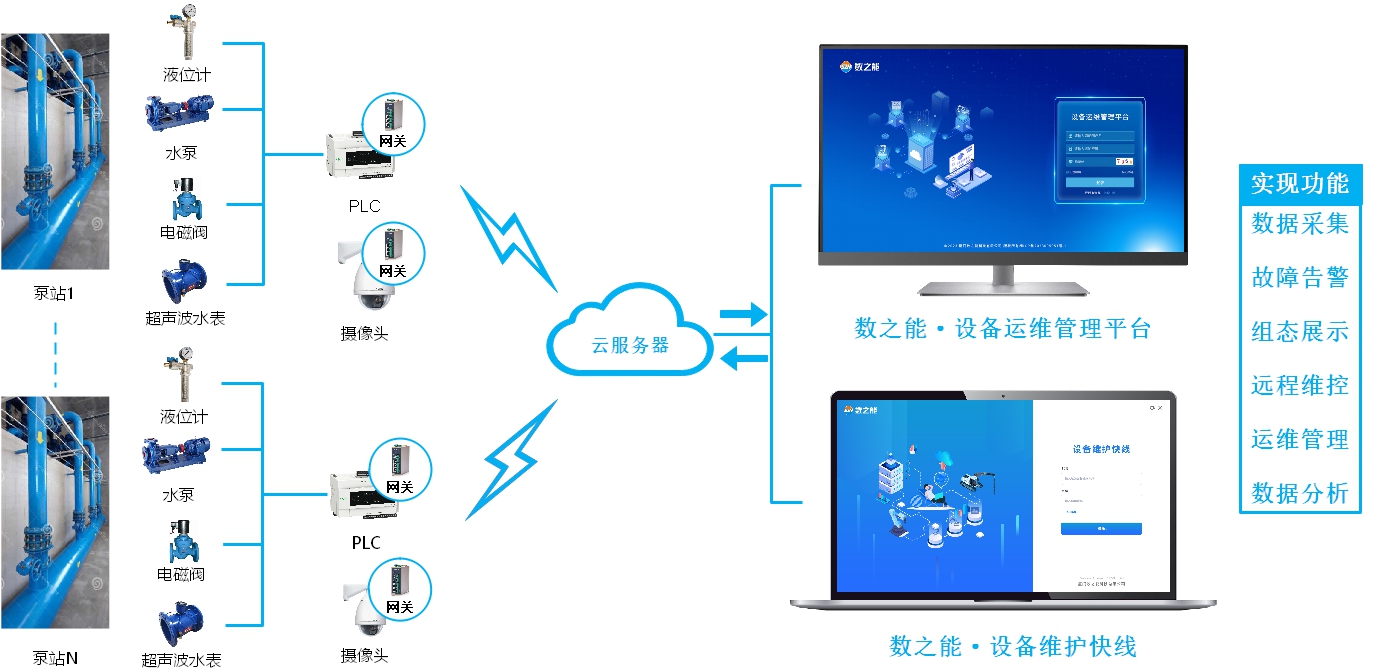
 沖壓PLC類設備的數據采集解決方案
沖壓PLC類設備的數據采集解決方案

壓設備數據采集痛點分析
沖壓車間普遍存在設備品牌雜(金豐、協易、小松等)、PLC型號多(三菱FX/Q系列、西門子S7-1200等)、改造預算有限等難題:
同步精度差:多機聯動時時間戳誤差>500ms
安全風險高:傳統方案需停機接駁信號線
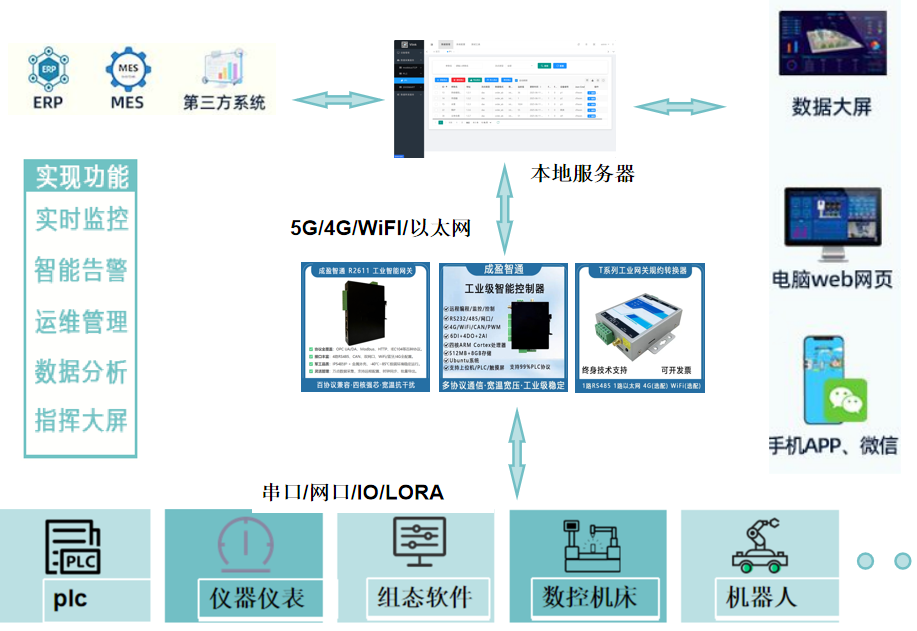
一、分層采集方案設計
1. 設備層信號捕獲
(1)標準PLC通訊方案
PLC品牌協議支持關鍵參數地址示例三菱FX系列MC Protocol壓力值→D500,行程→D502西門子S7-1200S7Comm計數器→DB1.DBD10,狀態→M8.0歐姆龍CP1EFINS/TCP模具號→DM100,節拍→CNT001
? 深控信息數采網關作用:
自動識別PLC型號并加載協議驅動,無需人工配置點表
動態壓縮數據包(如僅變化時上傳),流量節省60%
(2)無通訊口設備改造
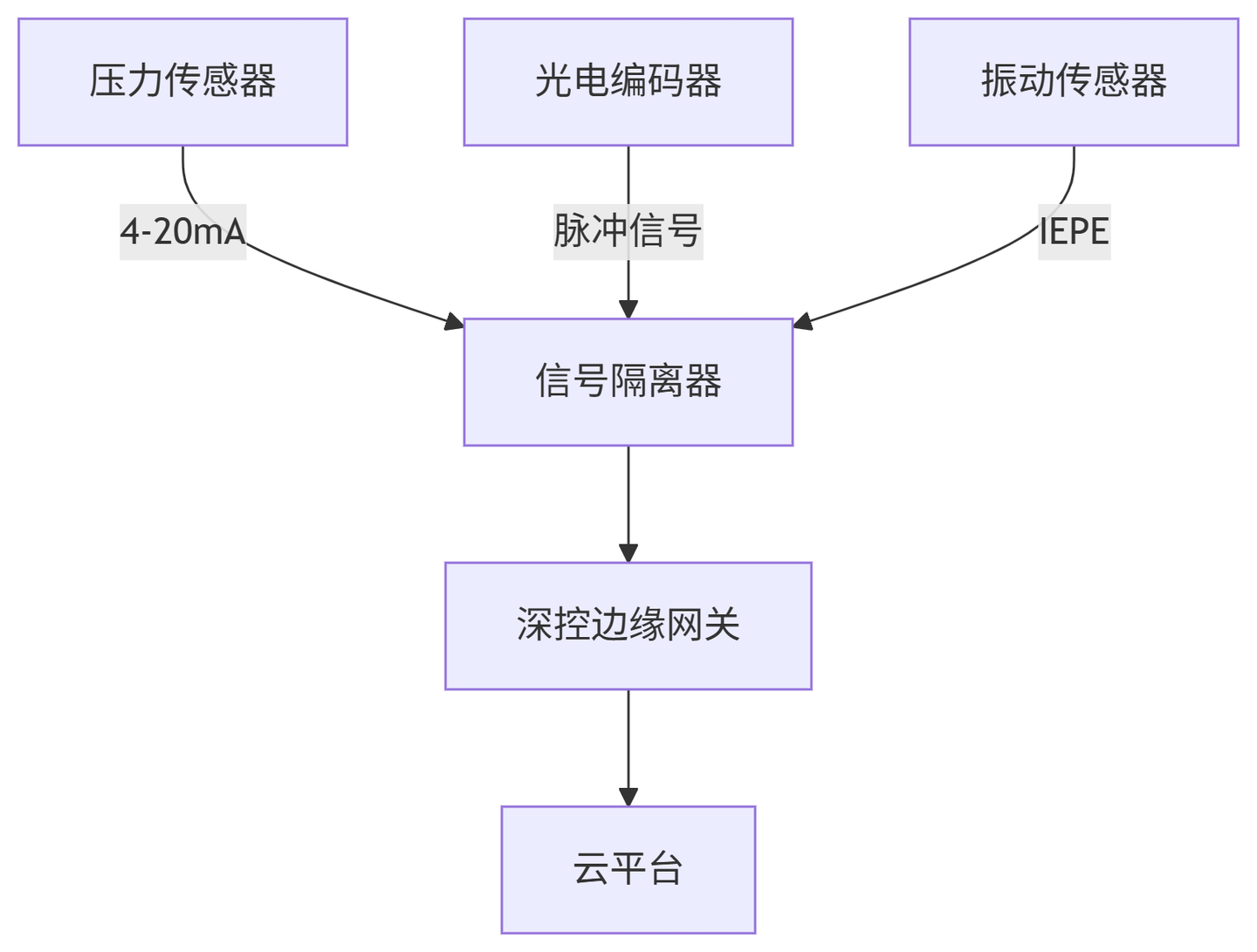
成本控制:
自制信號調理電路(AD620+STM32)成本<200元/點
網關邊緣計算實現特征提取(如峰值壓力分析)
2. 時序同步優化
解決多機協同采集時延問題:
硬件級:采用PTP(精密時間協議)交換機,誤差<1ms
軟件級:
# 邊緣網關時間同步偽代碼
while True:
sync_time = get_ptp_time() # 從PTP主時鐘獲取時間
data_packet = read_plc_data()
data_packet.timestamp = sync_time # 打時間戳
publish_to_mqtt(data_packet)
3. 模具生命周期管理
通過雙RFID實現模具全流程追蹤:
安裝識別:在模具底座安裝無源RFID標簽(如Mifare 1K)
沖次計數:
網關讀取壓力傳感器峰值>閾值時觸發計數
關聯當前模具ID記錄沖壓次數
異常預警:
振動頻譜分析→模具裂紋預警(FFT檢測>5kHz高頻分量)
審核編輯 黃宇
-
plc
+關注
關注
5051文章
14592瀏覽量
486880 -
數據采集
+關注
關注
41文章
8037瀏覽量
120877
發布評論請先 登錄
歐姆龍沖壓機PLC拓展模塊物聯網數據采集:全流程標準化解決方案 沖壓機PLC拓展模塊物聯網數據采集:全流程

水泥廠余熱發電設備數據采集解決方案
真空造粒機PLC數據采集解決方案

空調機組PLC數據采集解決方案
PLC生產計數數據采集解決方案

PLC生產數量與良品率數據采集解決方案

PLC數據采集(工業設備與MES通信)解決方案

Analog Devices Inc. ADAQ4001 μModule?數據采集解決方案數據手冊

水泵智控數據采集解決方案

等離子焊設備節能數據采集解決方案
循環水設備PLC數據采集解決方案



 工商網監
工商網監
評論