 小錫膏解決大問題:看新能源汽車電池焊接如何攻克可靠性難題
小錫膏解決大問題:看新能源汽車電池焊接如何攻克可靠性難題

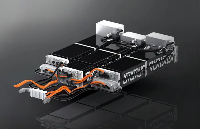
在新能源汽車制造中,電池包的焊接質量直接關系到行車安全和電池壽命。
某國內車企在批量生產時發現,電池模組的焊點偶爾出現開裂、導電性能下降問題,經檢測發現,焊點內部存在不規則空洞,導致機械強度和導電性雙重受損。這個看似不起眼的 “小洞”,背后藏著哪些技術挑戰?
新能源汽車電池包工作時長期處于高溫(60-80℃)、振動的環境,對焊點的要求極為苛刻:既要承受大電流傳導,又要抵御長期振動帶來的應力。初期使用的普通錫膏在高溫下焊點金屬晶粒粗大,抗振性能不足,且助焊劑殘留的輕微腐蝕性物質,在電池電解液的弱堿性環境中逐漸發生電化學反應,導致焊點界面脆化。更關鍵的是,電池極片厚度僅50微米,傳統錫膏的金屬顆粒較粗(75微米以上),印刷時容易劃傷極片,且焊點厚度不均,在冷熱循環中產生應力集中,加速空洞形成和焊點開裂。
針對這些問題,工程師團隊聯合我公司工程師展開技術攻關,定制開發特種錫膏。
首先優化錫膏配方,采用納米級錫銀銅合金粉末(顆粒度≤45微米),并添加少量鎳元素增強焊點抗疲勞性能,使焊點的抗拉強度提升40%,同時降低熔點至210℃,減少高溫對極片的損傷。助焊劑部分改用中性無鹵素配方,焊接后殘留的表面絕緣電阻達到10^14Ω,徹底杜絕電解液腐蝕風險。
在工藝上,引入分段預熱技術(先 60℃慢升溫去潮氣,再120℃快速活化助焊劑),配合氮氣保護焊接環境,將焊點氧化率降低70%,空洞率從最初的8%降至1%以下。
改進后的焊接方案在歷經 1000小時高溫老化、500次冷熱循環(-40℃~85℃)和振動測試后,焊點性能穩定,未出現任何開裂或導電衰減。該案例不僅解決了車企的生產難題,更推動了新能源汽車焊接標準的升級 —— 如今,行業普遍采用高導熱、抗振動的納米級錫膏,并將空洞率納入關鍵質量考核指標。
這個案例告訴我們,錫膏雖小,卻是連接電子器件的 “核心紐帶”。在新能源汽車、光伏組件等高端制造領域,錫膏的選擇和應用早已不是 “隨便買一罐” 就能解決的問題,而是需要結合產品使用環境、器件特性和工藝要求,進行針對性的配方設計和工藝優化。當小小的焊點能在高溫振動中堅守崗位,背后是材料科學、熱工學和可靠性工程的多重突破,更是 “中國智造” 從粗放生產走向精細工藝的縮影。
-
新能源汽車
+關注
關注
141文章
11441瀏覽量
105410 -
焊接
+關注
關注
38文章
3575瀏覽量
63372 -
錫膏
+關注
關注
1文章
995瀏覽量
18322 -
光伏組件
+關注
關注
4文章
416瀏覽量
16577 -
電池
+關注
關注
85文章
11579瀏覽量
144160
發布評論請先 登錄
紫宸激光錫球焊接技術:解決電子制造焊接三大難題的創新方案

取決無鉛焊接互連可靠性的七個因素


新能源汽車芯片焊接選材:為啥有的用錫膏,有的選燒結銀?
晶圓級封裝的 “隱形基石”:錫膏如何決定芯片可靠性?
新能源汽車焊接材料五大失效風險與應對指南——從焊點看整車可靠性
有鹵錫膏 vs 無鹵錫膏:電子焊接的 “環保和成本之戰”誰勝誰負?
金錫焊膏如何破解高端封裝難題?帶你解密高溫高可靠焊接的“黃金材料”
汽車電子芯片數量大增:從 500 顆到 3000 顆,錫膏如何撐起可靠性大旗?

激光錫膏如何改寫精密焊接規則?從原理到應用深度解析

從微米級焊點到零熱損傷:激光錫膏如何突破傳統焊接極限?
微納米錫膏:掀起精密焊接領域的新革命
出口 “新三樣” 火了!它們對錫膏的要求和傳統電子有啥不一樣?




 工商網監
工商網監
評論