 [合新通信]-光器件(OSA)封裝之---激光焊
[合新通信]-光器件(OSA)封裝之---激光焊

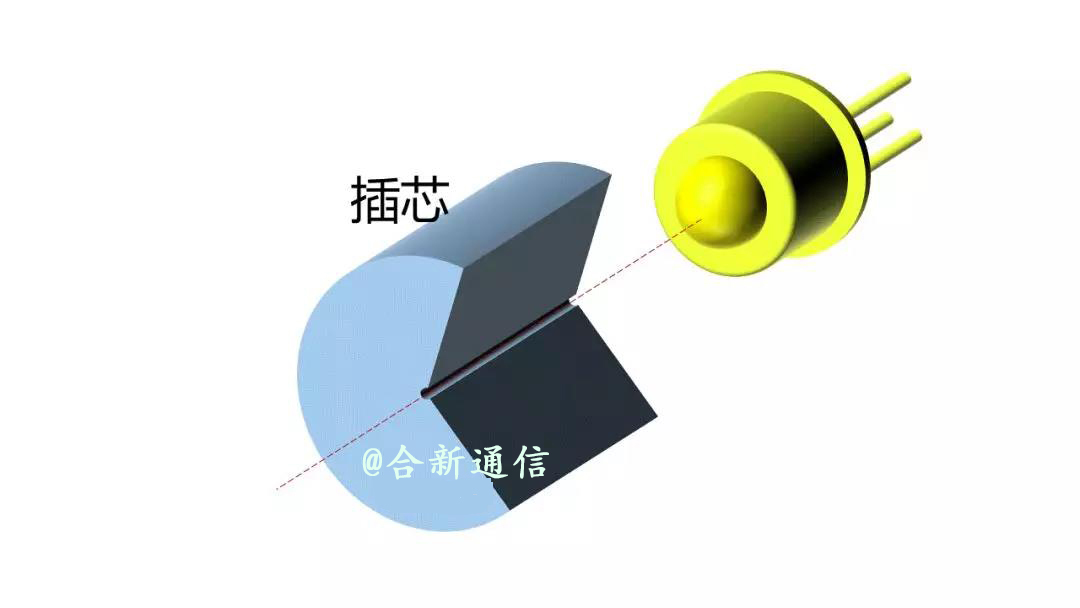
激光焊,用在TOSA的比較多,最主要的原因是激光從TO,到插芯,入光纖,需要的精度特別特別高,單模光纖的纖芯只有9um,不像探測器光敏面有幾十個um,可以允許膠粘,有一點位移不要緊。
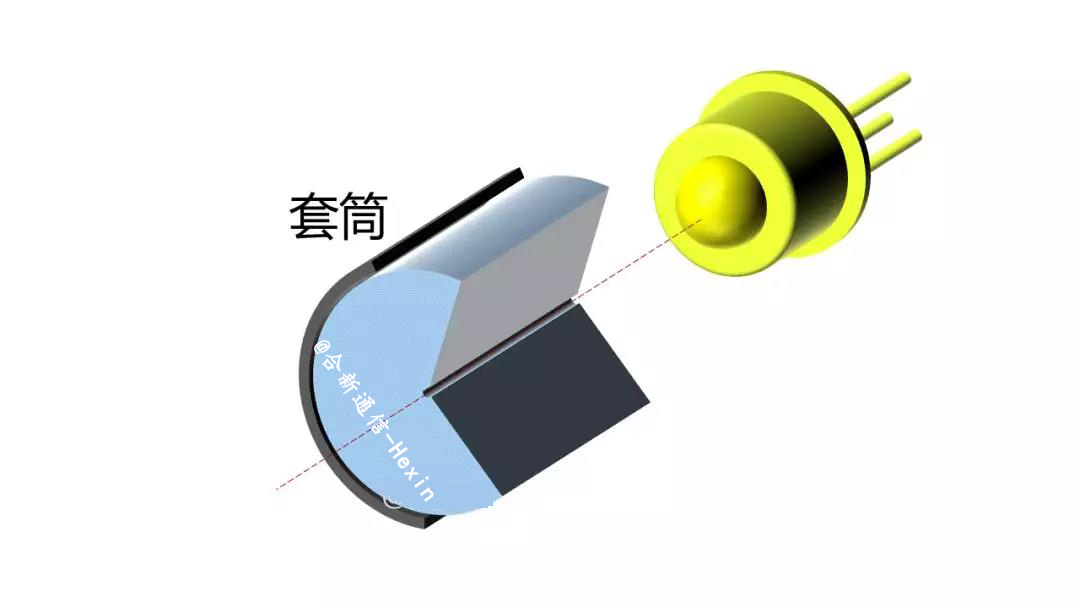 插芯外邊,一般用C型的套筒做同軸固定
插芯外邊,一般用C型的套筒做同軸固定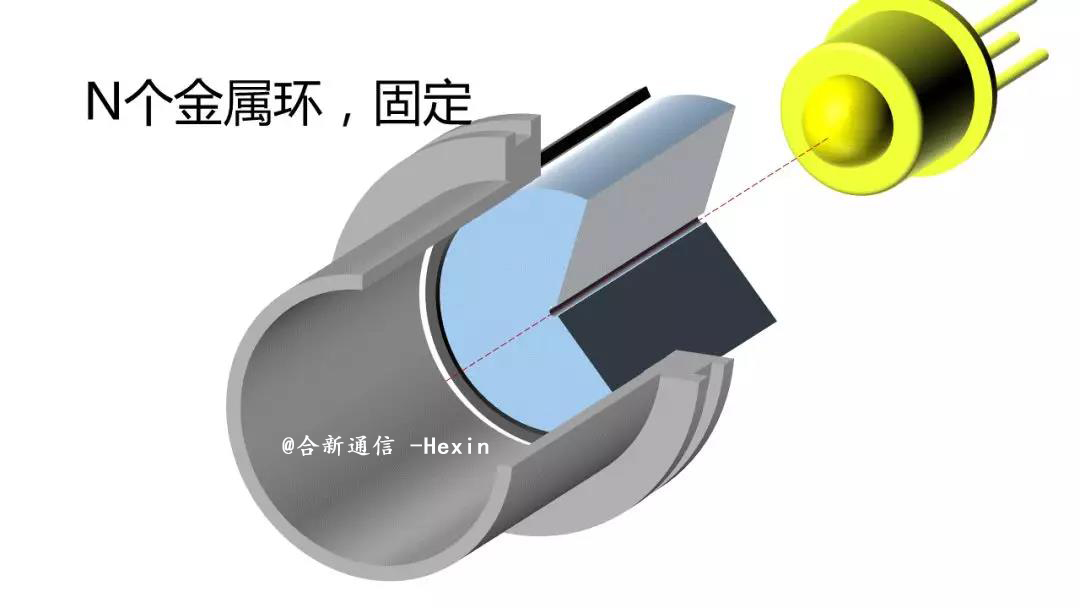 外面再用一連串的金屬套環,把這個發射光路小心翼翼的焊在一起
外面再用一連串的金屬套環,把這個發射光路小心翼翼的焊在一起
激光焊接過程,原理也很簡單,我用TO和金屬固定環來舉例,一般同軸光器件可以有3、4、6等等焊點,均勻分布一圈兒,達到一定的焊接強度
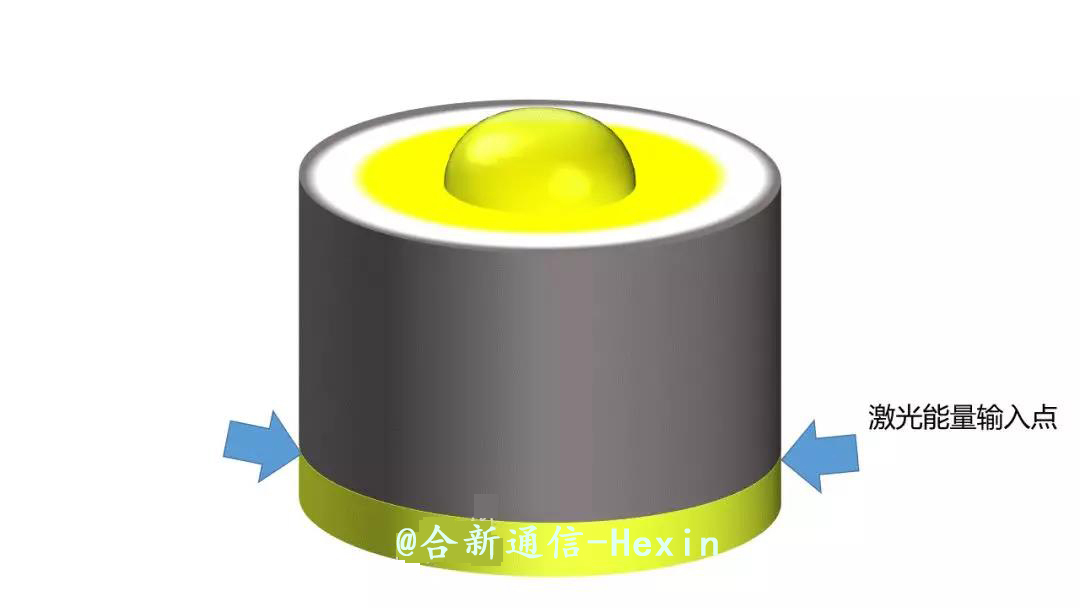 激光的光子,輸入到兩層金屬界面間,光子能量被金屬里的電子吸收
激光的光子,輸入到兩層金屬界面間,光子能量被金屬里的電子吸收 吸收了激光光子能量的金屬電子們變得更加活躍,從金屬的表象來看,就是從固體,熔化到液體了的(當然,電子吸收的能力更高的話,就成氣態了)
吸收了激光光子能量的金屬電子們變得更加活躍,從金屬的表象來看,就是從固體,熔化到液體了的(當然,電子吸收的能力更高的話,就成氣態了)
兩種液態金屬就成了一體,冷卻后,就又成固體,這個就是焊點。
能量密度更高的激光,就是一個范圍內是氣態,氣態周邊熱量沒那么高,就是液態,氣態會揮發跑掉,冷卻后的液態形成固體,形成焊點
這兩種焊接,各有特點
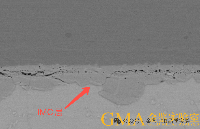
固-液-固, 這種焊斑大,熔融的深度比較淺
固-液-氣-液-固,這種焊斑小,中間有個氣體揮發后的小孔,熔融的深度比較深,也叫深腔焊,或者叫小孔焊
選擇哪一種焊接模式,是依據光器件的設計目標來選擇的。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
感光器件
+關注
關注
0文章
11瀏覽量
8382 -
激光器件
+關注
關注
0文章
26瀏覽量
7439 -
光器件
+關注
關注
9文章
95瀏覽量
17509 -
電信光器件
+關注
關注
0文章
3瀏覽量
5487
發布評論請先 登錄
相關推薦
熱點推薦
解碼微電子焊接核心:激光錫焊的必要性與技術實踐
微電子行業作為電子信息產業的基石,正以“元器件微小化、封裝高密度化、產品高可靠性化”為核心趨勢快速迭代,從0.15mm微小焊盤的傳感器封裝,到BGA芯片的精密互連,再到MEMS
燒結銀膏在硅光技術和EML技術的應用
技術通過將光電器件如激光器、調制器、探測器與硅基電路集成,實現高速光通信,但其高集成度與硅材料的熱光耦合效應導致熱積累成為制約性能的關鍵因素。
解決硅
發表于 02-23 09:58
誰更有效?解碼焊球剪切與鍵合點拉力測試的真實對比
在微電子封裝可靠性評估中,焊球-剪切測試和鍵合點-拉力測試是兩種最常用的機械性能檢測方法。長期以來,工程界對這兩種測試手段的有效性和適用場景存在諸多討論。究竟哪一種測試更能真實反映鍵合
發表于 01-08 09:46
焊材導致的功率器件焊接失效的“破局指南”
本文以焊材廠家工程師視角,科普焊材導致功率器件封裝焊接失效的核心問題,補充了晶閘管等此前未提及的器件類型。不同

電子元器件失效分析之金鋁鍵合
電子元器件封裝中的引線鍵合工藝,是實現芯片與外部世界連接的關鍵技術。其中,金鋁鍵合因其應用廣泛、工藝簡單和成本低廉等優勢,成為集成電路產品中常見的鍵
激光錫焊的核心優勢和應用場景
激光錫焊是一種利用高能量密度激光束作為熱源,對錫料(如錫絲、錫膏)進行局部加熱,使其快速熔化并潤濕待焊接金屬表面,冷卻后形成可靠焊點的精密焊接技術。

激光錫焊在數碼電子行業的應用
PCB激光焊錫技術在數碼電子行業具有重要應用價值,尤其在精密制造領域表現突出。紫宸激光核心技術技術通過高精度激光束控制實現微米級焊接,適用于高密度互連板、微間距貼裝器件、BGA/CSP
單向光閘:用光束筑起數據安全的“光之墻”
組成:
發射端: 將電信號轉換為調制光信號(通常采用380–780 nm的可見光波段),通過LED或激光器發射光束;
接收端: 通過光電探測器(如雪崩光電二極管)捕獲光信號,并還原為原始數據。
與傳統
發表于 07-18 11:06
激光錫焊的溫度控制原理分析
在3C電子、光通訊器件邁向微型化的今天,焊點間距已突破0.2mm,元件熱敏性卻日益攀升。傳統激光焊接常因溫度失控導致焊盤燒穿、虛焊及熱損傷,長期制約著高端電子制造。而閉環溫控技術的出現

激光錫焊在汽車電子中控導航主板的應用
激光錫焊的發展越來越成熟,已經廣泛的應用在生產工程中,其中特別是汽車行業,芯片行業等,汽車電子中控導航主板激光焊接是一種用于將主板上的電子元件或線路連接起來的先進焊接技術。松盛光電來介紹激光

激光焊錫中虛焊產生的原因和解決方法
激光焊錫是發展的非常成熟的一種焊接技術,但是在一些參數控制不好的情況下,依然會產生一些焊接問題,比如說虛焊的問題。松盛光電來給大家介紹一下激光錫焊中虛
激光錫焊工藝在光模塊 ROSA 器件中的應用
激光焊接領域的深厚技術積累,將激光錫焊工藝成功應用于光模塊 ROSA 器件,為光通信行業帶來了高效、可靠的焊接解決方案。
AEC-Q102認證之器件可焊性
的作用。汽車電子設備在運行過程中需要面對復雜多變的工作環境,如高溫、高濕、振動等,而良好的可焊性是確保光電半導體器件與電路板之間實現可靠電氣連接和機械固定的基礎。只有

Beta S100推拉力測試機助力激光通訊器件封裝質量檢測!
在現代光通信技術中,激光通訊器件的封裝質量是確保其性能和可靠性的關鍵因素之一。封裝不僅需要保護激光



 工商網監
工商網監
評論