 西門子S7-300/S7-400轉以太網模塊連接MCGS
西門子S7-300/S7-400轉以太網模塊連接MCGS

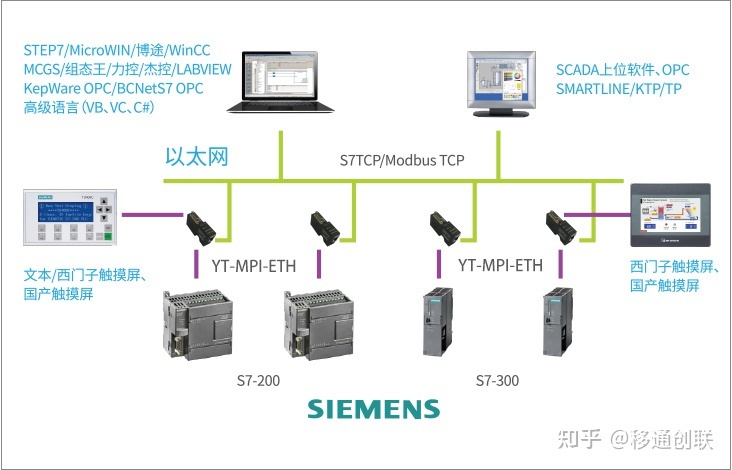
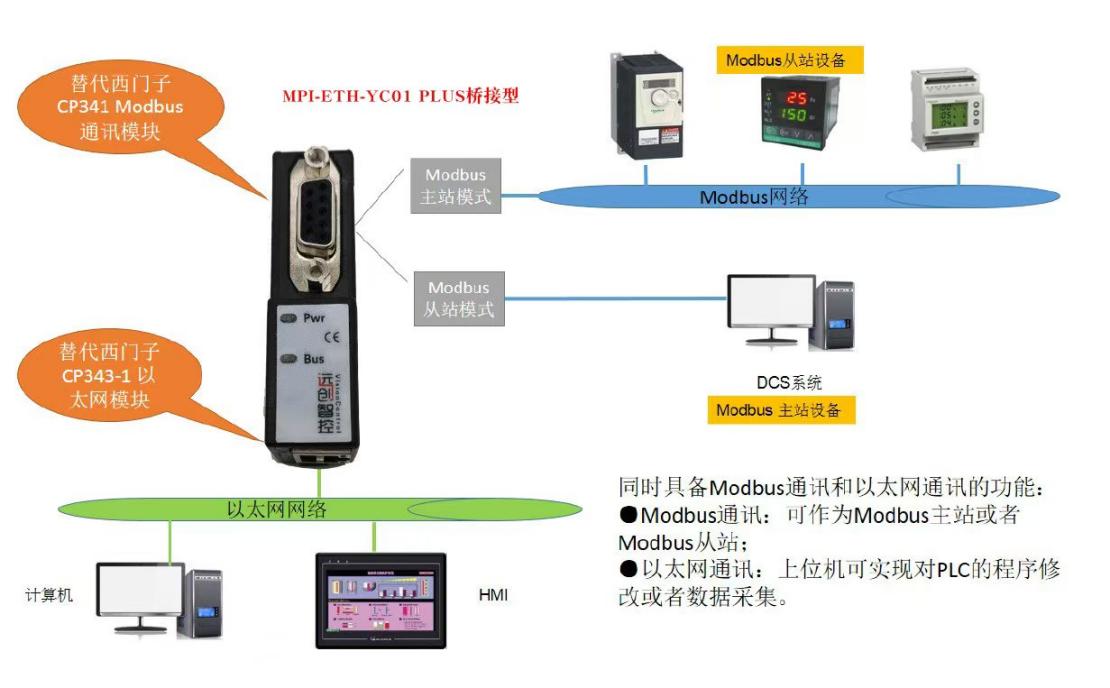
- 移通創聯YT-MPI-ETH適用于西門子S7-300/S7-400/西門子數控840D、840DSL等 PLC 控制系統的以太網通訊,在PLC通訊口與Profibus電纜之間以輪循通訊的方式傳輸數據,能夠以12 M比特率的傳輸速率進行信號傳輸,并帶有內置的終端匹配電阻。 支持西門子S7以太網通訊驅動,包括microWIN,支持wincc以TCP/IP方式直連S7-200。
- 工具原料
- 西門子PLCS7-300
- win7
- 移通創聯以太網轉換模塊YT-MPI-ETH
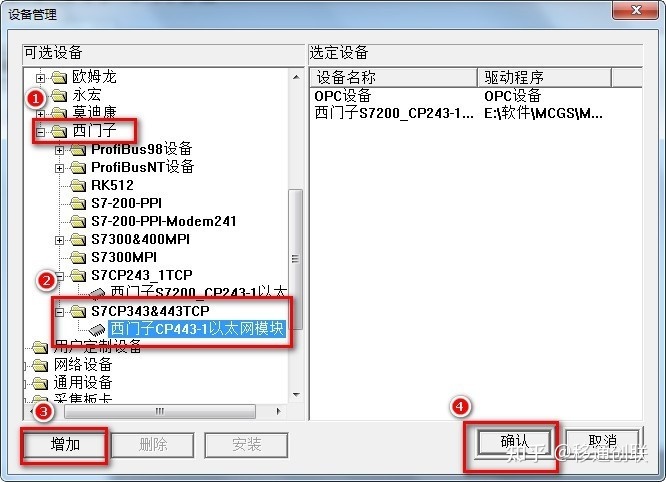
- 2
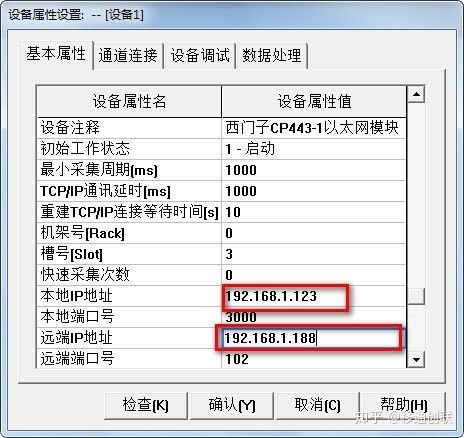
2、在設備屬性設置中,將計算機的 IP 地址填入【本地 IP 地址】,模塊的 IP 地址填入【遠端 IP地址】,【遠端端口號】填入 102;
- 3
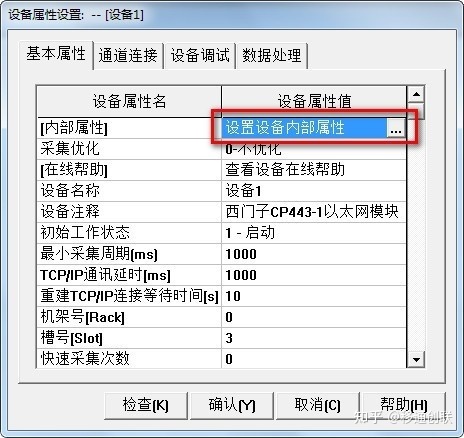
3、點擊【設置設備內部屬性】,彈出設置窗口,點擊【增加通道】進行變量的新建;
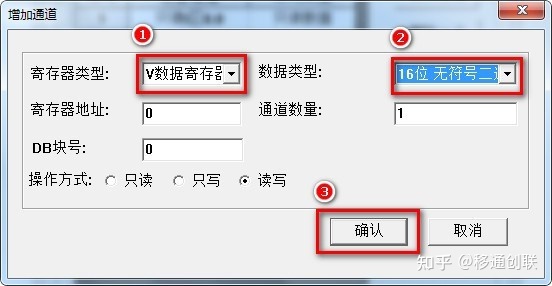
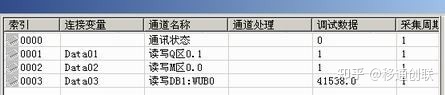
- 4
4、新建變量后點擊“快速連接變量”,再點擊“啟動設備調試”,進行變量的監視。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
以太網模塊
+關注
關注
0文章
88瀏覽量
8909
發布評論請先 登錄
相關推薦
熱點推薦
西門子 PLC?跨代融合:S7-400 與 S7-1500?以太網通訊在生活用紙造紙線的實戰落地
用紙高端化、定制化生產需求提升,原有通訊體系的弊端成為智能化改造的核心阻礙: 西門子S7-400 PLC無原生以太網口,無法與新引入的S7-1500 PLC實現協同控制,也無法直接接入

西門子 S7-300 PLC?通過 MPI?以太網模塊與上位機通訊實現飲料生產線狀態監控的應用配置案例
于飲料生產線的配料、灌裝、封蓋、貼標等核心工序的自動化控制。但傳統西門子 S7-300 PLC?僅支持 MPI?協議,無以太網接口,無法實現與上位機的遠程數據采集和集中監控,難以滿足飲料企業規模化生產中對生產線實時監控、質量追溯

西門子S7-300系列PLC借助于MPI轉以太網模塊同時與S7-1200PLC和觸摸屏、變頻器通訊案例
一、項目背景與痛點 某鋰電池正極材料燒結車間,原采用西門子S7-300 PLC(CPU315-2DP)控制輥道爐溫度曲線,通過MPI接口連接西門子KTP700 Basic觸摸屏進行本地

西門子S7-300系列PLC借助于以太網轉換模塊同時與S7-1200PLC和觸摸屏、通訊案例
: 遠創智控 MPI-ETH-YC01 Plus 產品定位:專業的工業級以太網橋接器,專為西門子S7-300/400系列PLC設計,

S7-300通過以太網轉換模塊實現與S7-1200及觸摸屏的多設備通信方案
核心選型:遠創智控MPI-ETH-YC01 Plus 產品定位:專業的工業級 以太網橋接器 ,專為西門子S7-300/400系列PLC設計

基于以太網模塊:西門子 S7-300PLC 與 LABVIEW 上位機通訊配置實操
數據監控和遠程管理的需求。本項目旨在通過引入遠創智控品牌的 MPI-ETH-YC01以太網模塊 ,實現西門子S7-300PLC與MODBUSTCP協議上位機LABVIEW的

西門子S7-1500 PLC和S7-300 PLC Profibus-DP通訊的組態實例
本文就以改造一套以西門子S7-300 317-2DP PLC(6ES7 317-2AJ10-0AB0 V2.1)為控制核心的電氣控制系統為例,介紹使用S7-1500 1513-1PN

西門子S7-400 PLC與S7-1500 PLC以太網通訊及HMI集成實現涂裝車間監控的智能化升級
一、行業痛點 華東某上市塑企32條注塑生產線,核心控制為32套西門子S7-400 PLC。當年規劃時MPI/DP尚屬主流,如今卻成為智能化改造的最大障礙: 沒有以太網口,無法與新上線的S7

西門子PLC跨代整合:S7-400與S7-1500以太網通訊在涂裝車間的實戰應用
一、行業痛點 華東某上市塑企32條注塑生產線,核心控制為32套西門子S7-400 PLC。當年規劃時MPI/DP尚屬主流,如今卻成為智能化改造的最大障礙: 1.?沒有以太網口,無法與新上線

西門子S7-300PLC MPI轉以太網通訊模塊在840DSL數控系統中的應用案例
CPU315-2DP)未集成以太網接口,僅支持MPI(多點接口)或PROFIBUS-DP等傳統通訊方式,這一硬件限制在 工業4.0 智能化改造浪潮中逐漸顯現出明顯弊端。 某重型機械制造企業的生產車間中,有多臺配備西門子840DSL數控系統的臥式加工中心,其邏輯控制核心采用

PLC以太網通訊模塊實現:西門子S7-300與S7-1200、觸摸屏及變頻器通訊案例
? 一、項目場景 某光伏組件廠層壓機原采用S7-300 PLC(CPU315-2DP)控制溫度、壓力及傳送流程,通過MPI接口連接西門子KTP700 Basic觸摸屏。現需實現: 與工廠MES系統

PLC 以太網通訊模塊:助力 S7-300 同時聯動 S7-1200、觸摸屏與 Modbus RTU 變頻器
S7-1200 PLC控制的下游包裝線、西門子觸摸屏(HMI)進行數據交互,并實時監控驅動關鍵反應釜的西門子Modbus RTU協議的變頻器狀態。然而: 數據孤島嚴重:S7-300的M
MPI 轉以太網模塊案例:西門子 S7-300PLC 借此與 S7-1200、觸摸屏及 ModbusRTU 變頻器通訊
一、項目背景與痛點 在新能源儲能系統集成場景中,某鋰電池生產線采用西門子S7-300PLC作為本地控制器,通過MPI/DP接口連接西門子TP1200Comfort觸摸屏實現本地操作。隨

西門子S7-300PLC通過MPI轉以太網模塊實現與S7-1500PLC通信的實操案例
? 一、案例背景 在工業自動化領域的升級浪潮中,新舊設備的協同工作始終是制造企業面臨的核心難題。大量仍在穩定運行的西門子S7-300PLC與代表先進控制技術的S7-1500PLC,因接口類型的本質

西門子PLC(S7-1200/1500/300/400)的數據采集與監控方案
西門子PLC S7-1200、S7-1500、S7-300/400型號設備,常用協議:PPI(Process Communication I



 工商網監
工商網監
評論