 工藝的選擇很重要,輥壓機軸承位磨損現場修復的完整流程
工藝的選擇很重要,輥壓機軸承位磨損現場修復的完整流程

【關鍵詞】:輥壓機、軸承位磨損、方便快捷、在線快速修復、節約停機時間
在輥壓機軸承位磨損的故障處理中,常見的辦法一般有補焊工藝、熱噴涂工藝、電刷鍍工藝以及報廢更換等,考慮到方便快捷因素,上述辦法都受到拆裝及運輸成本的制約,修復時間較長,在對停機時間有要求的場合下不占優勢。下面介紹的是一種在線快速修復輥壓機軸頭磨損的方法,可以在短時間內快速解決問題,為企業節省停機停產時間。
現場情況說明
某車間合肥院輥壓機軸承運行期間出現軸承溫度過高,螺栓斷裂,停機拆卸后發現軸承位出現不均勻磨損,輥經:1600mm,輥寬:1400mm,測量軸承位直徑磨損量約單邊4mm。
設備問題分析
造成輥壓機軸承位磨損的主要原因有以下幾點:
1、輥壓機物料粒度的控制不力;
2、輥壓機密封失效,造成軸承載荷增大;
3、軸承疲勞運行,造成軸承游隙偏大;
4、壓盤預緊力不足;
5、冷卻銅管頻繁堵塞或設計過細;
6、沒有定期清除穩流倉物料,排除富集金屬物,使設備頻繁過載調停影響軸承壽命;
7、液壓系統隱患輥縫長期偏差現象嚴重。
輥壓機軸承位修復工藝
針對輥壓機軸承位磨損傳統修復方法往往采用補焊、刷鍍、噴涂等工藝進行離線修復,最直接的影響就是停機時間長、綜合費用高、勞動強度大。淄博福世藍高分子復合材料技術有限公司借助其全球化的技術資源整合平臺,引進國際前沿修復方式即高分子復合材料修復法實現了在線修復。
該技術非常適用于輥壓機軸承位磨損修復,可免拆卸、免機加工修復,既無補焊熱應力影響,修復厚度也不受限制。同時產品所具有金屬材料不具備的退讓性,可吸收設備的沖擊震動,避免再次磨損的可能。有效延長了設備部件的使用壽命,為企業節省大量的停機時間,創造經濟價值。
現場修復過程
1、表面處理:去除輥壓機軸前后軸肩表面、軸承位表面、軸承內圈表面污物和高點;去除所有螺栓孔和壓盤通孔邊緣的毛刺;使用砂輪片將磨損部位打磨出金屬原色;
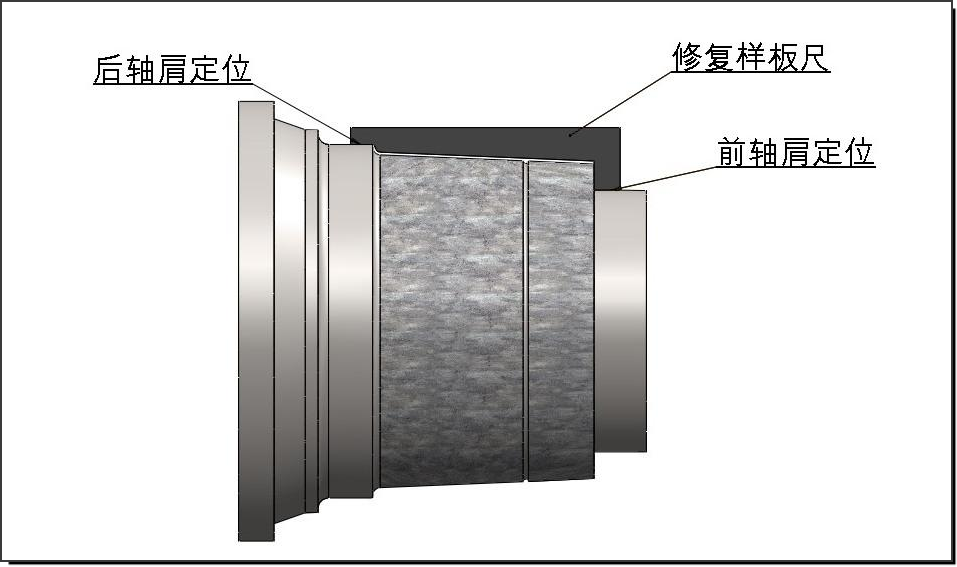
2、確定定位點:在軸承位磨損的位置表面加定位支撐點,高度可略高于單邊磨損量,使用磨光機等工具配合樣板尺進行修磨,使其高度與單邊磨損尺寸接近一致。
3、空試軸承:安裝軸承,并用壓盤緊固軸承,緊固壓盤螺栓過程中保持較小預緊力,并測量同心度和垂直度,精度誤差小于0.2mm;
4、清洗表面:使用無水乙醇清洗軸承位表面和軸承內圈表面,軸承內圈表面涂刷803脫模劑;
5、涂抹材料:將調和均勻的福世藍?2211F金屬修復材料直接涂抹于修復表面,并保證高分子材料的填充效果,然后用刮板均勻涂抹,厚度略高于支撐點高度;
6、尺寸恢復:安裝軸承,均勻緊固壓盤,留下足夠預緊量;
7、固化:自然固化6-12小時后拆除壓盤和軸承,并去除多余材料;
8、再次涂抹材料:使用砂帶打磨修復后材料表面生成的釉面及脫模劑,清洗干凈后,再調和材料涂抹至整個軸承位的表面;
9、安裝:快速安裝軸承,整個安裝緊固過程控制在時間控制在40分鐘之內。緊固螺栓時,對稱緊固。此次安裝的螺栓全部緊固到位。
10、后期預緊:設備空載3小時緊固一次螺栓,載料6小時、12小時、24小時各緊固一次。
修復照片

采用上述方法修復的輥壓機軸承位,較傳動修復工藝具有操作簡單、成本低,易于實施等特點,經過實踐檢驗,修復后的軸承位能達到一個很長的使用壽命。通過后期的應用效果跟蹤與傳統工藝相比較后得出:福世藍高分子復合材料可以很好地應用在輥壓機軸承位修復上,以延長軸承的使用壽命,縮短停機時間。
發布評論請先 登錄
鑄鐵地軌T型槽磨得不像樣?地軌變形?簡單幾步教你輕松搞定!
鎢管激光熔覆修復技術的核心原理及優勢
電動機軸承溫度和振動監測安裝也是很有必要
鋰電池制造關鍵:深入探討輥壓工藝的核心參數


3D打印材料選擇完全指南:從原型到終端件的選材流程

【RK3568 NPU實戰】別再閑置你的NPU!手把手帶你用迅為資料跑通Android AI檢測Demo,附完整流程與效果

機械設備中軸承磨損失效模式剖析與測量

鋰離子電池極片輥壓工藝原理與厚度控制
微電機軸心的研磨生產工藝及調試技術
微電機軸球面成型加工方法的探討
油駁器在空壓機斷油保護中的作用

電機軸承聲紋傳感器:工業設備健康的“聲波偵探”




 工商網監
工商網監
評論