") 陶瓷基板上自動(dòng)鍵合各參數(shù)對鍵合形貌的影響研究
陶瓷基板上自動(dòng)鍵合各參數(shù)對鍵合形貌的影響研究

摘要:
通過控制單一變量的試驗(yàn)方法,研究了金絲變形度、超聲功率、超聲時(shí)間和鍵合壓力等參數(shù)對自動(dòng)鍵合一致性和可靠性的影響,分析了每個(gè)參數(shù)對自動(dòng)鍵合的影響規(guī)律,給出了自動(dòng)鍵合參數(shù)的參考范圍。通過正交試驗(yàn)方法,優(yōu)化了鍵合參數(shù)組合,并進(jìn)行試驗(yàn)驗(yàn)證。給出了不同基材自動(dòng)鍵合的參數(shù)參考范圍,對自動(dòng)鍵合工藝具有一定的指導(dǎo)意義。
引線鍵合實(shí)現(xiàn)了微電子產(chǎn)品優(yōu)良的電氣互連功能,在微電子領(lǐng)域應(yīng)用廣泛。自動(dòng)引線鍵合技術(shù)作為一種先進(jìn)的引線鍵合技術(shù)具有絕對優(yōu)勢。自動(dòng)鍵合技術(shù)是自動(dòng)鍵合機(jī)執(zhí)行相應(yīng)的程序,自動(dòng)完成引線鍵合過程。自動(dòng)鍵合具有可控化、一致性好和可靠性高等優(yōu)勢。
隨著電子封裝技術(shù)的不斷發(fā)展,微波組件正在不斷向小型化、高密度、高可靠、高性能和大批量方向發(fā)展,對產(chǎn)品的可控化、高一致性、高可靠性和生產(chǎn)的高效率都提出了更高的要求,順應(yīng)發(fā)展趨勢實(shí)現(xiàn)自動(dòng)化生產(chǎn)已成為一種趨勢。所以,對自動(dòng)化鍵合工藝的研究和優(yōu)化是非常有必要的。
1 自動(dòng)金絲鍵合特點(diǎn)
自動(dòng)鍵合技術(shù)是鍵合機(jī)執(zhí)行相應(yīng)的程序,自動(dòng)完成引線鍵合過程。鍵合程序的編制包括圖像識(shí)別點(diǎn)設(shè)置、鍵合線設(shè)置、鍵合參數(shù)設(shè)置和程序優(yōu)化。自動(dòng)鍵合工藝過程包括圖像識(shí)別和鍵合。自動(dòng)鍵合具有以下特點(diǎn):
a)鍵合線長度、弧度、尾絲長度、弧高和鍵合參數(shù)等可編程控制;
b)深腔鍵合能力達(dá)13 mm;
c)靜態(tài)和動(dòng)態(tài)壓力控制精度可達(dá)±1 cN;
d)弧高控制70~20 mm,精細(xì)間距40 μm;
e)連續(xù)實(shí)時(shí)監(jiān)控鍵合質(zhì)量;
f)鍵合一致性好,效率高。
2 試驗(yàn)方法
基于HESSE-BJ820自動(dòng)鍵合機(jī),采用延展率1%~4%、金質(zhì)量分?jǐn)?shù)99.99%、直徑25 μm的金絲,TCLHE-1/16-1-45-CG-2020-M型劈刀,選取陶瓷基板為鍵合基板樣品,熱臺(tái)溫度設(shè)定為110 ℃。選定金絲變形度、超聲功率、超聲時(shí)間和鍵合壓力等鍵合參數(shù)作為試驗(yàn)的控制變量,采用控制單一變量的方法進(jìn)行試驗(yàn)設(shè)計(jì)。通過鏡檢和拉力測試等方法分析不同參數(shù)對自動(dòng)鍵合形貌、一致性和可靠性的影響規(guī)律。
設(shè)計(jì)正交試驗(yàn),得到優(yōu)化的自動(dòng)鍵合參數(shù)組合,并進(jìn)行試驗(yàn)驗(yàn)證。通過鏡檢和拉力測試等方法進(jìn)行試驗(yàn)分析,統(tǒng)計(jì)分析試驗(yàn)數(shù)據(jù),得出均值、標(biāo)準(zhǔn)方差和 C PK 等值,對鍵合一致性和可靠性進(jìn)行評估。
3 試驗(yàn)與結(jié)果分析
3.1 自動(dòng)鍵合參數(shù)的影響
3.1.1 金絲變形度對鍵合的影響
根據(jù)經(jīng)驗(yàn)值,將超聲功率設(shè)定為20%,超聲時(shí)間設(shè)定為100 ms,鍵合壓力設(shè)定為0.18 N,對金絲變形度進(jìn)行單一變量研究。根據(jù)已有經(jīng)驗(yàn),確定試驗(yàn)范圍,在所選范圍內(nèi)確定14個(gè)數(shù)值,每個(gè)值對應(yīng)鍵合5根絲,對其進(jìn)行試驗(yàn)和分析。試驗(yàn)方案見表1。

按照以上參數(shù)和方案進(jìn)行自動(dòng)鍵合,通過鏡檢和拉力測試等方法分析金絲變形度對自動(dòng)鍵合的影響。分別使用60倍和200倍光學(xué)顯微鏡對鍵合金絲結(jié)果和鍵合點(diǎn)的形貌進(jìn)行鏡檢,發(fā)現(xiàn)金絲變形度為20%(自動(dòng)鍵合機(jī)允許的最低值)時(shí),金絲沒有鍵合上;金絲變形度為21%時(shí),有3根引線脫鍵;其余鍵合金絲和鍵合點(diǎn)形貌都正常,且滿足鍵合標(biāo)準(zhǔn),如圖1所示。使用Dag-4000拉力測試儀對鍵合好的金絲進(jìn)行100%(沒有鍵合上的和脫鍵的除外)的拉力測試,每組取其平均值,結(jié)果見表2。不同金絲變形度下,拉力測試值的走勢如圖2所示。
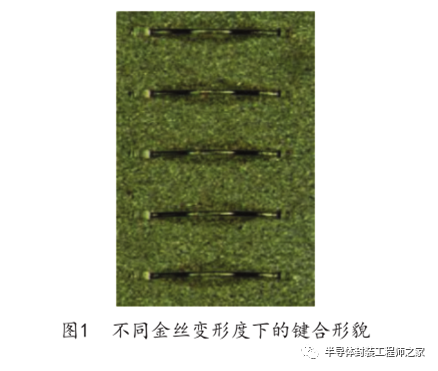

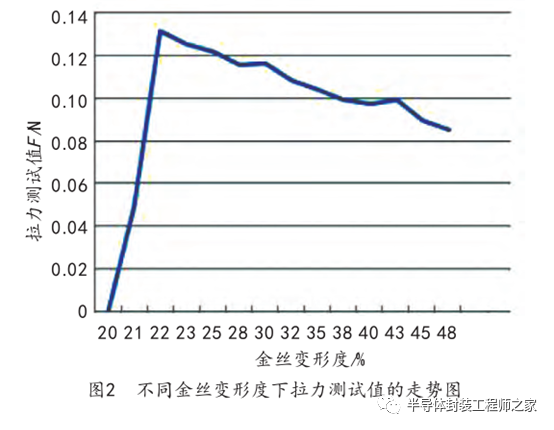
通過以上數(shù)據(jù)分析得出:金絲變形度太小(允許的最低值為20%)<22%時(shí),會(huì)導(dǎo)致鍵合不上或者鍵合點(diǎn)脫鍵;當(dāng)金絲變形度>22%時(shí),鍵合強(qiáng)度會(huì)隨著金絲變形度的增大而減小,金絲變形度過大,會(huì)造成鍵合點(diǎn)根部受損。
根據(jù)實(shí)際經(jīng)驗(yàn),一般陶瓷基板上金絲鍵合金絲變形度都控制在25%~48%的范圍內(nèi)。由以上結(jié)果可知,在此范圍內(nèi),金絲和鍵合點(diǎn)的形貌都符合實(shí)際要求,鍵合強(qiáng)度也滿足要求。
3.1.2 超聲功率對鍵合的影響
根據(jù)經(jīng)驗(yàn)值,將金絲變形度設(shè)定為42%,超聲時(shí)間設(shè)定為100 ms,鍵合壓力設(shè)定為0.18 N,對超聲功率進(jìn)行單一變量研究。根據(jù)已有經(jīng)驗(yàn),確定試驗(yàn)范圍,在所選范圍內(nèi)確定12個(gè)數(shù)值,每個(gè)值對應(yīng)鍵合5根絲,對其進(jìn)行試驗(yàn)和分析。試驗(yàn)方案見表3。
按照以上參數(shù)和方案進(jìn)行自動(dòng)鍵合,通過鏡檢和拉力測試等方法分析超聲功率對自動(dòng)鍵合的影響。分別使用60倍和200倍光學(xué)顯微鏡對鍵合金絲結(jié)果和鍵合點(diǎn)的形貌進(jìn)行鏡檢,發(fā)現(xiàn)相對超聲功率在1%~5%的范圍內(nèi)時(shí),金絲沒有鍵合上;相對超聲功率>5%時(shí),鍵合金絲和鍵合點(diǎn)形貌都正常,且滿足鍵合標(biāo)準(zhǔn),如圖3所示。使用Dag-4000拉力測試儀對鍵合好的金絲進(jìn)行100%(沒有鍵合上的除外)的拉力測試,每組取其平均值,結(jié)果見表4。不同超聲功率下,拉力測試值的走勢如圖4所示。
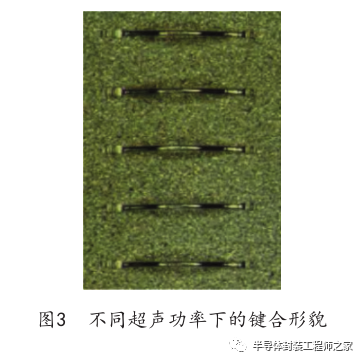
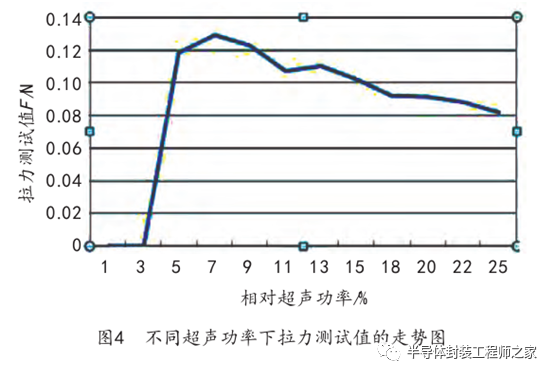

通過以上數(shù)據(jù)分析得出:超聲功率太小,當(dāng)相對超聲功率<5%時(shí),會(huì)導(dǎo)致鍵合不上;當(dāng)相對超聲功率>5%時(shí),鍵合金絲和鍵合點(diǎn)形貌都滿足要求;相對超聲功率在5%~7%范圍內(nèi),金絲鍵合強(qiáng)度會(huì)隨著超聲功率的增大而增大;當(dāng)相對超聲功率>7%時(shí),鍵合強(qiáng)度基本是隨著超聲功率的增大而減小;根據(jù)超聲功率變化的間距,和其所對應(yīng)的鍵合強(qiáng)度的變化,可以看出,超聲功率對鍵合的影響很大。
根據(jù)實(shí)際經(jīng)驗(yàn),一般陶瓷基板上金絲鍵合相對超聲功率都控制在9%~20%的范圍內(nèi)。由以上結(jié)果可知,在此范圍內(nèi),金絲和鍵合點(diǎn)的形貌都符合實(shí)際要求,鍵合強(qiáng)度也滿足要求。
3.1.3 超聲時(shí)間對鍵合的影響
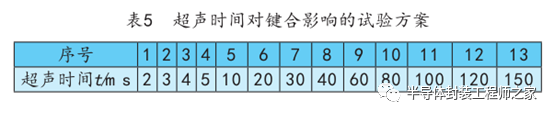
根據(jù)經(jīng)驗(yàn)值,將金絲變形度設(shè)定為42%,相對超聲功率設(shè)定為20%,鍵合壓力設(shè)定為0.18 N,對超聲時(shí)間進(jìn)行單一變量研究。根據(jù)已有經(jīng)驗(yàn),確定試驗(yàn)范圍,在所選范圍內(nèi)確定13個(gè)數(shù)值,每個(gè)值對應(yīng)鍵合5根絲,對其進(jìn)行試驗(yàn)和分析。試驗(yàn)方案見表5。
按照以上參數(shù)和方案進(jìn)行自動(dòng)鍵合,通過鏡檢和拉力測試等方法分析超聲時(shí)間對自動(dòng)鍵合的影響。分別使用60倍和200倍光學(xué)顯微鏡對鍵合金絲結(jié)果和鍵合點(diǎn)的形貌進(jìn)行鏡檢,發(fā)現(xiàn)超聲時(shí)間為2 ms(自動(dòng)鍵合機(jī)允許的最低值)時(shí),金絲沒有鍵合上;超聲時(shí)間>3 ms時(shí),鍵合金絲和鍵合點(diǎn)形貌都正常,且滿足鍵合標(biāo)準(zhǔn),如圖5所示。使用Dag-4000拉力測試儀對鍵合好的金絲進(jìn)行100%(沒有鍵合上的除外)的拉力測試,每組取其平均值,結(jié)果見表6。不同超聲時(shí)間下,拉力測試值的走勢如圖6所示。
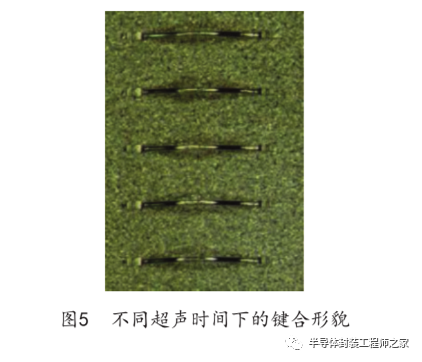
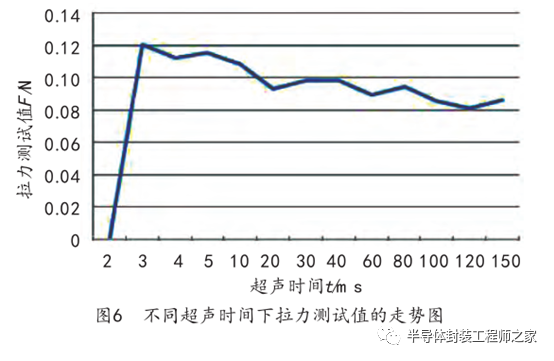

通過以上數(shù)據(jù)分析得出:超聲時(shí)間太小(允許的最小值為2 ms),會(huì)導(dǎo)致鍵合不上;當(dāng)超聲時(shí)間>3 ms時(shí),鍵合金絲和鍵合點(diǎn)形貌都滿足要求,金絲鍵合強(qiáng)度會(huì)隨著超聲時(shí)間的增大而減小。根據(jù)超聲時(shí)間變化的間距,和其所對應(yīng)的鍵合強(qiáng)度的變化,可以看出,超聲時(shí)間對鍵合的影響不是很大,超聲時(shí)間在很大的變化范圍內(nèi),鍵合強(qiáng)度變化基本成平緩態(tài)勢。
根據(jù)實(shí)際經(jīng)驗(yàn),一般陶瓷基板上金絲鍵合的超聲時(shí)間都控制在10~80 ms的范圍內(nèi)。由以上結(jié)果可知,在此范圍內(nèi),金絲和鍵合點(diǎn)的形貌都符合實(shí)際要求,鍵合強(qiáng)度也滿足要求。
3.1.4 鍵合壓力對鍵合的影響
根據(jù)經(jīng)驗(yàn)值,將金絲變形度設(shè)定為42%,相對超聲功率設(shè)定為20%,超聲時(shí)間設(shè)定為100 ms,對鍵合壓力進(jìn)行單一變量研究。根據(jù)已有經(jīng)驗(yàn),確定試驗(yàn)范圍,在所選范圍內(nèi)確定10個(gè)數(shù)值,每個(gè)值對應(yīng)鍵合5根絲,對其進(jìn)行試驗(yàn)和分析。試驗(yàn)方案見表7。
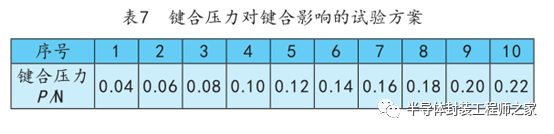
按照以上參數(shù)和方案進(jìn)行自動(dòng)鍵合,通過鏡檢和拉力測試等方法分析鍵合壓力對自動(dòng)鍵合的影響。分別使用60倍和200倍光學(xué)顯微鏡對鍵合金絲結(jié)果和鍵合點(diǎn)的形貌進(jìn)行鏡檢,發(fā)現(xiàn)鍵合壓力為0.04 N時(shí),金絲有兩根脫鍵;鍵合壓力>0.06 N時(shí),鍵合金絲和鍵合點(diǎn)形貌都正常,且滿足鍵合標(biāo)準(zhǔn),如圖7所示。使用Dag-4000拉力測試儀對鍵合好的金絲進(jìn)行100%(脫鍵的除外)的拉力測試,每組取其平均值,結(jié)果見表8。不同鍵合壓力下,拉力測試值的走勢如圖8所示。


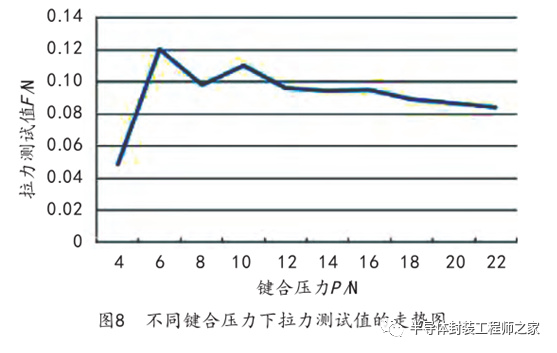
通過以上數(shù)據(jù)分析得出:鍵合壓力太小<0.06 N,會(huì)導(dǎo)致鍵合不上或者脫鍵;當(dāng)鍵合壓力>0.06 N時(shí),金絲鍵合和鍵合點(diǎn)形貌都滿足要求,金絲鍵合強(qiáng)度基本上會(huì)隨著鍵合壓力的增大而減小。根據(jù)鍵合壓力變化的間距和其所對應(yīng)的鍵合強(qiáng)度的變化,可以看出,鍵合壓力在一定的范圍內(nèi)0.12~0.18 N,鍵合強(qiáng)度變化基本成平緩態(tài)勢。
根據(jù)實(shí)際經(jīng)驗(yàn),一般陶瓷基板上金絲鍵合壓力都控制在0.08~0.18 N的范圍內(nèi)。由以上結(jié)果可知,在此范圍內(nèi),金絲和鍵合點(diǎn)的形貌都符合實(shí)際要求,鍵合強(qiáng)度也滿足要求。
4 參數(shù)優(yōu)化
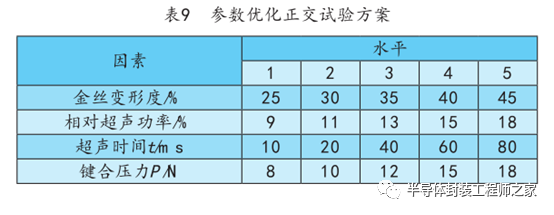
在以上試驗(yàn)的基礎(chǔ)上,設(shè)計(jì)正交試驗(yàn),來優(yōu)化陶瓷基板上自動(dòng)鍵合的工藝參數(shù)。由于只單一優(yōu)化陶瓷基板上自動(dòng)鍵合的參數(shù),所以選擇在如上所述的陶瓷基板表面鍵合且鍵合第一點(diǎn)與第二點(diǎn)的參數(shù)設(shè)置相同。首先采用4因素5水平的正交試驗(yàn)方法,試驗(yàn)方案見表9。
根據(jù)以上試驗(yàn)方案,匹配各參數(shù),每組鍵合20根絲,通過鏡檢和拉力測試等方法分析鍵合的一致性和可靠性。通過試驗(yàn)得出以下最佳參數(shù)組合,見表10。
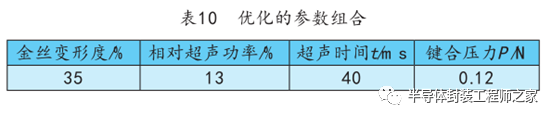
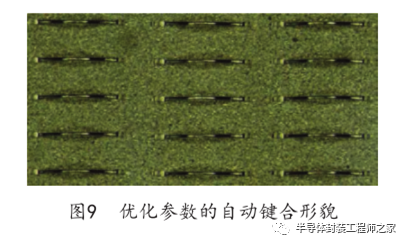
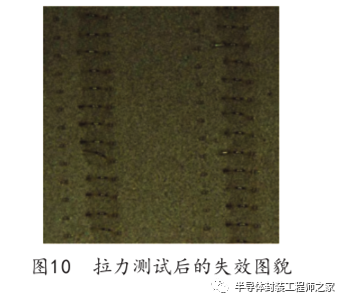
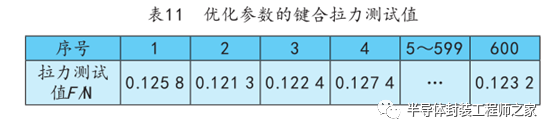
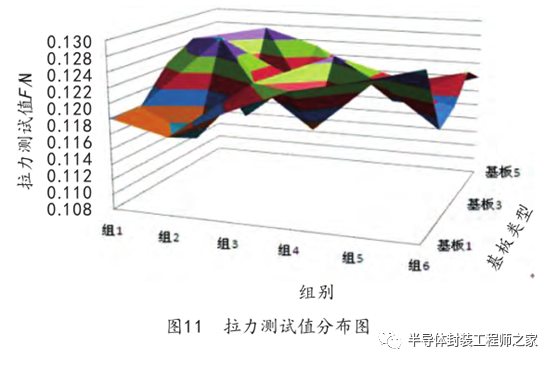
通過試驗(yàn)驗(yàn)證以上參數(shù)組合。根據(jù)以上參數(shù)進(jìn)行設(shè)置,自動(dòng)鍵合600根絲,通過鏡檢、拉力測試和C PK 值等測算來分析鍵合的形貌、一致性和可靠性。分別使用60倍和200倍光學(xué)顯微鏡對鍵合金絲結(jié)果和鍵合點(diǎn)的形貌進(jìn)行鏡檢,發(fā)現(xiàn)鍵合金絲和鍵合點(diǎn)形貌都一致良好,且滿足要求,如圖9所示。使用Dag-4000拉力測試儀對鍵合好的金絲進(jìn)行100%的破壞性拉力測試實(shí)驗(yàn),結(jié)果發(fā)現(xiàn),失效模式基本一致,如圖10所示,且拉力測試值分布均勻,一致性好,見表11。拉力數(shù)據(jù)分布曲面圖更加直觀地表示出了拉力數(shù)據(jù)的分布,如圖11所示。
為了進(jìn)一步驗(yàn)證,做了數(shù)據(jù)的統(tǒng)計(jì)分析。根據(jù)統(tǒng)計(jì)數(shù)據(jù)分析得出,拉力測試值的平均值、最大值、最小值、標(biāo)準(zhǔn)方差、均值和 C PK 等值見表12。
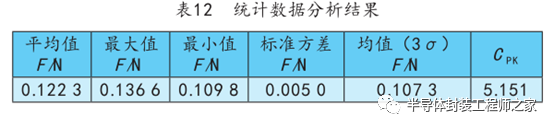
通過以上數(shù)據(jù)分析得出,鍵合拉力測試值分布在0.109 8~0.136 6 N范圍內(nèi),平均值為0.122 3 N,都滿足要求。根據(jù) C PK 值的判斷標(biāo)準(zhǔn), C PK 值越大表示品質(zhì)越佳, C PK >2.0為A ++ 級,可見鍵合狀態(tài)穩(wěn)定,一致性好。同時(shí)數(shù)據(jù)呈標(biāo)準(zhǔn)方差為0.005 N,均值為0.107 3 N的正態(tài)分布,且過程控制可以達(dá)到3 σ 的水平,受控概率為99.73%,可以看出拉力測試值分布均勻,狀態(tài)穩(wěn)定。
5 結(jié)論
1)陶瓷基板上自動(dòng)金絲鍵合,金絲變形度太小(允許的最低值為20%)<22%時(shí),會(huì)導(dǎo)致鍵合不上或者鍵合點(diǎn)脫鍵;當(dāng)金絲變形度>22%時(shí),鍵合強(qiáng)度會(huì)隨著金絲變形度的增大而減小,金絲變形度太大,會(huì)造成鍵合點(diǎn)根部受損。
2)陶瓷基板上自動(dòng)金絲鍵合,相對超聲功率太小<5%時(shí),會(huì)導(dǎo)致鍵合不上;當(dāng)超聲功率>5%時(shí),金絲鍵合和鍵合點(diǎn)形貌都滿足要求;相對超聲功率在5%~7%范圍內(nèi),金絲鍵合強(qiáng)度會(huì)隨著超聲功率的增大而增大;當(dāng)相對超聲功率>7%時(shí),鍵合強(qiáng)度基本是隨著超聲功率的增大而減小;超聲功率對鍵合的影響較大。
3)陶瓷基板上自動(dòng)金絲鍵合,超聲時(shí)間太小(允許的最小值為2 ms),會(huì)導(dǎo)致鍵合不上;當(dāng)超聲時(shí)間>3 ms時(shí),金絲鍵合和鍵合點(diǎn)形貌都滿足要求,金絲鍵合強(qiáng)度會(huì)隨著超聲時(shí)間的增大而減小。超聲時(shí)間對鍵合的影響較小,超聲時(shí)間在很大的變化范圍內(nèi),鍵合強(qiáng)度變化基本成平緩態(tài)勢。
4)陶瓷基板上自動(dòng)金絲鍵合,鍵合壓力太小<0.06 N時(shí),會(huì)導(dǎo)致鍵合不上或者脫鍵;當(dāng)鍵合壓力>0.06 N時(shí),金絲鍵合和鍵合點(diǎn)形貌都滿足要求,金絲鍵合強(qiáng)度基本上會(huì)隨著鍵合壓力的增大而減小。鍵合壓力在一定的范圍內(nèi)0.12~0.18 N,鍵合強(qiáng)度變化基本成平緩態(tài)勢。
5)通過正交試驗(yàn)得出陶瓷基板上自動(dòng)金絲鍵合的優(yōu)化參數(shù),鍵合形貌好,一致性高。拉力測試值分布在0.109 8~0.136 6 N范圍內(nèi),平均值為0.122 3 N。根據(jù) C PK 值的判斷, C PK >2.0為A ++ 級,可見鍵合狀態(tài)穩(wěn)定,一致性好。根據(jù)標(biāo)準(zhǔn)方差、均值和西格瑪可以看出,拉力測試值分布均勻,狀態(tài)穩(wěn)定。
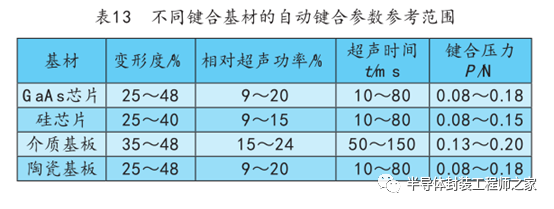
在實(shí)際生產(chǎn)中,不同的基材對應(yīng)不同的鍵合參數(shù)。根據(jù)本文的試驗(yàn)方法進(jìn)行了大量試驗(yàn),結(jié)合日常生產(chǎn)實(shí)際經(jīng)驗(yàn),給出不同鍵合基材的自動(dòng)鍵合參數(shù)的參考范圍見表13。
6 結(jié)束語
本文研究了陶瓷基板上自動(dòng)鍵合各參數(shù)對鍵合形貌、一致性和可靠性的影響,也通過正交試驗(yàn)給出了優(yōu)化參數(shù)組合。在實(shí)際工作中要根據(jù)實(shí)際情況,綜合其他各種因素,如原材料、劈刀、溫度和前道工序工藝等都會(huì)對自動(dòng)鍵合造成影響。所以,要根據(jù)試驗(yàn),采取最優(yōu)化組合,從而提高鍵合的可靠性和一致性。
審核編輯:劉清
-
顯微鏡
+關(guān)注
關(guān)注
0文章
749瀏覽量
25471 -
陶瓷基板
+關(guān)注
關(guān)注
5文章
262瀏覽量
12397 -
拉力測試儀
+關(guān)注
關(guān)注
0文章
15瀏覽量
6936
原文標(biāo)題:自動(dòng)金絲鍵合參數(shù)的影響及其優(yōu)化
文章出處:【微信號:半導(dǎo)體封裝工程師之家,微信公眾號:半導(dǎo)體封裝工程師之家】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
鋁帶鍵合點(diǎn)根部損傷研究

鍵合線等效電阻的IGBT模塊老化失效研究
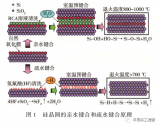
?晶圓直接鍵合及室溫鍵合技術(shù)研究進(jìn)展
鍵合銅絲的研究及應(yīng)用現(xiàn)狀

金絲鍵合強(qiáng)度測試儀試驗(yàn)方法:鍵合拉脫、引線拉力、鍵合剪切力

金絲鍵合工藝溫度研究:揭秘鍵合質(zhì)量的奧秘!

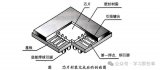
電子封裝 | Die Bonding 芯片鍵合的主要方法和工藝

晶圓鍵合膠的鍵合與解鍵合方式


帶你一文了解什么是引線鍵合(WireBonding)技術(shù)?
引線鍵合的基礎(chǔ)知識(shí)
什么是引線鍵合(WireBonding)
芯片鍵合工藝技術(shù)介紹




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論