") 激光熔覆技術(shù)是磨損模具修復(fù)的神器
激光熔覆技術(shù)是磨損模具修復(fù)的神器

激光熔覆技術(shù)
激光熔覆技術(shù)是20世紀(jì)70年代隨著大功率激光器的發(fā)展而興起的一種新的表面改性技術(shù)。激光表面熔敷技術(shù),是在激光束作用下,將合金粉末或陶瓷粉末與基體表面迅速加熱并熔化,光束移開后自激冷卻形成稀釋率極低、與基體材料呈冶金結(jié)合的表面涂層,從而顯著改善基體表面耐磨、耐蝕、耐熱、抗氧化及電氣特性等的一種表面強(qiáng)化方法。
激光熔覆技術(shù)是一種經(jīng)濟(jì)效益很高的新技術(shù),它可以在廉價(jià)金屬基材上制備出高性能的合金表面而不影響基體的性質(zhì),降低成本,節(jié)約貴重稀有金屬材料,因此,世界上各工業(yè)先進(jìn)國家對激光熔覆技術(shù)的研究及應(yīng)用都非常重視。
應(yīng)用于激光熔覆的激光器,主要有CO2激光器和固體激光器(主要包括碟片激光器、光纖激光器和二極管激光器。老式燈泵浦激光器由于光電轉(zhuǎn)化效率低,維護(hù)繁瑣等問題已逐漸淡出市場)。
對于連續(xù)CO2激光熔覆,國內(nèi)外學(xué)者已做了大量研究。高功率固體激光器的研制發(fā)展迅速,主要用于有色合金表面改性。據(jù)文獻(xiàn)報(bào)道,采用CO2激光進(jìn)行鋁合金激光熔覆,鋁合金基體在CO2激光輻照條件下容易變形,甚至塌陷。固體激光器,特別是碟片激光器輸出波長為1.06μm,較CO2激光波長小1個(gè)數(shù)量級,因而更適合此類金屬的激光熔覆。
激光熔覆,按送粉工藝的不同可分為兩類:粉末預(yù)置法和同步送粉法。兩種方法效果相似,同步送粉法具有易實(shí)現(xiàn)自動(dòng)化控制,激光能量吸收率高,無內(nèi)部氣孔,尤其熔覆金屬陶瓷,可以顯著提高熔覆層的抗開裂性能,使硬質(zhì)陶瓷相可以在熔覆層內(nèi)均勻分布等優(yōu)點(diǎn)。
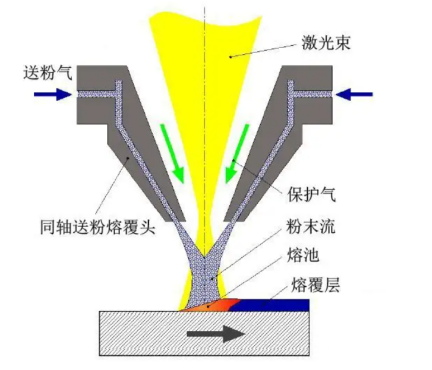
同軸送粉原理圖
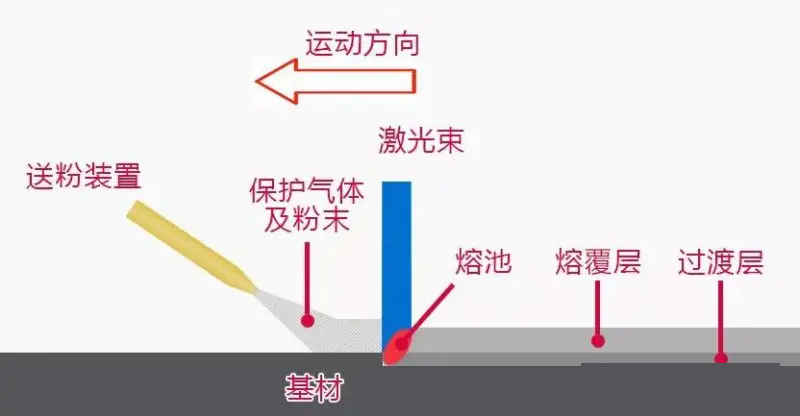
預(yù)置送粉原理圖
1.激光熔覆具有的特點(diǎn)
(1)冷卻速度快(高達(dá)106K/s),屬于快速凝固過程,容易得到細(xì)晶組織或產(chǎn)生平衡態(tài)所無法得到的新相,如非穩(wěn)相、非晶態(tài)等;
(2)涂層稀釋率低(一般小于5%),與基體呈牢固的冶金結(jié)合或界面擴(kuò)散結(jié)合,通過對激光工藝參數(shù)的調(diào)整,可以獲得低稀釋率的良好涂層,并且涂層成分和稀釋度可控;
(3)熱輸入和畸變較小,尤其是采用高功率密度快速熔覆時(shí),變形可降低到零件的裝配公差內(nèi);
(4)粉末選擇幾乎沒有任何限制,特別是在低熔點(diǎn)金屬表面熔敷高熔點(diǎn)合金;
(5)熔覆層的厚度范圍大,單道送粉一次涂覆厚度在0.2-2.0mm;
(6)能進(jìn)行選區(qū)熔敷,材料消耗少,具有卓越的性價(jià)比;
(7)光束瞄準(zhǔn)可以使難以接近的區(qū)域熔敷;
(8)工藝過程易于實(shí)現(xiàn)自動(dòng)化,很適合常見易損件的磨損修復(fù)。
2.激光熔覆與激光合金化的異同
激光熔覆與激光合金化,都是利用高能密度的激光束所產(chǎn)生的快速熔凝過程,在基材表面形成于基體相互融合的、具有完全不同成分與性能的合金覆層。兩者工藝過程相似,但卻有本質(zhì)上的區(qū)別,主要區(qū)別如下:
(1)激光熔覆過程中的覆層材料完全融化,而基體熔化層極薄,因而對熔覆層的成分影響極小,而激光合金化則是在基材的表面熔融復(fù)層內(nèi)加入合金元素,目的是形成以基材為基的新的合金層。
(2)激光熔覆實(shí)質(zhì)上不是把基體表面層熔融金屬作為溶劑,而是將另行配置的合金粉末融化,使其成為熔覆層的主題合金,同時(shí)基體合金也有一薄層融化,與之形成冶金結(jié)合。
激光熔覆技術(shù)制備新材料,是極端條件下失效零部件的修復(fù)與再制造、金屬零部件直接制造的重要基礎(chǔ),受到世界各國科學(xué)界和企業(yè)的高度重視。
3.工藝領(lǐng)域
激光熔覆技術(shù),是一種涉及光、機(jī)、電、計(jì)算機(jī)、材料、物理、化學(xué)等多門學(xué)科的跨學(xué)科高新技術(shù)。
它由上個(gè)世紀(jì)60年代提出,并于1976年誕生了第一項(xiàng)論述高能激光熔覆的專利。進(jìn)入80年代,激光熔覆技術(shù)得到了迅速的發(fā)展,結(jié)合CAD技術(shù)興起的快速原型加工技術(shù)(增材制造技術(shù),俗稱3D打印技術(shù)),為激光熔覆技術(shù)又添了新的活力。
現(xiàn)已成功開展了在不銹鋼、模具鋼、可鍛鑄鐵、灰口鑄鐵、銅合金、鈦合金、鋁合金及特殊合金表面鈷基、鎳基、鐵基等自熔合金粉末及陶瓷相的激光熔覆。
激光熔覆鐵基合金粉末適用于要求局部耐磨而且容易變形的零件。
鎳基合金粉末適用于要求局部耐磨、耐熱腐蝕及抗熱疲勞的構(gòu)件。鈷基合金粉末適用于要求耐磨、耐蝕及抗熱疲勞的零件。陶瓷涂層在高溫下有較高的強(qiáng)度,熱穩(wěn)定性好,化學(xué)穩(wěn)定性高,適用于要求耐磨、耐蝕、耐高溫和抗氧化性的零件。
在滑動(dòng)磨損、沖擊磨損和磨粒磨損嚴(yán)重的條件下,純的鎳基、鈷基和鐵基合金粉末已經(jīng)滿足不了使用工況的要求,因此,在合金表面激光熔覆金屬陶瓷復(fù)合涂層已經(jīng)成為國內(nèi)外學(xué)者研究的熱點(diǎn),已經(jīng)進(jìn)行了鋼、鈦合金及鋁合金表面激光熔覆多種陶瓷或金屬陶瓷涂層的研究。
激光熔覆的應(yīng)用主要在兩個(gè)方面,即耐腐蝕(包括耐高溫腐蝕)和耐磨損,應(yīng)用的范圍很廣泛,例如,內(nèi)燃機(jī)的閥門和閥座的密封面,水、氣或蒸汽分離器的激光熔覆、模具表面的修復(fù)等。
同時(shí),提高材料的耐磨和耐腐蝕性,可以采用Co基合金(如Co-Cr-Mo-Si系)進(jìn)行激光熔覆,基體中物相成份范圍中Co3Mo2Si硬質(zhì)金屬間相的存在可保證耐磨性能,而Cr則提供了耐腐蝕性。
審核編輯 黃昊宇
-
激光熔覆
+關(guān)注
關(guān)注
0文章
187瀏覽量
7536
發(fā)布評論請先 登錄
電視被劃了一道白色痕跡怎么修復(fù)?-TFT-LCD液晶激光修復(fù)
“零”誤差的運(yùn)動(dòng)控制技術(shù)在TFT-LCD液晶面板激光修復(fù)設(shè)備
鎢管激光熔覆修復(fù)技術(shù)的核心原理及優(yōu)勢
激光熔覆工藝及EHLA涂層表面形貌研究

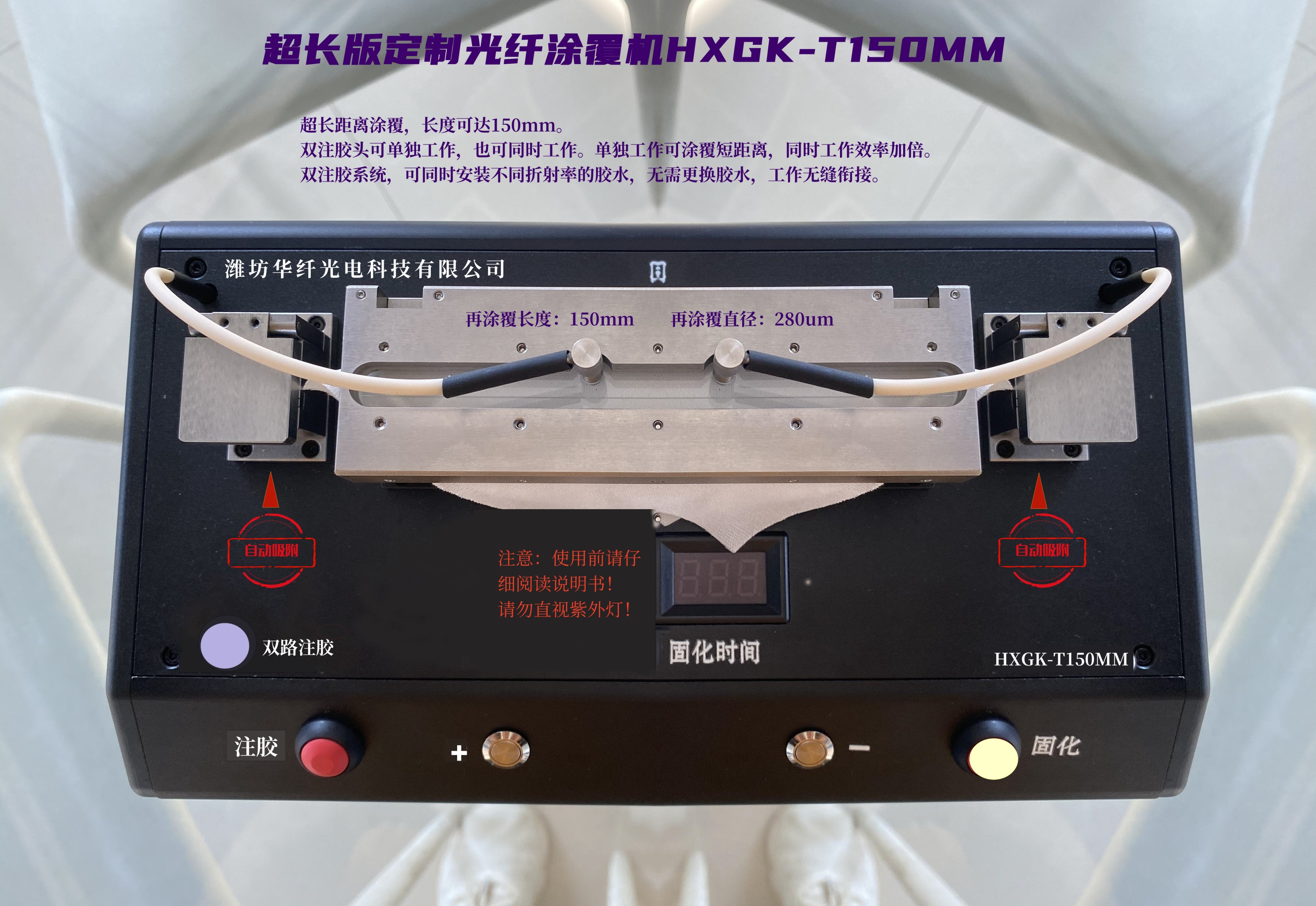
光纖涂覆機(jī)技術(shù)條件
對手機(jī)屏中斷路和短路的單元進(jìn)行切割或熔接,實(shí)現(xiàn)液晶線路激光修復(fù)原理
雙模具光纖涂覆機(jī)在長距離光纖接續(xù)再涂覆中的應(yīng)用
光纖涂覆機(jī)線性注膠技術(shù)白皮書
對電視液晶屏中斷路和短路的單元進(jìn)行切割或熔接,實(shí)現(xiàn)液晶線路激光修復(fù)原理
激光束修復(fù)液晶面板任意層不良區(qū)域,實(shí)現(xiàn)液晶線路激光修復(fù)
液晶顯示模組短路修復(fù)及相關(guān)激光液晶面板線路修復(fù)方法
光束整形在金屬增材制造應(yīng)用中的優(yōu)勢

實(shí)時(shí)監(jiān)測激光熔覆熔池動(dòng)態(tài),提升表面致密度與結(jié)合強(qiáng)度




 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論