 什么是壓接?壓接三要素
什么是壓接?壓接三要素

什么是壓接?
壓接是在導線和端子接觸區域施加壓力使其成型,實現緊密連接的工藝。
無焊連接技術最早源于AMP1941年提出。
壓接的要求
在壓接端子與導線之間提供不可分離的,長時間可靠的電氣和機械連接。
壓接應便于生產加工。
壓接的優勢:
1通過計算即可得出適合特定線徑范圍和料厚的壓接結構
2僅調整壓接高度即可用于不同線徑壓接
3通過連續沖壓生產實現低成本
4壓接自動化
5苛刻環境下性能穩定
壓接三要素
一.合格壓接的要求:
1.導線:
1)選用線徑符合壓接端子適用性要求
2)剝線符合要求(長度適合,不損鍍層,末端不
開裂分叉)
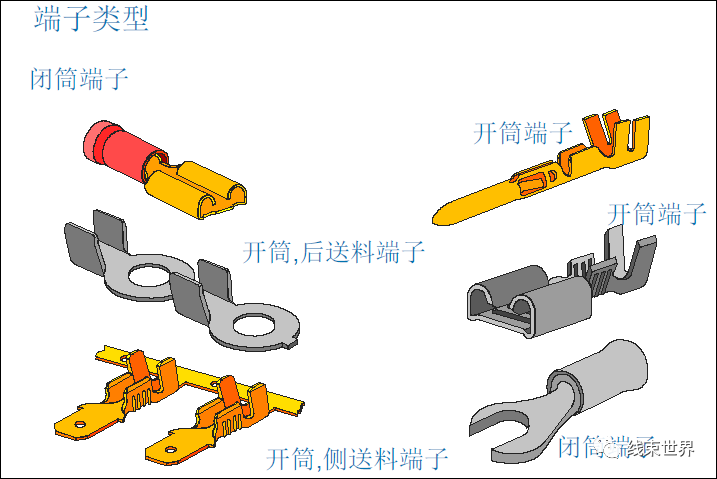
2.Terminal 端子
1)按形式不同,分為開筒式和閉筒式
2)按鍍層不同,分為鍍錫,鍍銀,鍍金,鍍鎳等
3)按是否含絕緣壓接或密封部分進行區分
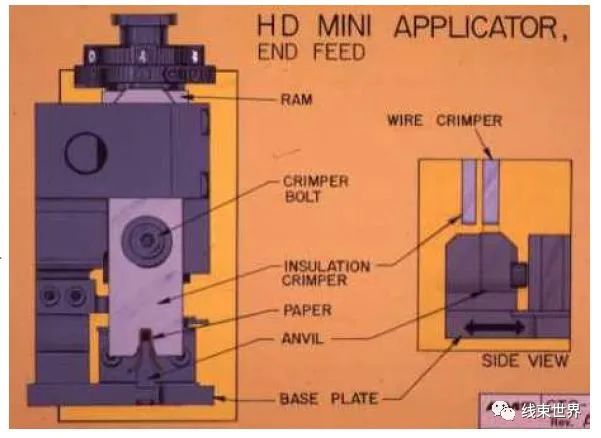
3.壓接工具
二,壓接準備:端子選用
三.壓接準備:剝線要求
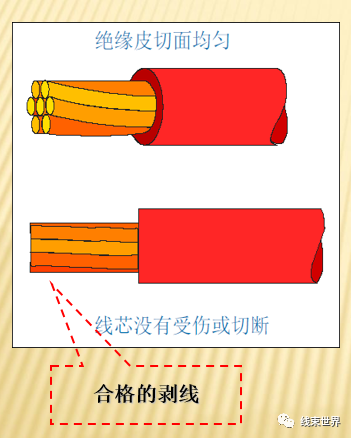
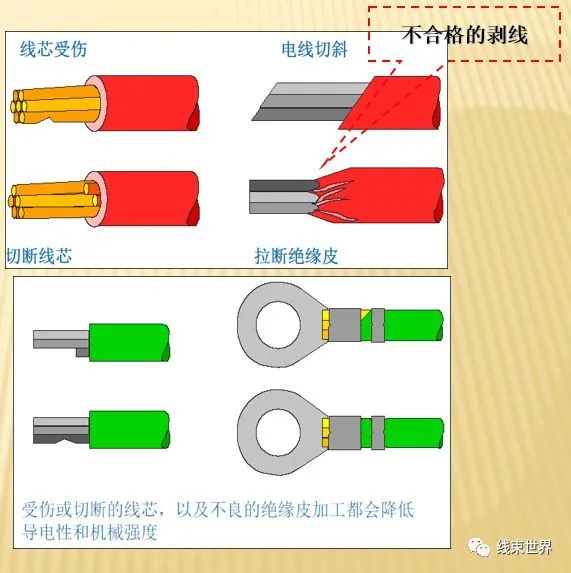
導線剝皮的應注意下面常規的要求
1) 導線(0.5mm2及以下,且股數小于等于7芯線),不可被破壞或切割;
2) 導線(0.5mm2到6.0mm2,且股數大于7芯線),芯線被破壞或切割根數不大于6.25%;
3) 導線(6mm2以上),芯線被破壞或切割根數不大于10%;
4) 非剝線區域絕緣皮不允許有破損
5) 剝線區域不允許有殘留絕緣皮。
注意:當然很多端子壓接標準,比如VW60330最新標準, USCAR 21等等,都已經不一樣一根股絲斷裂或者損傷
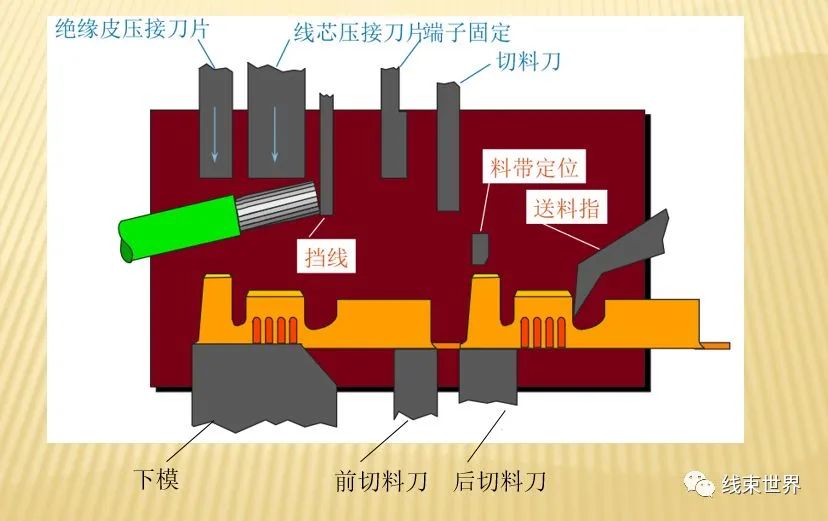
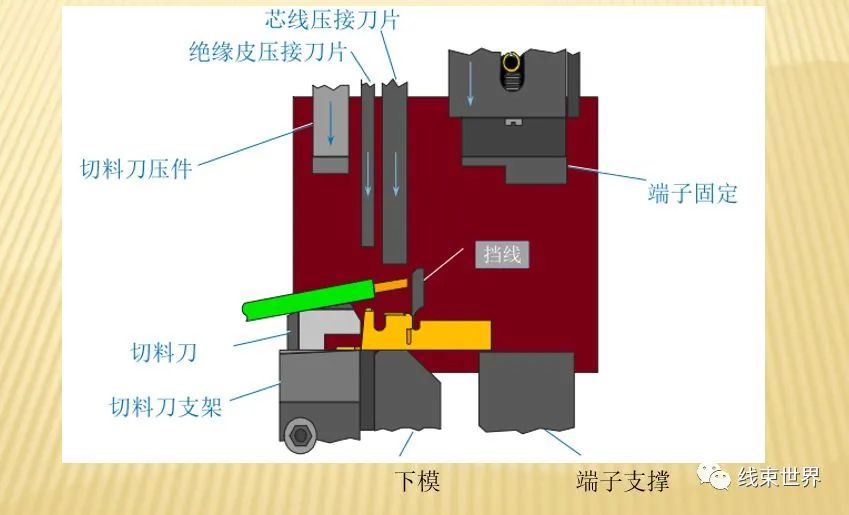
壓接模具和刀片

壓接產品
單線壓接
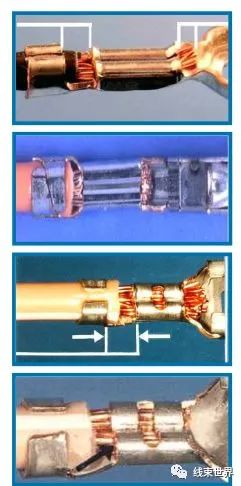
雙線壓接
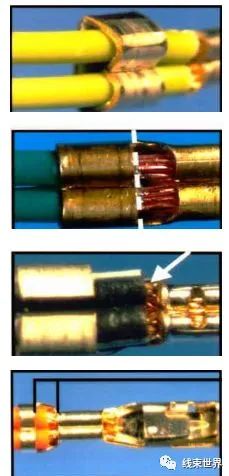
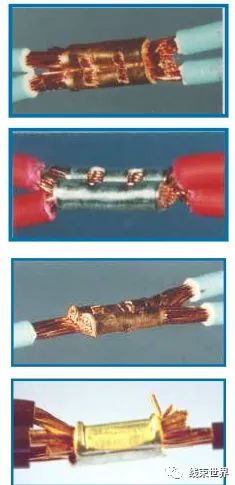
多線壓接
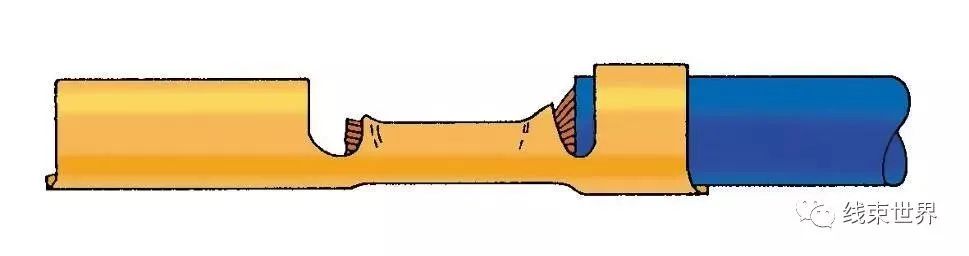
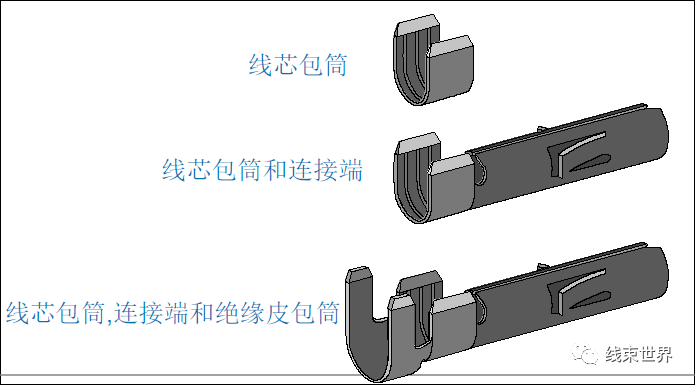
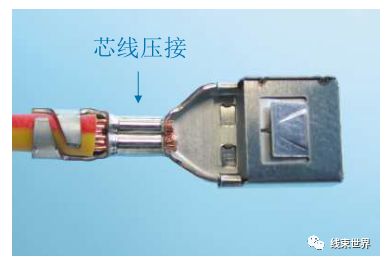
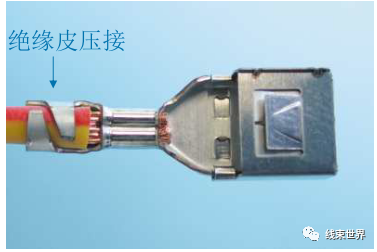
芯線壓接與絕緣皮壓接
1 芯線壓接與絕緣皮壓接有一定的區別:
2芯線壓接保證了端子與電線的良好連接
3絕緣皮壓接是為了減少震動以及移動對芯線壓接的影響
壓接過程
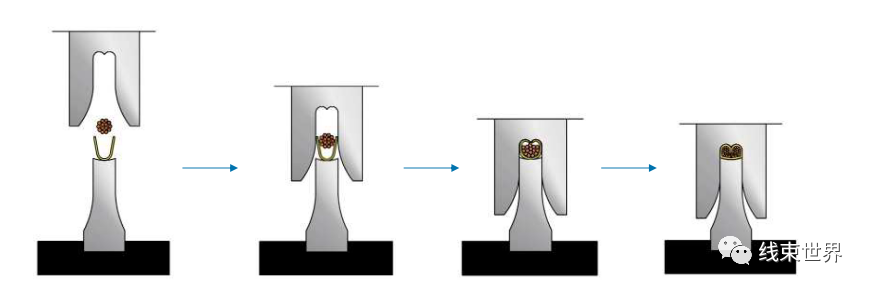
1 壓接刀具打開,端子放置在下刀上,導線由手或機械設備送至合適的位置。
2上刀向下移動,把導線壓入包筒
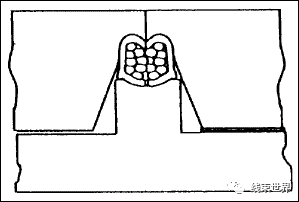
3包筒隨上刀折彎,壓接成型
4設定的壓接高度保證了壓接質量
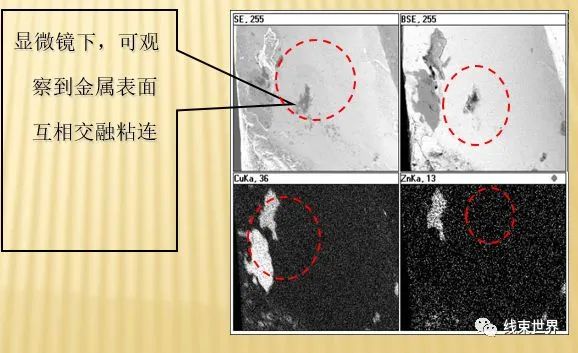
壓接原理
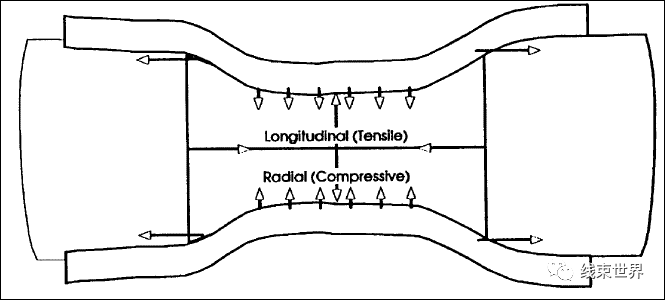
壓接過程中,導體受到套管的擠壓,在經度和緯度兩個方向上均發生形變,形成冷焊:
? 導體與套管表面的原氧化膜變形破裂
? 導體與端子套管的純凈金屬表面充分緊密接觸
? 擠壓變形過程中的微運動
放線位置(后送料)
放線位置(側送料)
審核編輯 :李倩
-
端子
+關注
關注
2文章
574瀏覽量
36102 -
壓接技術
+關注
關注
1文章
47瀏覽量
7291
原文標題:端子壓接原理簡介
文章出處:【微信號:wiring-world,微信公眾號:線束世界】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
SMB接頭安裝后測試:駐波比(VSWR)異常偏高,是不是壓接模具的問題?

BNC接頭壓接工具的選擇與壓力參數設置:確保連接強度的實操指南

SMA接頭壓接工藝流程:保證屏蔽效能的組裝細節

SFP選型指南:壓接/焊接、速率與交換機搭配技巧
沃虎電子(VOOHU)-- 千兆以太網低殘壓大電流方案參考

無載分接開關與有載分接開關有什么區別?
探索LTC4367:高性能過壓、欠壓及反接保護控制器
上新 | 接線快捷與牢靠兼具!凌科M20型2 3芯壓接款工業級連接器上市

1903114-2壓接式連接器端子現貨庫存
SMA壓接接頭:壓接力度怎么拿捏?——小力氣,大學問,穩了才靠譜!

BNC連接器公頭:壓接vs焊接接線規范大揭秘

環球儀器高密度壓接檢測方案

步科倍福手拉手,ModbusTCP主轉EtherCAT從,伺服壓接邁入新紀元



 工商網監
工商網監
評論