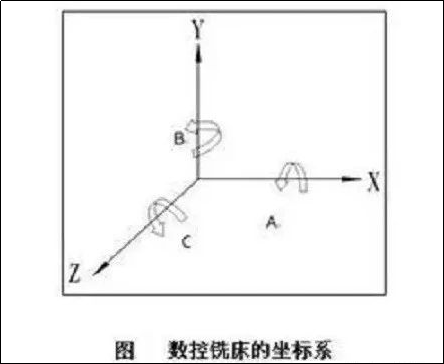
 機床開機回零操作的兩種基本方法
機床開機回零操作的兩種基本方法

任何CNC數控加工設備,回零操作都是其必須執行的重要環節,對重新確定機床原點與坐標有著重要的作用。同時對機床的各項誤差補償也有著舉足輕重的影響。
一、機床開機回零操作的兩種基本方法
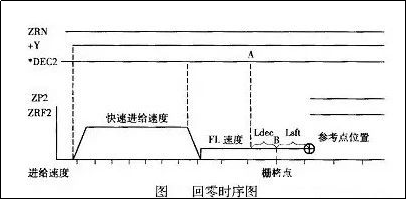
所謂開機回零,簡單來說是讓機床的坐標重新回到原點位置,然后從這一參考點來執行后續的任務控制與加工操作。為后續的間隙補償、刀具補償等提供基準點。從檢測裝置和實現的方法來說主要有柵格法回零和磁開關兩種。
柵格法回零和磁開關回零作為CNC加工中心等數控加工設備回零操作的兩種主要方式,其執行過程和效果也都不盡相同。其中磁開關回零方式由于定位漂移現象的影響,無論是回零的準確度還是回零效果都較差,只在早期的CNC加工中心上應用,現在較少使用。
柵格法回零主要是通過脈沖編碼器和光柵尺來實現機床控制裝置的有效回零,因回零精度和靈活性都較高,是現在CNC加工中心的主要回零方式;它又被劃分為絕對柵格法與增量柵格法兩個部分。所謂的絕對柵格法回零主要是指機床只需在首次調試中完成必要的回零步驟便可將這一信息長期儲存于零點位置處,而無須此后重復操作。而增量柵格法不僅需要手動完成坐標軸的設置,還需要通過脈沖來完成對機床控制裝置的信號控制,進而反向查詢零點開關位置,完成回零過程。
二、機床回零操作常出現的問題及其應對方法
在CNC加工中心回零操作時,各系統參數在沒有發生改變的狀況下,有時也會出現回零故障的發生。常出現的故障形式主要有兩種,一是回零步驟正確但零點位置不正確;二是回零系統正常但無法找到零點位置等。
1、回零步驟正確但零點位置不正確的故障造成這類回零故障的原因主要有三個方面:一是零點偏移量的參數設計欠缺妥當造成的;二是回零減速過快使得零點位置遠遠超過了實際范圍造成的;三是回零系統中機械結構對零點位置的影響造成的。根據上述具體的故障原因進行調整一般都可徹底排除CNC加工中心回零操作的故障。
2、回零系統正常但無法找到零點位置的故障造成這類回零故障的原因也主要有三個:一是控制操作系統內的元件出現了破損問題造成;二是零點開關與信號接收系統間的電路遭到破壞造成;三是零點位置處的開關破損造成。根據上述故障點的位置,有針對性的更換相關的故障部件很容易的就可排除CNC加工中心回零故障。
責任編輯:lq
-
機床
+關注
關注
1文章
663瀏覽量
32324 -
CNC
+關注
關注
8文章
453瀏覽量
40382 -
柵格
+關注
關注
0文章
13瀏覽量
11435
原文標題:加工中心開機回零的兩種基本方式及常見問題的應對方法
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
總線驅動器回零軸不運動原因及解決方法
TVS vs TSS 兩種保護機制的深度博弈

用PLC實現卷徑計算的兩種算法
ADI GMSL技術兩種視頻數據傳輸模式的區別

這兩種TVS有啥不同?

兩種散熱路徑的工藝與應用解析
CMOS 2.0與Chiplet兩種創新技術的區別
貼片晶振中兩種常見封裝介紹
六相永磁同步電機串聯系統控制的兩種方法分析研究
兩種感應電機磁鏈觀測器的參數敏感性研究
機床伺服電機的選型方法分析
銣原子鐘與CPT原子鐘:兩種時間標準的區別
一種永磁電機用轉子組件制作方法
解鎖TSMaster fifo函數:報文讀取的高效方法




 工商網監
工商網監
評論